You might also like
- Cutting plastics pollution: Financial measures for a more circular value chainFrom EverandCutting plastics pollution: Financial measures for a more circular value chainNo ratings yet
- Antonopoulos 2021Document12 pagesAntonopoulos 2021Tiago DanielceNo ratings yet
- PIIS2405844022003164Document12 pagesPIIS2405844022003164Mercynov Glorian Jeses PaduaNo ratings yet
- Science of The Total Environment: J. Santos, A. Pham, P. Stasinopoulos, F. GiustozziDocument13 pagesScience of The Total Environment: J. Santos, A. Pham, P. Stasinopoulos, F. GiustozziWaqas HaroonNo ratings yet
- END OF LIFE AndreasiDocument12 pagesEND OF LIFE Andreasimarcelobronzo2No ratings yet
- Schwarz 2021 (Plastic Recycling)Document12 pagesSchwarz 2021 (Plastic Recycling)maria helenaNo ratings yet
- Bioplastic Wastes: The Best Final Disposition For Energy SavingDocument8 pagesBioplastic Wastes: The Best Final Disposition For Energy SavingShanaiah Charice GanasNo ratings yet
- Technology Readiness Level Assessment of Composites RecyclingDocument12 pagesTechnology Readiness Level Assessment of Composites RecyclingJohanes GigihNo ratings yet
- Waste Management: F. Wagner, J.R. Peeters, J. de Keyzer, K. Janssens, J.R. Duflou, W. DewulfDocument9 pagesWaste Management: F. Wagner, J.R. Peeters, J. de Keyzer, K. Janssens, J.R. Duflou, W. DewulfEduardo Izaguirre AnchundiaNo ratings yet
- Pyrolysis of Plastic Waste Opportunities and Challenges 2020Document11 pagesPyrolysis of Plastic Waste Opportunities and Challenges 2020Dana MateiNo ratings yet
- CEFIC Quantis Report FinalDocument24 pagesCEFIC Quantis Report FinalJayanth KumarNo ratings yet
- Using Material Flow Analysis and Life Cycle Assessment in Decision SupportDocument9 pagesUsing Material Flow Analysis and Life Cycle Assessment in Decision SupportdanielsmattosNo ratings yet
- 3D Printing Filament As A Second Life of Waste Plastics - A ReviewDocument13 pages3D Printing Filament As A Second Life of Waste Plastics - A ReviewLIEU TAINo ratings yet
- Green-PVC With Full Recycled Industrial Waste and Renewably SourcedDocument15 pagesGreen-PVC With Full Recycled Industrial Waste and Renewably Sourcedpaulorp78No ratings yet
- Plastic Waste ManagementDocument12 pagesPlastic Waste Managementikhamate emmanuelNo ratings yet
- Cleaner Engineering and Technology: Mohammed B. Al RayaanDocument6 pagesCleaner Engineering and Technology: Mohammed B. Al Rayaanchemist.msalehNo ratings yet
- Plastic Waste Management A Matter For The CommuniDocument3 pagesPlastic Waste Management A Matter For The CommuniKindricks Devon Labador LibreaNo ratings yet
- The Impact of Packaging Recyclable Ability On Environment - Case and Scenario Analysis of Polypropylene Express Boxes and Corrugated CartonsDocument8 pagesThe Impact of Packaging Recyclable Ability On Environment - Case and Scenario Analysis of Polypropylene Express Boxes and Corrugated CartonsSoraya FERHINo ratings yet
- Macro Chemistry Physics - 20hvbhiojDocument17 pagesMacro Chemistry Physics - 20hvbhiojCarlo TonelloNo ratings yet
- Plastics Recycling Challenges and OpportunitiesDocument13 pagesPlastics Recycling Challenges and OpportunitiesChristhy Vanessa Ruiz MadroñeroNo ratings yet
- A Review of Plastic Value Chain From A Circular Economy PerspectiveDocument9 pagesA Review of Plastic Value Chain From A Circular Economy Perspectivemarcelobronzo2No ratings yet
