You might also like
- Sewing machine service manualDocument32 pagesSewing machine service manualTheunis KokNo ratings yet
- Current TransformerDocument12 pagesCurrent TransformerSyed AbbasNo ratings yet
- 1889 Handbook of 9 Pounder R.M.L of 6 C.W.T & 8 C.W.TDocument10 pages1889 Handbook of 9 Pounder R.M.L of 6 C.W.T & 8 C.W.Taakk75No ratings yet
- Demystifying Interventional Radiology A Guide For Medical StudentsDocument195 pagesDemystifying Interventional Radiology A Guide For Medical StudentsMo Haroon100% (1)
- Foundry Practice - A Treatise On Moulding And Casting In Their Various DetailsFrom EverandFoundry Practice - A Treatise On Moulding And Casting In Their Various DetailsNo ratings yet
- Test 2: Section 1Document5 pagesTest 2: Section 1Wall HarryNo ratings yet
- Patent Summary: Single Shot Falling Block Rifle ActionDocument11 pagesPatent Summary: Single Shot Falling Block Rifle ActionE Makinen100% (1)
- BS en 12457-2 - 2002Document30 pagesBS en 12457-2 - 2002Helio C. Souza33% (3)
- Blow On BlowDocument7 pagesBlow On BlowElisabeth GreyNo ratings yet
- US4483464Document6 pagesUS4483464Joao LemesNo ratings yet
- Us5072770 PDFDocument7 pagesUs5072770 PDFJiří HorenskýNo ratings yet
- US2288661Document8 pagesUS2288661Kerem BNo ratings yet
- United States Patent: RossignolDocument4 pagesUnited States Patent: RossignolaliNo ratings yet
- United States Patent: RossignolDocument4 pagesUnited States Patent: RossignolaliNo ratings yet
- United States Patent (19) : VezirianDocument5 pagesUnited States Patent (19) : VezirianJiří HorenskýNo ratings yet
- US3450518Document8 pagesUS3450518Peter BourasNo ratings yet
- Extrusion die forms uniform plastic beads for moldingDocument8 pagesExtrusion die forms uniform plastic beads for moldingricva_rjNo ratings yet
- US5180284Document7 pagesUS5180284vishal pandeyNo ratings yet
- Resealable flip-top beverage can lid patentDocument10 pagesResealable flip-top beverage can lid patentLeonardo Lannes VieiraNo ratings yet
- March 25, 1969: Original Filed Sept. 21, 1964Document6 pagesMarch 25, 1969: Original Filed Sept. 21, 1964Wilberth FrancoNo ratings yet
- Slide Gate ValvesDocument9 pagesSlide Gate ValvesRohit BirajdarNo ratings yet
- Cementing Patent 2Document3 pagesCementing Patent 2Lara CitlalliNo ratings yet
- US3599733Document6 pagesUS3599733Bhupendra Singh XI CNo ratings yet
- United States PatentDocument5 pagesUnited States PatentAgil Dwy CahyoNo ratings yet
- Oxygen Gas Cartridge, US5100014, Nippon Tansan Gas Co LTDDocument3 pagesOxygen Gas Cartridge, US5100014, Nippon Tansan Gas Co LTDJong Rok AhnNo ratings yet
- United States Patent (19) : 11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (19) : 11) Patent Number: (45) Date of PatentJagannathan ArumugamNo ratings yet
- United States Patent (19) : Stevenson, IV 11 Patent Number: 5,014,637 (45) Date of Patent: May 14, 1991Document15 pagesUnited States Patent (19) : Stevenson, IV 11 Patent Number: 5,014,637 (45) Date of Patent: May 14, 199163No ratings yet
- Method for Making Schmidt Corrector Lenses with Vacuum FormingDocument7 pagesMethod for Making Schmidt Corrector Lenses with Vacuum FormingjorgeNo ratings yet
- United States Patent (19) : Burger (45) Apr. 24, 1979Document17 pagesUnited States Patent (19) : Burger (45) Apr. 24, 1979Mustafa ŞENNo ratings yet
- United States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977Document16 pagesUnited States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977liNo ratings yet
- April 12, 1966: Filed July 10, 1962Document6 pagesApril 12, 1966: Filed July 10, 1962Freddy OrtegaNo ratings yet
- Repair Shallow Casing Leaks Oil WellsDocument7 pagesRepair Shallow Casing Leaks Oil WellsrabeemhNo ratings yet
