You might also like
- BGAS QustionDocument47 pagesBGAS QustionAbu Anas M.SalaheldinNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Iso 10423-2022Document12 pagesIso 10423-2022Abu Anas M.SalaheldinNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Mineral Beneficiation LectureDocument67 pagesMineral Beneficiation LectureVinay Kumar Sahu0% (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Dynamometer: Theory and Application to Engine TestingFrom EverandDynamometer: Theory and Application to Engine TestingNo ratings yet
- 05 - Sulzer - Separator InternalsDocument53 pages05 - Sulzer - Separator InternalsVicente RegulezNo ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- 03 Combustion & Combustion Tuning Part 3Document231 pages03 Combustion & Combustion Tuning Part 3sriramoj100% (1)
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- DC 950045 001Document1 pageDC 950045 001Abu Anas M.SalaheldinNo ratings yet
- Congreso APC 2013 Jorge Escalante V1Document57 pagesCongreso APC 2013 Jorge Escalante V1Percyes_CivilunhNo ratings yet
- DC 950041 001Document1 pageDC 950041 001Abu Anas M.SalaheldinNo ratings yet
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesFrom EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesRating: 4.5 out of 5 stars4.5/5 (5)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- 10-1 Materiales Conductores-AislantesDocument2 pages10-1 Materiales Conductores-AislantesFredy H. Maturana D75% (4)
- Nuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresFrom EverandNuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresRating: 5 out of 5 stars5/5 (1)
- Tesis Perfiles Conformados Frio EurocodigoDocument164 pagesTesis Perfiles Conformados Frio EurocodigoRaul Bedoya HerediaNo ratings yet
- Ficha de Datos de Seguridad D-8000 Diluyente Americano P/NitroDocument20 pagesFicha de Datos de Seguridad D-8000 Diluyente Americano P/NitroIsa CatNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghNo ratings yet
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyFrom EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites XIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites XIJonathan SalemNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Advances in Ceramic Armor XIFrom EverandAdvances in Ceramic Armor XIJerry C. LaSalviaNo ratings yet
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Advances in Ceramic Armor XFrom EverandAdvances in Ceramic Armor XJerry C. LaSalviaNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Special-2 Stainless Steel EnclosureDocument1 pageSpecial-2 Stainless Steel EnclosureAbu Anas M.SalaheldinNo ratings yet
- MT QuestionDocument11 pagesMT QuestionAbu Anas M.SalaheldinNo ratings yet
- Esab Xpert 7018 Low Hydrogen ElectrodeDocument1 pageEsab Xpert 7018 Low Hydrogen ElectrodeAbu Anas M.SalaheldinNo ratings yet
- Comparative Tracking Index of Electrical Insulating MaterialsDocument6 pagesComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNo ratings yet
- Luc EfficientDocument18 pagesLuc EfficientAbu Anas M.SalaheldinNo ratings yet
- Buttweldshrinkagepaper BasavarajuDocument9 pagesButtweldshrinkagepaper BasavarajuAbu Anas M.SalaheldinNo ratings yet
- Hydraulics - Offshore SuppliesDocument1,214 pagesHydraulics - Offshore SuppliesAbu Anas M.SalaheldinNo ratings yet