- Resources, Conservation & Recycling: Full Length ArticleDocument13 pagesResources, Conservation & Recycling: Full Length Articleasad gango saeedNo ratings yet
- Thermochemical Routes For The Valorization of Waste Polyolefinic Plastics To Produce Fuels and Chemicals. A Review PDFDocument23 pagesThermochemical Routes For The Valorization of Waste Polyolefinic Plastics To Produce Fuels and Chemicals. A Review PDFZaulmNo ratings yet
- Engineering Science and Technology, An International JournalDocument9 pagesEngineering Science and Technology, An International Journalluis gutierrezNo ratings yet
- Bioplastic Wastes: The Best Final Disposition For Energy SavingDocument7 pagesBioplastic Wastes: The Best Final Disposition For Energy SavingTegar BudiNo ratings yet
- Yin 2016Document12 pagesYin 2016Nicola ManangoNo ratings yet
- Towards Higher Quality of Recycled PlasticsDocument23 pagesTowards Higher Quality of Recycled PlasticsMariela PeñaNo ratings yet
- Beyond Mechanical Recycling: Giving New Life To Plastic WasteDocument22 pagesBeyond Mechanical Recycling: Giving New Life To Plastic WasteTuyền HBTNo ratings yet
- End-Of-Life of Silicon PV Panels - A Sustainable Materials Recovery Process PDFDocument11 pagesEnd-Of-Life of Silicon PV Panels - A Sustainable Materials Recovery Process PDFHai Pham ManhNo ratings yet
- Pyrolysis AdvancementDocument33 pagesPyrolysis AdvancementAnurag GanapathiNo ratings yet
- Plastic Waste Management A Matter For The CommuniDocument3 pagesPlastic Waste Management A Matter For The Communihsri72639No ratings yet
- How Does The Global Plastic Waste Trade Contribute To Environmental BenefitsDocument9 pagesHow Does The Global Plastic Waste Trade Contribute To Environmental BenefitsJeremiah PuaNo ratings yet
- Energies 16 03504Document14 pagesEnergies 16 03504Dyuthi ThampanNo ratings yet
- Hatti Kaul Et. AlDocument18 pagesHatti Kaul Et. Altimeijkhout92No ratings yet
- Energies 16 02199 PDFDocument15 pagesEnergies 16 02199 PDFMahmoud Hussein EbeidNo ratings yet
- Thermochemical Conversion of Plastic Waste Into Fuels, Chemicals, and Value-Added Materials: A Critical Review and OutlooksDocument39 pagesThermochemical Conversion of Plastic Waste Into Fuels, Chemicals, and Value-Added Materials: A Critical Review and OutlooksMohamed FateemNo ratings yet
- State-Of-The-Art Review: Concrete Made of Recycled Waste Pet As Fine AggregateDocument18 pagesState-Of-The-Art Review: Concrete Made of Recycled Waste Pet As Fine AggregateShaker QaidiNo ratings yet
- Life Cycle Assessment of Polyvinyl Chloride Production and ItsDocument8 pagesLife Cycle Assessment of Polyvinyl Chloride Production and Itslucas.amouraNo ratings yet
- A Review Paper On Plastic Recycle MachineDocument3 pagesA Review Paper On Plastic Recycle MachineerpublicationNo ratings yet
- Construction and Demolition Date StrategiesDocument13 pagesConstruction and Demolition Date StrategiesUlises MercadoNo ratings yet
- Applied Machine LearningDocument10 pagesApplied Machine LearningDelagona Lyka MaeNo ratings yet
- Sustainability 14 16340Document39 pagesSustainability 14 16340Javier Fernández LorenzoNo ratings yet
- Waste ManagementDocument18 pagesWaste Managementgabi1835No ratings yet
- BIOPLASTIC Dobrucka 1Document9 pagesBIOPLASTIC Dobrucka 1Daniela FNo ratings yet
- Waste Plastic Pyrolysis: An Efficient Way of Plastic RecyclingDocument7 pagesWaste Plastic Pyrolysis: An Efficient Way of Plastic RecyclingShaunotNo ratings yet
