You might also like
- Blow On BlowDocument7 pagesBlow On BlowElisabeth GreyNo ratings yet
- Us5072770 PDFDocument7 pagesUs5072770 PDFJiří HorenskýNo ratings yet
- Us3266821 PDFDocument5 pagesUs3266821 PDFDiogo CorreaNo ratings yet
- Us 2273015Document10 pagesUs 2273015diegojmoralesaguadoNo ratings yet
- R. Seaman: NormanDocument5 pagesR. Seaman: NormanarmorrisNo ratings yet
- Filed March 3, 1941: Apparatus For Making Hollow Rubber ArticlesDocument3 pagesFiled March 3, 1941: Apparatus For Making Hollow Rubber ArticlesAnonymous A4K7XMfNo ratings yet
- April 23, 1957: Filed Sept. 25, 1953Document4 pagesApril 23, 1957: Filed Sept. 25, 1953mazaherramazaniNo ratings yet
- Us 3536468Document8 pagesUs 3536468ade bukhoriNo ratings yet
- July 28, 1964 B, Rosen 3,142,598: Method of Making Resin-Empregnated Glass Fiber Automobile Leaf SpringsDocument4 pagesJuly 28, 1964 B, Rosen 3,142,598: Method of Making Resin-Empregnated Glass Fiber Automobile Leaf SpringsffontanaNo ratings yet
- Cementing Patent 2Document3 pagesCementing Patent 2Lara CitlalliNo ratings yet
- US4538684 Repair Shallow LeakDocument7 pagesUS4538684 Repair Shallow LeakrabeemhNo ratings yet
- Wead, 244 Ea?, 24.4 Flyw/2: June 2, 1970 J. L. Bueher 3,515,366Document4 pagesWead, 244 Ea?, 24.4 Flyw/2: June 2, 1970 J. L. Bueher 3,515,366saeed talebianNo ratings yet
- United States Patent (19) : VezirianDocument5 pagesUnited States Patent (19) : VezirianJiří HorenskýNo ratings yet
- United States Patent (19) : Jul. 5, 1977 (JP Japan .................................. 52-79532Document8 pagesUnited States Patent (19) : Jul. 5, 1977 (JP Japan .................................. 52-79532Andrew StarkNo ratings yet
- United States Patent (19) : (45. Mar. 25, 1980 Foreign Patent DocumentsDocument5 pagesUnited States Patent (19) : (45. Mar. 25, 1980 Foreign Patent DocumentsJerome PalicteNo ratings yet
- US4483464Document6 pagesUS4483464Joao LemesNo ratings yet
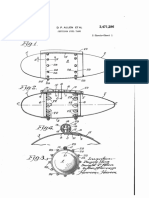
- Afo Z.: May 24, 1949. D. P. Alen Eta 2,471,296Document5 pagesAfo Z.: May 24, 1949. D. P. Alen Eta 2,471,296SaraNo ratings yet
- PP4&5Document60 pagesPP4&5daddarioalexander01No ratings yet
- Injection Molding of Metal or Ceramic PowderDocument4 pagesInjection Molding of Metal or Ceramic PowderbellatoNo ratings yet
- Us3047937 PDFDocument5 pagesUs3047937 PDFDiogo CorreaNo ratings yet
- United States Patent (19) : Cruff Et AlDocument4 pagesUnited States Patent (19) : Cruff Et AlVy PhanNo ratings yet
- Nov. 21, 1961 C, H, Burnside 3,009,385: Method of Loading A Rocket Motor With Solid PropellantDocument7 pagesNov. 21, 1961 C, H, Burnside 3,009,385: Method of Loading A Rocket Motor With Solid PropellantSeenu CnuNo ratings yet
- Patente, Cuero RealDocument9 pagesPatente, Cuero RealAngélica SixtosNo ratings yet
- United States PatentDocument10 pagesUnited States PatentarunmirandaNo ratings yet
- United States Patent (19) : 11 Patent Number: 5,053,270 (45) Date of Patent: Oct. 1, 1991Document4 pagesUnited States Patent (19) : 11 Patent Number: 5,053,270 (45) Date of Patent: Oct. 1, 1991Fafa 17No ratings yet
- Sept. 20, 1971 H. J. Girard 3,605,159: Pipe Line Pig or SwipeDocument5 pagesSept. 20, 1971 H. J. Girard 3,605,159: Pipe Line Pig or SwipeOngollo RegisNo ratings yet
- July 19, 1960: ObjectDocument3 pagesJuly 19, 1960: ObjectVansala GanesanNo ratings yet
- US2823701Document3 pagesUS2823701Ator VastatinNo ratings yet
- Shipp 2Document28 pagesShipp 2herculesboatNo ratings yet
- Us5361479 PDFDocument5 pagesUs5361479 PDFmohammadreza91No ratings yet
- TEPZZ - 6 48B - T: European Patent SpecificationDocument13 pagesTEPZZ - 6 48B - T: European Patent SpecificationshamsNo ratings yet
- Friction MaterialDocument6 pagesFriction MaterialraneshNo ratings yet
- Jan. 11, 1955 K. C. Nicholson: Ceramic Lined, Lightweight Rocket MotorDocument5 pagesJan. 11, 1955 K. C. Nicholson: Ceramic Lined, Lightweight Rocket MotorLeo LonardelliNo ratings yet
