You might also like
- Forging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingFrom EverandForging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingRating: 5 out of 5 stars5/5 (1)
- Materials in Metal FormingDocument42 pagesMaterials in Metal Formingasif100% (1)
- Very Nice Paper On FatigueDocument49 pagesVery Nice Paper On Fatiguechris_m_germain100% (4)
- Identify Acceptable and Unacceptable WeldsDocument8 pagesIdentify Acceptable and Unacceptable WeldsJerome A. Gomez100% (1)
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDocument12 pagesWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsNo ratings yet
- Indian Standard's ListDocument354 pagesIndian Standard's Listsafety_rliNo ratings yet
- Data Book de BombaDocument7 pagesData Book de BombaSharon Botiny100% (1)
- Dx200-For Arc WeldingDocument751 pagesDx200-For Arc WeldingNahum Alamilla100% (1)
- Qatar Engineering & Construction Company WLL (Qcon)Document12 pagesQatar Engineering & Construction Company WLL (Qcon)Dan DumbravescuNo ratings yet
- Matlab Code To Assess The Reliability of TheDocument16 pagesMatlab Code To Assess The Reliability of Thenabihah rusyda 96No ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- Model - 5Document26 pagesModel - 5PrabuNo ratings yet
- Welding - Ferritic Stainless Steel 1.4003Document9 pagesWelding - Ferritic Stainless Steel 1.4003Danut RusNo ratings yet
- Flare System PDFDocument29 pagesFlare System PDFKamal SkNo ratings yet
- Iso 25239-5-2011 PDFDocument16 pagesIso 25239-5-2011 PDFJorgeNo ratings yet
- Factories, Offices and Shops Act, 1970 (Act 328)Document51 pagesFactories, Offices and Shops Act, 1970 (Act 328)Nana K. BoateyNo ratings yet
- s00170-024-13538-3Document20 pagess00170-024-13538-3林哲宇No ratings yet
- Teklas 0A - PROPERTIESDocument7 pagesTeklas 0A - PROPERTIESMudzakkir DioktyantoNo ratings yet
- Review Paper On Hard Facing Processes and MaterialsDocument4 pagesReview Paper On Hard Facing Processes and MaterialsJaveed A. KhanNo ratings yet
- Scrap Steel Production and Recycling ProjectDocument15 pagesScrap Steel Production and Recycling ProjectHadush TeklayNo ratings yet
- Adigrat University: College of Engineering and TechnologyDocument15 pagesAdigrat University: College of Engineering and TechnologyHadush TeklayNo ratings yet
- Review of Metal CastingDocument12 pagesReview of Metal CastingsonuNo ratings yet
- steel versus copper material analysisDocument6 pagessteel versus copper material analysismarx laanekasNo ratings yet
- Effect of Nickel Addition On The Structure and Mechanical Properties of Aluminium Bronze (Cu-10%al) AlloyDocument9 pagesEffect of Nickel Addition On The Structure and Mechanical Properties of Aluminium Bronze (Cu-10%al) AlloyGalih BintoroNo ratings yet
- AKANDE Heritage ProjectDocument28 pagesAKANDE Heritage ProjectAkande HeritageNo ratings yet
- ESR of High Technological SteelsDocument15 pagesESR of High Technological SteelsAbhinandan ChatterjeeNo ratings yet
- Investigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium AlloysDocument10 pagesInvestigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium AlloysV.v. TaguisNo ratings yet
- Evaluation of the electrical properties of carbon electrodes developed with bio-material additions as a sacrificial anode in cathodic protectionDocument12 pagesEvaluation of the electrical properties of carbon electrodes developed with bio-material additions as a sacrificial anode in cathodic protectionFrancisco Javier Dominguez De Los SantosNo ratings yet
- Prominence of Hadfield Steel in Mining and MineralDocument9 pagesProminence of Hadfield Steel in Mining and MineralCARLOS A.N. LANZILLOTTONo ratings yet
- Prominence of Hadfield Steel in Mining and Mineral PDFDocument9 pagesProminence of Hadfield Steel in Mining and Mineral PDFskNo ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Emr 2201 Engineering Materials I Year 2 Bsc. Marine EngineeringDocument29 pagesEmr 2201 Engineering Materials I Year 2 Bsc. Marine EngineeringAhmed O MohamedNo ratings yet
- The Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsDocument7 pagesThe Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsBONFRINGNo ratings yet