- 1 s2.0 S2772397621000265 MainDocument12 pages1 s2.0 S2772397621000265 MainANAND KUMARNo ratings yet
- Degradation of Excavated Polyethylene and Polypropylene Waste From LandfillDocument8 pagesDegradation of Excavated Polyethylene and Polypropylene Waste From LandfillDevita AmeliaNo ratings yet
- Analyzing The Environmental Sustainability of PackDocument6 pagesAnalyzing The Environmental Sustainability of Packhamidrahmany3657No ratings yet
- Extraction and Performance Analysis of HDocument10 pagesExtraction and Performance Analysis of HManoj SahuNo ratings yet
- Journal of Cleaner ProductionDocument11 pagesJournal of Cleaner ProductionLucero CastañedaNo ratings yet
- END OF LIFE Brouwer 0Document24 pagesEND OF LIFE Brouwer 0marcelobronzo2No ratings yet
- Processes 10 01503 v3Document18 pagesProcesses 10 01503 v3Tristan SantiagoNo ratings yet
- Jurnal 1Document6 pagesJurnal 1RatriNo ratings yet
- Polyethylene Terephthalate Waste Recycling and AppDocument10 pagesPolyethylene Terephthalate Waste Recycling and AppJohn David LunaNo ratings yet
- Circular Economy: Innovative Solutions For Industrial and Urban Waste ManagementDocument24 pagesCircular Economy: Innovative Solutions For Industrial and Urban Waste Managementtester1972No ratings yet
- Yong-Chul Jang Recycling in South KoreaDocument11 pagesYong-Chul Jang Recycling in South KoreaDwi Novita KumalasariNo ratings yet
- Seminar 2Document13 pagesSeminar 2AnsippNo ratings yet
- 0 - Grace's ProjectDocument43 pages0 - Grace's ProjectGrace KujeNo ratings yet
- Seminar Life Cycle Assessment & Ecodesign of Automotive ComponentsDocument35 pagesSeminar Life Cycle Assessment & Ecodesign of Automotive ComponentsNithin K BNo ratings yet
- Recycling 06 00058 v2Document22 pagesRecycling 06 00058 v2MarioNo ratings yet
- ICOME 2023 Paper 157Document8 pagesICOME 2023 Paper 157safaatNo ratings yet
- Rossum 1969Document6 pagesRossum 1969safaatNo ratings yet
- Implementation of The Johnson-Holmquist II (JH-2) Constitutive Model Into DYNA3DDocument52 pagesImplementation of The Johnson-Holmquist II (JH-2) Constitutive Model Into DYNA3DsafaatNo ratings yet
- Restrepo 2009Document8 pagesRestrepo 2009safaatNo ratings yet
- Partial Differential EquationsDocument45 pagesPartial Differential EquationssafaatNo ratings yet
- About SamsoniteDocument4 pagesAbout Samsonitepriyanksingh1986No ratings yet
- ACCT 250 - Principles of Auditing Spring 2022, Section 2 Handout 11 - Power BI Exercise QuestionsDocument6 pagesACCT 250 - Principles of Auditing Spring 2022, Section 2 Handout 11 - Power BI Exercise QuestionsRaza HashmeNo ratings yet
- Objective 2 DecimationDocument4 pagesObjective 2 DecimationGamer XNo ratings yet
- OBD (On-Board Diagnostic) SYSTEM (European Market)Document2 pagesOBD (On-Board Diagnostic) SYSTEM (European Market)Azazel BastNo ratings yet
- DocumentsDocument135 pagesDocumentsupsc.bengalNo ratings yet
- ReadmeDocument3 pagesReadmeJerico Merciales SalasNo ratings yet
- Electrochimica Acta 50 (2005) 4174-4181Document8 pagesElectrochimica Acta 50 (2005) 4174-4181Dulce BaezaNo ratings yet
- List of Cases For Quiz No 4 With DigestDocument11 pagesList of Cases For Quiz No 4 With DigestDawn JessaNo ratings yet
- Deed of Road Right of WayDocument6 pagesDeed of Road Right of WayPlaridel Madrigal75% (4)
- Topic 1: Constitutional Law Ii: Police: Organisation, Functions, Controls, ComplaintsDocument32 pagesTopic 1: Constitutional Law Ii: Police: Organisation, Functions, Controls, ComplaintsAmira SyaNo ratings yet