- Slip Casting MethodDocument17 pagesSlip Casting MethodmazaherramazaniNo ratings yet
- Process For Forming and Cooling Thermoplastic Resin Pellets Filed June 11. 1965 2 Shee'ts-Sheet LDocument6 pagesProcess For Forming and Cooling Thermoplastic Resin Pellets Filed June 11. 1965 2 Shee'ts-Sheet LVinod Kumar KonagantiNo ratings yet
- United States PatentDocument7 pagesUnited States PatentWidya Nur RamadhaniNo ratings yet
- United States Patent (19) : 11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (19) : 11) Patent Number: (45) Date of PatentJagannathan ArumugamNo ratings yet
- RRL Organic and Mineral Pigment PDFDocument9 pagesRRL Organic and Mineral Pigment PDFPonsyo PonsiNo ratings yet
- Beverage Cans Crusher Machine Patents: A Review (Part V) : Ashraf ElfasakhanyDocument8 pagesBeverage Cans Crusher Machine Patents: A Review (Part V) : Ashraf ElfasakhanySolomon HassanNo ratings yet
- A BY - 4 The: May 23, 1961 B. J. Parmele 2,985,391Document5 pagesA BY - 4 The: May 23, 1961 B. J. Parmele 2,985,391Eloquent EloquentNo ratings yet
- Casting?: Casting Is A Manufacturing Process by Which A LiquidDocument21 pagesCasting?: Casting Is A Manufacturing Process by Which A LiquidAkashShuklaNo ratings yet
- United States PatentDocument6 pagesUnited States PatentDaikinllcNo ratings yet
- United States Patent (10) Patent No.: US 6,923,629 B2: Ahn Et Al. (45) Date of Patent: Aug. 2, 2005Document9 pagesUnited States Patent (10) Patent No.: US 6,923,629 B2: Ahn Et Al. (45) Date of Patent: Aug. 2, 2005DaikinllcNo ratings yet
- Lj'ig.2: BY Ma, @Document4 pagesLj'ig.2: BY Ma, @Vinod Kumar KonagantiNo ratings yet
- Us2958099 PDFDocument8 pagesUs2958099 PDFricva_rjNo ratings yet
- US4523397Document6 pagesUS4523397PUVAN TSTNo ratings yet
- May 20, 1969 C. D. Swanson 3,444,657: Yezy22442424Aa 32Document4 pagesMay 20, 1969 C. D. Swanson 3,444,657: Yezy22442424Aa 32lukman hakimNo ratings yet
- "-44, 94aean/2%an: WilliamicammDocument5 pages"-44, 94aean/2%an: WilliamicammFreddy OrtegaNo ratings yet
- United States Patent (19) : Spain Et Al. 11. Patent Number: 5,203,941 (45) Date of Patent: Apr. 20, 1993Document21 pagesUnited States Patent (19) : Spain Et Al. 11. Patent Number: 5,203,941 (45) Date of Patent: Apr. 20, 1993Alexander Franco CastrillonNo ratings yet
- United States PatentDocument5 pagesUnited States PatentAgil Dwy CahyoNo ratings yet
- Casing Wear Incorporating AAW2Document28 pagesCasing Wear Incorporating AAW2RAGHDA MAARADJNo ratings yet
- DEFECTS & REMEDIES (61) (NXPowerLite)Document61 pagesDEFECTS & REMEDIES (61) (NXPowerLite)prabhakaran27032000sNo ratings yet
- Us5584264 PDFDocument4 pagesUs5584264 PDFMiguel Kühnert FrichenbruderNo ratings yet
- Saddle Build-Up Lamination & Nozzle Fixation Method Statement (5222)Document13 pagesSaddle Build-Up Lamination & Nozzle Fixation Method Statement (5222)ABAID ULLAHNo ratings yet
- Unites States m1 3,791,297: Ate-T" 1191'Document4 pagesUnites States m1 3,791,297: Ate-T" 1191'rte678No ratings yet
- US3921555Document6 pagesUS3921555Muhammad TalhaNo ratings yet
- Us 3024303Document3 pagesUs 3024303Samar RashidNo ratings yet
- 0381 BRADKEN WPap Blind Riser EfficiencyDocument11 pages0381 BRADKEN WPap Blind Riser EfficiencyBhushan TanavdeNo ratings yet
- Cellular Ceramics: Structure, Manufacturing, Properties and ApplicationsFrom EverandCellular Ceramics: Structure, Manufacturing, Properties and ApplicationsNo ratings yet
- The Fabrication of Materials: Materials TechnologyFrom EverandThe Fabrication of Materials: Materials TechnologyRating: 5 out of 5 stars5/5 (1)
- Whole Piece 2019Document1 pageWhole Piece 2019Kerem BNo ratings yet
- Aluminum Reduction Cell BoMDocument1 pageAluminum Reduction Cell BoMKerem BNo ratings yet
