You might also like
- Arc Welding and Gas Welding Processes ExplainedDocument23 pagesArc Welding and Gas Welding Processes ExplainedRaghu ChowdaryNo ratings yet
- Welding SRMDocument24 pagesWelding SRMcfcshakerNo ratings yet
- Presentation 3Document14 pagesPresentation 3anurag trivediNo ratings yet
- Welding PrincipleDocument61 pagesWelding PrincipleRishu GroverNo ratings yet
- Unit 3 BasicsDocument76 pagesUnit 3 BasicsamarparimiNo ratings yet
- 3a WeldingDocument51 pages3a WeldingArvind GiridharNo ratings yet
- BME Presentation FinalDocument23 pagesBME Presentation FinalVishesh YadavNo ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas WeldingNabankur RayNo ratings yet
- Unit Ii Joining ProcessesDocument116 pagesUnit Ii Joining ProcessesAkash akNo ratings yet
- Mech Mod 4Document82 pagesMech Mod 4brave playerNo ratings yet
- Welding ProcessDocument25 pagesWelding ProcessMayankNo ratings yet
- WELDINGDocument36 pagesWELDINGSOURABH GANGWARNo ratings yet
- Aircraft Materials, Construction and RepairDocument34 pagesAircraft Materials, Construction and RepairMark Jovince CardenasNo ratings yet
- Unit - IIDocument143 pagesUnit - IIjyothiNo ratings yet
- Fusion-Welding Process (Gas and Arc Welding)Document27 pagesFusion-Welding Process (Gas and Arc Welding)Haziq JamaludinNo ratings yet
- Manufacturing Processes (Welding (BENG) HandoutDocument67 pagesManufacturing Processes (Welding (BENG) HandoutbananaNo ratings yet
- Welding and Fabrication NoteDocument54 pagesWelding and Fabrication NoteluminiousNo ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas Weldingrams789No ratings yet
- Joining and Assembley ProcessDocument21 pagesJoining and Assembley ProcessM. RazaNo ratings yet
- Welding: Welding Is A Process of Metal Joining by Applying Heat and Sometime PressureDocument41 pagesWelding: Welding Is A Process of Metal Joining by Applying Heat and Sometime PressureJith Viswa100% (1)
- Unit 5 Welding ProcessDocument57 pagesUnit 5 Welding Processmahammad kamaluddeenNo ratings yet
- Fundamentals of Welding Joints and ProcessesDocument32 pagesFundamentals of Welding Joints and ProcessescrheidrNo ratings yet
- Types: - Plastic Welding or Pressure WeldingDocument23 pagesTypes: - Plastic Welding or Pressure WeldinglpusatishNo ratings yet
- Welding Workshop PracticeDocument49 pagesWelding Workshop PracticedaveNo ratings yet
- WeldingDocument26 pagesWeldingAmit Kumar SHNo ratings yet
- Metal Joining Processes and Manufacturing Practices 18ME331Document30 pagesMetal Joining Processes and Manufacturing Practices 18ME33120G062 NALVETHA BNo ratings yet
- Pengelasan (Welding)Document13 pagesPengelasan (Welding)DanilAnshelmusPurbaNo ratings yet
- MP1 M3 Short NotesDocument34 pagesMP1 M3 Short NotesRadhika GandhiNo ratings yet
- Join Metal Parts with Gas Welding, Brazing & SolderingDocument105 pagesJoin Metal Parts with Gas Welding, Brazing & SolderingAnuj Verma100% (1)
- Unit-V: Metal Joining ProcessesDocument110 pagesUnit-V: Metal Joining ProcessesSubbu AynavillyNo ratings yet
- Weldindssdvg Part 2Document55 pagesWeldindssdvg Part 2sbs271187No ratings yet
- 8.metal Joining Processes and EquipmentDocument30 pages8.metal Joining Processes and EquipmentGRAHAM KUNDAI DENGEZANo ratings yet