- Sept. 20, 1971 H. J. Girard 3,605,159: Pipe Line Pig or SwipeDocument5 pagesSept. 20, 1971 H. J. Girard 3,605,159: Pipe Line Pig or SwipeOngollo RegisNo ratings yet
- Drudy (45) Apr. 27, 1982: ,. L ' - T 1) Ate States Ate E (191 (111 4,326,560Document7 pagesDrudy (45) Apr. 27, 1982: ,. L ' - T 1) Ate States Ate E (191 (111 4,326,560Daniel ZabalaNo ratings yet
- United States PatentDocument10 pagesUnited States PatentarunmirandaNo ratings yet
- Automotive Glass Thick Film Conductor PasteDocument5 pagesAutomotive Glass Thick Film Conductor PastebahramrezaeiNo ratings yet
- Adhesive-Faced Porous Absorbent Sheet for Wound DressingDocument9 pagesAdhesive-Faced Porous Absorbent Sheet for Wound DressingVansala GanesanNo ratings yet
- Us3266821 PDFDocument5 pagesUs3266821 PDFDiogo CorreaNo ratings yet
- US Patent for Squeeze Cementing Using Coiled TubingDocument8 pagesUS Patent for Squeeze Cementing Using Coiled TubingErik OblitasNo ratings yet
- United States Patent: Primary Examiner-Verlin R. PendegrassDocument6 pagesUnited States Patent: Primary Examiner-Verlin R. PendegrassSmokeNo ratings yet
- Ley Aeland A Ghapman,: Fig. FIG. 2Document3 pagesLey Aeland A Ghapman,: Fig. FIG. 2AGUAVIVANJNo ratings yet
- US4707035Document5 pagesUS4707035aungkyawzoreNo ratings yet
- Carbonless Paper Coating FormulationDocument6 pagesCarbonless Paper Coating FormulationSintong Leonardo SitungkirNo ratings yet
- United States PatentDocument10 pagesUnited States Patent63No ratings yet
- US5988762Document15 pagesUS5988762aungkyawzoreNo ratings yet
- US3256677Document5 pagesUS3256677Alonso AlcázarNo ratings yet
- Aaaaaaaaa: - Infilty 2Document4 pagesAaaaaaaaa: - Infilty 2cherniNo ratings yet
- PP4&5Document60 pagesPP4&5daddarioalexander01No ratings yet
- US3467512Document5 pagesUS3467512Peter BourasNo ratings yet
- US3540190Document8 pagesUS3540190Allen RichardNo ratings yet
- US4219241Document7 pagesUS4219241aungkyawzoreNo ratings yet
- Net2f"25N: Accumulator With Diaphragm StabilizerDocument6 pagesNet2f"25N: Accumulator With Diaphragm StabilizerHassan KhattabNo ratings yet
- Filed Jan. 15, 1950: May 27, 1952 J. Macey 2,598,403Document3 pagesFiled Jan. 15, 1950: May 27, 1952 J. Macey 2,598,403Diogo CorreaNo ratings yet
- M-35 Withdrawl Procedure of Propeller ShaftDocument3 pagesM-35 Withdrawl Procedure of Propeller ShaftHuy HùynhNo ratings yet
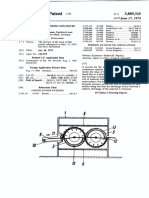
- US3889325 Shrinking Non Woven Webs ArticleDocument6 pagesUS3889325 Shrinking Non Woven Webs ArticleValentin Velazquez RodriguezNo ratings yet
- US5549333Document13 pagesUS5549333ZwanNo ratings yet
- QZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Document3 pagesQZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Galo YambayNo ratings yet
- Bladeless pump impeller for fluids with suspended solidsDocument12 pagesBladeless pump impeller for fluids with suspended solidsJoel AndradeNo ratings yet
- Us3047937 PDFDocument5 pagesUs3047937 PDFDiogo CorreaNo ratings yet
- patent-US5730647-Apparatus For Fine-Grinding A CrankshaftDocument9 pagespatent-US5730647-Apparatus For Fine-Grinding A CrankshaftMahnooshNo ratings yet
- United States Patent 19Document9 pagesUnited States Patent 19Claudinei MayerNo ratings yet
- Beverage Cans Crusher Machine Patents: A Review (Part V) : Ashraf ElfasakhanyDocument8 pagesBeverage Cans Crusher Machine Patents: A Review (Part V) : Ashraf ElfasakhanySolomon HassanNo ratings yet
- Food storage container system patentDocument13 pagesFood storage container system patentAdrian KhomanNo ratings yet
- United States Patent (10) Patent No.: US 7,497,097 B2Document9 pagesUnited States Patent (10) Patent No.: US 7,497,097 B2Kasra GolbanNo ratings yet
- RIYAGUPTA MidSemDocument14 pagesRIYAGUPTA MidSemanaya jianaNo ratings yet