- Impact of Advertisement On Brand Promotion of Parachute Coconut Hair OilDocument66 pagesImpact of Advertisement On Brand Promotion of Parachute Coconut Hair OilManish PatelNo ratings yet
- Annual Report 14 PDFDocument96 pagesAnnual Report 14 PDFgopalNo ratings yet
- Agile Teamwork - Minimize HandoffsDocument3 pagesAgile Teamwork - Minimize HandoffsAlan MasonNo ratings yet
- Construction by Direct Employment and by Contract - PPT 123Document47 pagesConstruction by Direct Employment and by Contract - PPT 123Charlette SolanoNo ratings yet
- Introduction of The IonDocument77 pagesIntroduction of The IonLalnunsanga Pachuau LiannghawrNo ratings yet
- Final B.O.Q For Lecture and Laboratory BlockDocument128 pagesFinal B.O.Q For Lecture and Laboratory BlockkanabuevansNo ratings yet
- TICO Pro Spotter Repair Manual 1Document211 pagesTICO Pro Spotter Repair Manual 1Ivailo Zapryanov0% (1)
- Labor Justice Across The AmericasDocument4 pagesLabor Justice Across The AmericasAnonymous W1vBbIE4uyNo ratings yet
- Planetary Gear TrainDocument2 pagesPlanetary Gear TrainUmesh JadhavNo ratings yet
- Encoder Incremental KoyoDocument3 pagesEncoder Incremental KoyovisypatyNo ratings yet
- AgaSlots SASDocument3 pagesAgaSlots SASManolo GonzalezNo ratings yet
- 01-Lecture 1Document29 pages01-Lecture 1umerNo ratings yet
- Full Text 02Document95 pagesFull Text 02Vineeth VsNo ratings yet
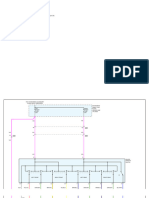
- DIAGRAMA-ventanas Electricas SparkevDocument3 pagesDIAGRAMA-ventanas Electricas SparkevHarvey LaresNo ratings yet
- Accounting Policies, Changes in Accounting Estimates and Errors - Ias 8Document27 pagesAccounting Policies, Changes in Accounting Estimates and Errors - Ias 8Manuel MagadatuNo ratings yet
- RA9293Document11 pagesRA9293Joseph LizadaNo ratings yet
- Bach, Well Tempered ClavierDocument3 pagesBach, Well Tempered ClavierLucas BauerNo ratings yet
- GC 70 UlDocument2 pagesGC 70 UlAnonymous VNu3ODGavNo ratings yet
- HVAC Maintenance PDFDocument13 pagesHVAC Maintenance PDFКирилл СоколовNo ratings yet
- DM163Document21 pagesDM163Marco OBNo ratings yet
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- The Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesFrom EverandThe Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesRating: 4 out of 5 stars4/5 (16)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Offshore Projects and Engineering ManagementFrom EverandOffshore Projects and Engineering ManagementRating: 5 out of 5 stars5/5 (2)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Oil: An Overview of the Petroleum IndustryFrom EverandOil: An Overview of the Petroleum IndustryRating: 4.5 out of 5 stars4.5/5 (3)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesFrom EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesRating: 5 out of 5 stars5/5 (7)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeFrom EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Ship and Mobile Offshore Unit Automation: A Practical GuideFrom EverandShip and Mobile Offshore Unit Automation: A Practical GuideNo ratings yet
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoFrom EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoNo ratings yet
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Practical Engineering Management of Offshore Oil and Gas PlatformsFrom EverandPractical Engineering Management of Offshore Oil and Gas PlatformsRating: 4 out of 5 stars4/5 (7)