- Welding Technology Lecture Notes by DR - Behzad PDFDocument354 pagesWelding Technology Lecture Notes by DR - Behzad PDFAnonymous L9LWVE100% (7)
- 08aae18 Welding Technology: Unit - I IntroductionDocument229 pages08aae18 Welding Technology: Unit - I IntroductionArunachalam ManiNo ratings yet
- Summer Training ReportDocument16 pagesSummer Training ReportmohitNo ratings yet
- JOining ProcessDocument16 pagesJOining Processarun t nNo ratings yet
- FSW - I - UnitDocument30 pagesFSW - I - Unitramakrishna nagunuriNo ratings yet
- Manufacturing Process Lecture #7Document30 pagesManufacturing Process Lecture #7Sumehra NewazNo ratings yet
- Welding 1Document61 pagesWelding 1عبدالرحمن سيدNo ratings yet
- Welding: Visit For More Learning ResourcesDocument23 pagesWelding: Visit For More Learning Resourcestanu rdNo ratings yet
- Arcwelding 170804063548Document72 pagesArcwelding 170804063548Izzat TammamNo ratings yet
- Metal Joining ProcessDocument28 pagesMetal Joining ProcessVenkatesh Modi100% (2)
- ATOMIC HYDROGEN WELDING PROCESSDocument56 pagesATOMIC HYDROGEN WELDING PROCESSsbs271187No ratings yet
- Fabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringDocument18 pagesFabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringSatish HSNo ratings yet
- What Is WeldingDocument50 pagesWhat Is WeldingvenkatNo ratings yet
- Welding UNIT 2Document46 pagesWelding UNIT 2ShobiNo ratings yet
- AE8009 Airframe Maintenance & Repair: Fundamentals of Welding, Joints & TechniquesDocument80 pagesAE8009 Airframe Maintenance & Repair: Fundamentals of Welding, Joints & TechniquesAeronaughtycs HamdanNo ratings yet
- Sonargaon University Shop 160 Welding-1: Prepared by Zayed AhmedDocument23 pagesSonargaon University Shop 160 Welding-1: Prepared by Zayed Ahmedদুর্জয় দুর্বারNo ratings yet
- Welding TechnologyDocument218 pagesWelding Technologywbl_200789% (9)
- Fabrication Methods (Welding)Document84 pagesFabrication Methods (Welding)Karthikeyan MurugananthanNo ratings yet
- weldingDocument33 pagesweldingMuhammad LuqmanNo ratings yet
- Fusion Welding Process, Chapter 27Document24 pagesFusion Welding Process, Chapter 27Abie RexoMen100% (1)
- The Importance of Shipboard Welding in Preserving TrimDocument34 pagesThe Importance of Shipboard Welding in Preserving TrimJhudiel Carlo AndoyNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Advance C Instruction Sheet EnglishDocument2 pagesAdvance C Instruction Sheet EnglishAasif ProchaNo ratings yet
- Automobile InfoDocument66 pagesAutomobile InfoSoumya BsoumyaNo ratings yet
- Surface FinishDocument8 pagesSurface FinishAasif ProchaNo ratings yet
- MatrixDocument76 pagesMatrixAasif ProchaNo ratings yet
- Measuring Devices ChapterDocument30 pagesMeasuring Devices ChapterBa BuNo ratings yet
- 70f1 PDFDocument8 pages70f1 PDFAasif ProchaNo ratings yet
- Kumar 2018Document17 pagesKumar 2018Appleuk SudarNo ratings yet
- Report On Thermal Power Plant PDFDocument30 pagesReport On Thermal Power Plant PDFanon_360788327No ratings yet
- Management Theory and Practice: Methods of Performance AppraisalDocument3 pagesManagement Theory and Practice: Methods of Performance AppraisalRadha maiNo ratings yet
- 01 - PV - RESCO 1d Workshop - S1 PDFDocument61 pages01 - PV - RESCO 1d Workshop - S1 PDFDeasy KurniawatiNo ratings yet