- M5 - Freedom of The Human PersonDocument8 pagesM5 - Freedom of The Human PersonMarisol OtidaNo ratings yet
- DLL All Subjects 2 q4 w8 d2Document8 pagesDLL All Subjects 2 q4 w8 d2Kinder DarpingNo ratings yet
- J1 - Today 1 - First Test 2022 (KEY)Document3 pagesJ1 - Today 1 - First Test 2022 (KEY)EmanuelBriosoNo ratings yet
- Pilotstar D: Heading Control SystemDocument4 pagesPilotstar D: Heading Control SystemLuis Contenla YañezNo ratings yet
- Learning Process Focus of EducationDocument2 pagesLearning Process Focus of EducationMellani Gusdian100% (1)
- An Ecological Approach For Social Work PracticeDocument11 pagesAn Ecological Approach For Social Work PracticeJona MempinNo ratings yet
- 2018A4PS0580P Arpan Sharma: Experiment 7 Heat Exchanger - Shell and Tube ObjectiveDocument4 pages2018A4PS0580P Arpan Sharma: Experiment 7 Heat Exchanger - Shell and Tube ObjectiveArpanNo ratings yet
- Effect of Summer Green Gram (Vigna Radiata L.) Varieties, Sulphur Levels and Fertilizer Levels On Quality, Nutrient Content and Uptake Under South Gujarat ConditionDocument3 pagesEffect of Summer Green Gram (Vigna Radiata L.) Varieties, Sulphur Levels and Fertilizer Levels On Quality, Nutrient Content and Uptake Under South Gujarat ConditionThakor BharviNo ratings yet
- What is GMO - A guide to genetically modified organismsDocument14 pagesWhat is GMO - A guide to genetically modified organismsCristie Ann GuiamNo ratings yet
- Slab Design: 6,000MM X 4900MMDocument21 pagesSlab Design: 6,000MM X 4900MMJohnPhilip2000 GeraldizoNo ratings yet
- Production of Acrylonitrile (ANKB40303Document75 pagesProduction of Acrylonitrile (ANKB40303NUR AKMAL HISHAMNo ratings yet
- Cigre 2023cfp FinalDocument1 pageCigre 2023cfp FinalgayathriNo ratings yet
- PGDM-IIPR Final Research Based ReportDocument9 pagesPGDM-IIPR Final Research Based Reportnavneet dubeyNo ratings yet
- ASTM B265 - 13aDocument10 pagesASTM B265 - 13areza acbariNo ratings yet
- NGS QC MetricsDocument7 pagesNGS QC MetricsAgustin BernacchiaNo ratings yet
- Fac. Milton CamposDocument235 pagesFac. Milton CamposTalita GabrielaNo ratings yet
- A. Badal', R. Barbera, A. Bonasera, M. Gulino, A. Palmeri (Auth.), Wolfgang Bauer, Hans-Georg Ritter (Eds.) - Advances in Nuclear Dynamics 4 (1998, Springer US)Document389 pagesA. Badal', R. Barbera, A. Bonasera, M. Gulino, A. Palmeri (Auth.), Wolfgang Bauer, Hans-Georg Ritter (Eds.) - Advances in Nuclear Dynamics 4 (1998, Springer US)ramiphysicsNo ratings yet
- Overview of Medicine - Its Importance and ImpactDocument9 pagesOverview of Medicine - Its Importance and ImpactDuffosNo ratings yet
- Data Sheet: PhotodiodesDocument22 pagesData Sheet: PhotodiodesDavid Nasael VERGARANo ratings yet
- AD IBS Assignment-1Document6 pagesAD IBS Assignment-1anvesha raoNo ratings yet
- Inovasi Kurikulum Berdasarkan Komponen Kurikulum Strategi Dan Evaluasi Oleh: Sri MaryatiDocument16 pagesInovasi Kurikulum Berdasarkan Komponen Kurikulum Strategi Dan Evaluasi Oleh: Sri MaryatiFitroh NailulNo ratings yet
- DRRMQ 3 W1Document44 pagesDRRMQ 3 W1Edelmar BenosaNo ratings yet
- Health Information System For Medical Lab. Science: Professor: Arlene A. DandaDocument23 pagesHealth Information System For Medical Lab. Science: Professor: Arlene A. DandaReann LeeNo ratings yet
- Kami Export - Exam Booster FCE Speaking Part 3 and 4Document2 pagesKami Export - Exam Booster FCE Speaking Part 3 and 4Valen JacobNo ratings yet
- Stress Distribution in The Temporomandibular Joint After Mandibular Protraction A Three-Dimensional Finite Element StudyDocument10 pagesStress Distribution in The Temporomandibular Joint After Mandibular Protraction A Three-Dimensional Finite Element StudySelvaNo ratings yet