You might also like
- Martínez de Sousa, José. Manual de Edición y AutoediciónDocument173 pagesMartínez de Sousa, José. Manual de Edición y AutoediciónCarmen100% (2)
- Grande Atlante Del DesignDocument409 pagesGrande Atlante Del DesignPaolo FontanazziNo ratings yet
- Frostig TesztDocument18 pagesFrostig Tesztapi-3855933100% (6)
- 15crn250ar 230523 001157Document68 pages15crn250ar 230523 001157shaunNo ratings yet
- UntitledDocument1 pageUntitledcaca sudrajatNo ratings yet
- IMG - 0093 MCQ College Algebra 181Document1 pageIMG - 0093 MCQ College Algebra 181bnqr584bNo ratings yet
- Btldco Nenkhi 90Document4 pagesBtldco Nenkhi 90Huy Vũ ĐứcNo ratings yet
- Akreditasi Prodi EditDocument1 pageAkreditasi Prodi EditWirsa RinekoNo ratings yet
- Cev 88.9x5 SsDocument1 pageCev 88.9x5 SsNenad MarkovićNo ratings yet
- Time To Say Goodbye GDocument2 pagesTime To Say Goodbye GLewisNo ratings yet
- Um Certo Galileu 3º Clarinet in BBDocument1 pageUm Certo Galileu 3º Clarinet in BBOdeon ChoroNo ratings yet
- Vfu Ry RRCN: - TtdoDocument3 pagesVfu Ry RRCN: - TtdobeomeoNo ratings yet
- Điều Lệ - Công Ty CP VietfermDocument41 pagesĐiều Lệ - Công Ty CP VietfermTrần Tâm PhươngNo ratings yet
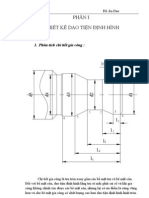
- mẫu do-an-daoDocument25 pagesmẫu do-an-daomão phạmNo ratings yet
- XSTK 2 2015 2016Document1 pageXSTK 2 2015 2016DlongNo ratings yet
- Thiet Ke Dung Cu CatDocument20 pagesThiet Ke Dung Cu CatmotozoroNo ratings yet
- 01 Spec Isuzu Elf NLR 55 T, TX, TLXDocument1 page01 Spec Isuzu Elf NLR 55 T, TX, TLXbagNo ratings yet
- Sop PKPTDocument2 pagesSop PKPTmandozNo ratings yet
- Man Tga Schemat Polaczen Elektr EbsDocument2 pagesMan Tga Schemat Polaczen Elektr EbsRdh MNo ratings yet
- Portfolio Bachvu 2023Document52 pagesPortfolio Bachvu 2023Xuân Bách VũNo ratings yet
- BHIMDocument1 pageBHIMravinderkumarg10No ratings yet
- 3117 Cong Van Ve NCKH Sinh Vien Nam Hoc 2023-2024 So 1Document2 pages3117 Cong Van Ve NCKH Sinh Vien Nam Hoc 2023-2024 So 1Long HoàngNo ratings yet
- 1.1 Anexo A DGI CMNE 2024 - CALEND RIO GPT ALFA - ASSINADODocument1 page1.1 Anexo A DGI CMNE 2024 - CALEND RIO GPT ALFA - ASSINADOs3.19bc.ebNo ratings yet
- Tabla Periódica Sargent-Welch (Actualizada) - (¡ TR¡ N! aaGPo - R (5 Orér 3-O Ef! R A Ñ ! C - StudocuDocument1 pageTabla Periódica Sargent-Welch (Actualizada) - (¡ TR¡ N! aaGPo - R (5 Orér 3-O Ef! R A Ñ ! C - Studocuazulreinheimer7No ratings yet
- Akreditas KampusDocument1 pageAkreditas KampusYoanMarlisYoanNo ratings yet
- Ffi M "-O: C'i BoDocument1 pageFfi M "-O: C'i BoIrfad FadlillahNo ratings yet
- Canh Hong Phai - LGDocument7 pagesCanh Hong Phai - LGThao DinhNo ratings yet
- Img 20220903 0001Document1 pageImg 20220903 0001StephenDoesVideos nfnNo ratings yet
- Ijazah Gajah Mada PDFDocument1 pageIjazah Gajah Mada PDFBenna AtillaNo ratings yet