- كتاب فلسفة ومنطق اولى ثانوى ترم اول - منتدى الامتحان التعليمىDocument132 pagesكتاب فلسفة ومنطق اولى ثانوى ترم اول - منتدى الامتحان التعليمىAbu Anas M.SalaheldinNo ratings yet
- 2014 Yang MaterialEffectonShrinkage WJ 2014 11 s421Document11 pages2014 Yang MaterialEffectonShrinkage WJ 2014 11 s421Abu Anas M.SalaheldinNo ratings yet
- Heavy Walled Pressure Vessels Al ZamilDocument28 pagesHeavy Walled Pressure Vessels Al ZamilAbu Anas M.SalaheldinNo ratings yet
- الفلسفة اولي ثانوي الترم الأولDocument142 pagesالفلسفة اولي ثانوي الترم الأولAbu Anas M.SalaheldinNo ratings yet
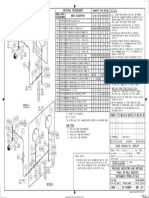
- Notes:: List of Material Detail Qty. ForDocument1 pageNotes:: List of Material Detail Qty. ForAbu Anas M.SalaheldinNo ratings yet
- DD 950008 001Document1 pageDD 950008 001Abu Anas M.SalaheldinNo ratings yet
- DD 950008 001Document1 pageDD 950008 001Abu Anas M.SalaheldinNo ratings yet
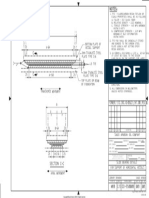
- Notes:: Typical Installation DrawingDocument1 pageNotes:: Typical Installation DrawingAbu Anas M.SalaheldinNo ratings yet
- ME201 WorkHeatDocument5 pagesME201 WorkHeatsamar sultanNo ratings yet
- Elements and CompoundsDocument9 pagesElements and CompoundsPaulNo ratings yet
- Ensayos de Tratamiento en Planta Jamundi AcuavalleDocument2 pagesEnsayos de Tratamiento en Planta Jamundi AcuavalleAlejo bravo bravoNo ratings yet
- Service Guide SpecificationDocument30 pagesService Guide SpecificationLuiz Roberto Honório Alves FilhoNo ratings yet
- Semana 10 Lab Análisis Del AguaDocument21 pagesSemana 10 Lab Análisis Del AguaKir FernándezNo ratings yet
- Wa0001.Document31 pagesWa0001.Stefani KavangoNo ratings yet
- Liz Inf Limpia HornoDocument4 pagesLiz Inf Limpia HornoAmor De Mi VidaNo ratings yet
- Chapter2&3 Group#1Document32 pagesChapter2&3 Group#1Elijah AndradeNo ratings yet
- OPCSN012Document11 pagesOPCSN012Cancio Florez MendozaNo ratings yet
- Chemistry PDFDocument22 pagesChemistry PDFcarlNo ratings yet
- 03.1 La Pintura Al FrescoDocument12 pages03.1 La Pintura Al FrescososputaNo ratings yet
- 41 Acido Sulfonico 90 - Fispq 150220-02 Ghs PDFDocument10 pages41 Acido Sulfonico 90 - Fispq 150220-02 Ghs PDFAmandaNo ratings yet
- 光電效應 (預報)Document4 pages光電效應 (預報)ZovyNo ratings yet
- Resistencia Agua de Pozo-1Document6 pagesResistencia Agua de Pozo-1Erwin BenegasNo ratings yet
- Ac-Pqc-Injecto: Low Viscous Epoxy Injection ResinDocument2 pagesAc-Pqc-Injecto: Low Viscous Epoxy Injection ResinDeven PatleNo ratings yet
- Kommerling Specification Guide v1.2014 PDFDocument48 pagesKommerling Specification Guide v1.2014 PDFJoão Paulo Fernandes MonteiroNo ratings yet
- Jackfruit Rag As PaperDocument18 pagesJackfruit Rag As PaperChristian Lits DelfinoNo ratings yet
- General Physics 2Document9 pagesGeneral Physics 2nics comiaNo ratings yet
- Examen - Examen FinalDocument3 pagesExamen - Examen FinalJimmy MedinaNo ratings yet
- Laboratorio Analítica Práctica 3Document11 pagesLaboratorio Analítica Práctica 3Ethel DekkerNo ratings yet
- Material Science For CTTC BBSR 07 Oct 2022Document149 pagesMaterial Science For CTTC BBSR 07 Oct 2022Nishant ThapliyalNo ratings yet
- Reducción Del Óxido de Cobre: Fácil 2 10 Minutos 10 MinutosDocument12 pagesReducción Del Óxido de Cobre: Fácil 2 10 Minutos 10 MinutosSHARON MISHEL CONDORI PANIGUARANo ratings yet
- Dolomita 1.1Document14 pagesDolomita 1.1Karen LucianoNo ratings yet