- Dispersants and Their Effects On Hydratable AluminaDocument7 pagesDispersants and Their Effects On Hydratable AluminaKerem BNo ratings yet
- About Alumina: Shenyang Vhandy Technology Co., LTDDocument2 pagesAbout Alumina: Shenyang Vhandy Technology Co., LTDKerem BNo ratings yet
- P3 Past Papers Model AnswersDocument211 pagesP3 Past Papers Model AnswersEyad UsamaNo ratings yet
- Resume - James MathewsDocument2 pagesResume - James Mathewsapi-610738092No ratings yet
- TTDM - JithinDocument24 pagesTTDM - JithinAditya jainNo ratings yet
- Transfert de Chaleur AngDocument10 pagesTransfert de Chaleur Angsouhir gritliNo ratings yet
- 2.a.1.f v2 Active Matrix (AM) DTMC (Display Technology Milestone Chart)Document1 page2.a.1.f v2 Active Matrix (AM) DTMC (Display Technology Milestone Chart)matwan29No ratings yet
- Stability Analysis of Geocell Reinforced Slopes by Considering Bending EffectDocument13 pagesStability Analysis of Geocell Reinforced Slopes by Considering Bending EffectRakesh KapoorNo ratings yet
- Pearson R CorrelationDocument2 pagesPearson R CorrelationAira VillarinNo ratings yet
- SAMPLE MCQuestions ByTopicsDocument45 pagesSAMPLE MCQuestions ByTopicsVeeru ManikantaNo ratings yet
- Arudha PDFDocument17 pagesArudha PDFRakesh Singh100% (1)
- 2014 - Intelligence As A Predictor of Outcome in Short-And Long-Term PsychotherapyDocument9 pages2014 - Intelligence As A Predictor of Outcome in Short-And Long-Term PsychotherapyZayne CarrickNo ratings yet
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REDocument6 pagesGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísNo ratings yet
- 2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Document2 pages2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Edison LimNo ratings yet
- RSW - F - 01 " ": Building UtilitiesDocument4 pagesRSW - F - 01 " ": Building Utilities62296bucoNo ratings yet
- Table of Reinforcement Anchorage Length & Lap Length - Eurocode 2Document7 pagesTable of Reinforcement Anchorage Length & Lap Length - Eurocode 2NgJackyNo ratings yet
- Section 1 Company Overview StandardsDocument34 pagesSection 1 Company Overview StandardsChris MedeirosNo ratings yet
- EPW, Vol.58, Issue No.44, 04 Nov 2023Document66 pagesEPW, Vol.58, Issue No.44, 04 Nov 2023akashupscmadeeaseNo ratings yet
- Plan Lectie Clasa 5 D HaineDocument5 pagesPlan Lectie Clasa 5 D HaineCristina GrapinoiuNo ratings yet
- The University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDocument5 pagesThe University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDavid Adeyinka RamgobinNo ratings yet
- DTR Testastretta Valve Adjustment ProcedureDocument10 pagesDTR Testastretta Valve Adjustment ProcedureTony LamprechtNo ratings yet
- Philo Q2 Lesson 5Document4 pagesPhilo Q2 Lesson 5Julliana Patrice Angeles STEM 11 RUBYNo ratings yet
- Sensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguDocument4 pagesSensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguSMA N 1 TOROHNo ratings yet
- Statistical Process Control and Process Capability PPT EXPLANATIONDocument2 pagesStatistical Process Control and Process Capability PPT EXPLANATIONJohn Carlo SantiagoNo ratings yet
- Abilash - Subramanian CV - 003 PDFDocument4 pagesAbilash - Subramanian CV - 003 PDFAbilash SubramanianNo ratings yet
- L 11Document3 pagesL 11trangNo ratings yet
- Week 3 Lab Arado, Patrick James M.Document2 pagesWeek 3 Lab Arado, Patrick James M.Jeffry AradoNo ratings yet
- Leveriza Heights SubdivisionDocument4 pagesLeveriza Heights SubdivisionTabordan AlmaeNo ratings yet
- Chapter 2 HydrateDocument38 pagesChapter 2 HydrateTaha Azab MouridNo ratings yet
- Gas Compressor SizingDocument1 pageGas Compressor SizingNohemigdeliaLucenaNo ratings yet
- Church and Community Mobilization (CCM)Document15 pagesChurch and Community Mobilization (CCM)FreethinkerTianNo ratings yet
- Raiders of SuluDocument1 pageRaiders of SuluBlexx LagrimasNo ratings yet