- Arreglo para Guitarra Greensleeves PDFDocument1 pageArreglo para Guitarra Greensleeves PDFSilvia Bertó CatalàNo ratings yet
- Bài Tập Chương 6 Trên Lớp - Phần Uốn Xoắn Đồng ThờiDocument8 pagesBài Tập Chương 6 Trên Lớp - Phần Uốn Xoắn Đồng ThờiNguyễn Trung HiếuNo ratings yet
- QD 716 Cong Nhan Trung Tuyen Sinh Lop 6 Tao NguonDocument4 pagesQD 716 Cong Nhan Trung Tuyen Sinh Lop 6 Tao Nguonnguyên trường phạmNo ratings yet
- NGUYÊN CÔNG XIV: Khoét Thô Đ NG TH I 4 L 18Document1 pageNGUYÊN CÔNG XIV: Khoét Thô Đ NG TH I 4 L 18Chiến Phạm MinhNo ratings yet
- BTL NLM Nhom12Document19 pagesBTL NLM Nhom12Lê Đức HiếuNo ratings yet
- ElColibri PartitionDocument3 pagesElColibri PartitionBa Xe OmNo ratings yet
- Bài Tập Lớn Lý Thuyết MạchDocument19 pagesBài Tập Lớn Lý Thuyết MạchQuang Minh BùiNo ratings yet
- Đề đồ án môn học Thiết kế dụng cụ cắ1Document17 pagesĐề đồ án môn học Thiết kế dụng cụ cắ1Tâm HoàngNo ratings yet
- Img 20220801 0001Document1 pageImg 20220801 0001StephenDoesVideos nfnNo ratings yet
- BTL-SBVL2 (Ultimate Version - SUA SO LIEU) - 23-5-014Document3 pagesBTL-SBVL2 (Ultimate Version - SUA SO LIEU) - 23-5-014Tiến-65XD9 Đặng VănNo ratings yet
- Img 0011Document1 pageImg 0011BahriNo ratings yet
- List of Imp Quesations in Section CDocument2 pagesList of Imp Quesations in Section CsrinivasaraoNo ratings yet
- IDEAL Super Automatik Modell 785 BDA deDocument26 pagesIDEAL Super Automatik Modell 785 BDA deVlad Ioan MorariuNo ratings yet
- KBX211F 014Document1 pageKBX211F 014Hắc Ngọc HưngNo ratings yet
- Computer NotesDocument19 pagesComputer NotesPadma priya Thomas alva edisanNo ratings yet
- Img 20190415 0003Document1 pageImg 20190415 0003SoodabehNo ratings yet
- ROSTER Halaman 1 2Document2 pagesROSTER Halaman 1 2Tissa SaraswatiNo ratings yet
- Dao tiện định hình lăng trụ Trần Anh QuânDocument7 pagesDao tiện định hình lăng trụ Trần Anh QuânAnh Quân CulesNo ratings yet
- Phiếu Bài Tập Cuối Tuần Môn Toán Lớp 1 - Đỗ Trung HiệuDocument77 pagesPhiếu Bài Tập Cuối Tuần Môn Toán Lớp 1 - Đỗ Trung HiệuThao VoNo ratings yet
- Piano Nunca Cambies 2da HojaDocument1 pagePiano Nunca Cambies 2da HojaFredy HENo ratings yet
- T Trình 3Document1 pageT Trình 3An Lê Vũ NguyênNo ratings yet
- OpenpdfDocument12 pagesOpenpdfChu VuNo ratings yet
- Bản vẽ PhôiDocument1 pageBản vẽ Phôivantam3346No ratings yet
- BÀI TẬP NGÀY 22 - 10 - 2021Document5 pagesBÀI TẬP NGÀY 22 - 10 - 2021Yến HoàngNo ratings yet
- 28 Agustus 2023Document1 page28 Agustus 2023Ishak Al KawiaNo ratings yet
- PVR 17cn BCTC KTDocument32 pagesPVR 17cn BCTC KTngoba_cuongNo ratings yet
- điểnngu 1 ModelDocument1 pageđiểnngu 1 ModelNgoc NguyenNo ratings yet
- Bai Tap LonDocument26 pagesBai Tap LonHoàng Phan Vũ100% (1)
- Somodi-Szujó GenovévaDocument2 pagesSomodi-Szujó Genovévagenoveva.szujoNo ratings yet