- LINDA ALOYSIUS Unit 6 Seminar Information 2015-16 - Seminar 4 Readings PDFDocument2 pagesLINDA ALOYSIUS Unit 6 Seminar Information 2015-16 - Seminar 4 Readings PDFBence MagyarlakiNo ratings yet
- Atomic Structure QuestionsDocument1 pageAtomic Structure QuestionsJames MungallNo ratings yet
- Contemporary Issue in StrategyDocument13 pagesContemporary Issue in Strategypatrick wafulaNo ratings yet
- Trial BalanceDocument2 pagesTrial BalanceJoseph Bayo BasanNo ratings yet
- HonorDishonorProcess - Victoria Joy-1 PDFDocument126 pagesHonorDishonorProcess - Victoria Joy-1 PDFarjay1266100% (3)
- CS6711 Security Lab ManualDocument84 pagesCS6711 Security Lab ManualGanesh KumarNo ratings yet
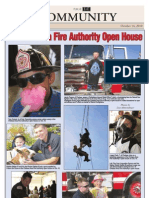
- CAFA Open House HighlightsDocument1 pageCAFA Open House HighlightsDaniel LaiNo ratings yet
- St. Anthony College Calapan City Syllabus: Course DescriptionDocument6 pagesSt. Anthony College Calapan City Syllabus: Course DescriptionAce HorladorNo ratings yet
- Download Zinc Surfaces A Guide To Alloys Finishes Fabrication And Maintenance In Architecture And Art 1St Edition L William Zahner all chapterDocument68 pagesDownload Zinc Surfaces A Guide To Alloys Finishes Fabrication And Maintenance In Architecture And Art 1St Edition L William Zahner all chapterdevin.brown498100% (7)
- The Completely Randomized Design (CRD)Document16 pagesThe Completely Randomized Design (CRD)Rahul TripathiNo ratings yet
- Fujitsu Lifebook p1120 ManualDocument91 pagesFujitsu Lifebook p1120 Manualمحمد يحىNo ratings yet
- Radio Drama (Rubric)Document1 pageRadio Drama (Rubric)Queenie BalitaanNo ratings yet
- JKSTREGIESDocument59 pagesJKSTREGIESmss_singh_sikarwarNo ratings yet
- Amazon Invoice Books 4Document1 pageAmazon Invoice Books 4raghuveer9303No ratings yet
- Application of Gis in Electrical Distribution Network SystemDocument16 pagesApplication of Gis in Electrical Distribution Network SystemMelese Sefiw100% (1)
- Technology Class ResumeDocument4 pagesTechnology Class Resumeapi-259588430No ratings yet
- Ed Brown CatalogDocument44 pagesEd Brown CatalogssnvetNo ratings yet
- Bai Tap Bo TroDocument6 pagesBai Tap Bo TroKhiết TrangNo ratings yet
- Power System Analysis and Design, SI EditionDocument5 pagesPower System Analysis and Design, SI EditionAkimeNo ratings yet
- FSRE SS AppendixGlossariesDocument27 pagesFSRE SS AppendixGlossariessachinchem020No ratings yet
- Crashing Pert Networks: A Simulation ApproachDocument15 pagesCrashing Pert Networks: A Simulation ApproachRavindra BharathiNo ratings yet
- Rg213 Rgflex Coax Braided Cable: Product Data Sheet RG213-50JFDocument1 pageRg213 Rgflex Coax Braided Cable: Product Data Sheet RG213-50JFPancho BerríosNo ratings yet
- All Creatures Great and SmallDocument4 pagesAll Creatures Great and SmallsaanviranjanNo ratings yet
- Heather Bianco 2016 Resume Revised PDFDocument3 pagesHeather Bianco 2016 Resume Revised PDFapi-316610725No ratings yet
- COR2-03 Admist The Mists and Coldest Frost PDFDocument16 pagesCOR2-03 Admist The Mists and Coldest Frost PDFLouis BachNo ratings yet
- Lab Experiment 2Document6 pagesLab Experiment 2api-309262457No ratings yet
- Tiresocks CatalogDocument19 pagesTiresocks CatalogAshBossNo ratings yet
- If Sentences Type 1 First Type Conditionals Grammar Drills - 119169Document2 pagesIf Sentences Type 1 First Type Conditionals Grammar Drills - 119169Ivanciu DanNo ratings yet