- Al and Steel Leaser WeldingDocument11 pagesAl and Steel Leaser WeldingSidhesh mishraNo ratings yet
- Brief Review On Dissimilar Welding Using Cold Metal TransferDocument10 pagesBrief Review On Dissimilar Welding Using Cold Metal TransferSrinivas KosuriNo ratings yet
- A Review Paper On Effect of Varying Welding Heat Input On Microstructure, Mech Properties and Corrosion Behaviors of Ferritic SS & Mild Steel PDFDocument5 pagesA Review Paper On Effect of Varying Welding Heat Input On Microstructure, Mech Properties and Corrosion Behaviors of Ferritic SS & Mild Steel PDFMursidil KamilNo ratings yet
- Gnen2019 Article PropertiesAndCorrosionResistanDocument13 pagesGnen2019 Article PropertiesAndCorrosionResistanahmed moradNo ratings yet
- ANALYSIS OF Non-Conventional Machining Process Onn ADIDocument128 pagesANALYSIS OF Non-Conventional Machining Process Onn ADIShamsher AnsariNo ratings yet
- Welding Technologies in Shipbuilding IndustryDocument8 pagesWelding Technologies in Shipbuilding Industrypetar.svirecovNo ratings yet
- A Review: Dissimilar Material Joining of Metal To Polymer Using Friction Stir Welding (FSW)Document5 pagesA Review: Dissimilar Material Joining of Metal To Polymer Using Friction Stir Welding (FSW)IJSTENo ratings yet
- To Appear in MeasurementDocument28 pagesTo Appear in Measurementالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- EME Module 2Document31 pagesEME Module 2Yashaswini AnandNo ratings yet
- A_Review_On_Ultrasonic_Welding_of_Various_MaterialDocument9 pagesA_Review_On_Ultrasonic_Welding_of_Various_Materialsunshine71099No ratings yet
- Steels in Additive Manufacturing: A Review of Their Microstructure and PropertiesDocument54 pagesSteels in Additive Manufacturing: A Review of Their Microstructure and PropertiesAdéliaSouzaNo ratings yet
- SS304 RustingDocument45 pagesSS304 Rustingshez32No ratings yet
- An Overview On Performance of Steel Slag in Highway IndustryDocument12 pagesAn Overview On Performance of Steel Slag in Highway Industrybkollarou9632No ratings yet
- SteelDocument25 pagesSteelRosanna IbañezNo ratings yet
- Microwave Cladding of Inconel-625 On Mild Steel Substrate For Corrosion ProtectionDocument10 pagesMicrowave Cladding of Inconel-625 On Mild Steel Substrate For Corrosion ProtectionMUHAMMED FAISALNo ratings yet
- Evaluation On Mechanical Properties of Coated RHA-TIO2-LM24 Aluminium Alloy CompositeDocument13 pagesEvaluation On Mechanical Properties of Coated RHA-TIO2-LM24 Aluminium Alloy CompositeIJRASETPublicationsNo ratings yet
- Phase - I Project ReportDocument43 pagesPhase - I Project ReportSureshv Suri83% (23)
- Sciencedirect: Mrs Singapore - Icmat Symposia ProceedingsDocument5 pagesSciencedirect: Mrs Singapore - Icmat Symposia ProceedingsbhushanNo ratings yet
- Light Weight Non-Metals To Replace Steel: A Term Paper OnDocument15 pagesLight Weight Non-Metals To Replace Steel: A Term Paper OnJatinderjot SinghNo ratings yet
- Iare SSDD LN PDFDocument94 pagesIare SSDD LN PDFNi MeshNo ratings yet
- A11 PDFDocument15 pagesA11 PDFJunaid AkhtarNo ratings yet
- Analysis of Stainless Steel Welded Joints A Comparison Between Destructive and Non-Destructive TechniquesDocument7 pagesAnalysis of Stainless Steel Welded Joints A Comparison Between Destructive and Non-Destructive TechniquesKhalid M. HafezNo ratings yet
- On The Choice of Tool Material in Friction Stir Welding of Titanium AlloysDocument10 pagesOn The Choice of Tool Material in Friction Stir Welding of Titanium Alloysflasher_for_nokiaNo ratings yet
- Surface Characterization of Fe e10Ale25Mn Alloy For Biomaterial ApplicationsDocument7 pagesSurface Characterization of Fe e10Ale25Mn Alloy For Biomaterial ApplicationsRatna KartikasariNo ratings yet
- The Use of Stainless Steel in Structures: Progress in Structural Engineering and Materials April 2005Document39 pagesThe Use of Stainless Steel in Structures: Progress in Structural Engineering and Materials April 2005RatanRatuNo ratings yet
- Experimental Study To Analyze The Effect of Silicon Carbide On The Mechanical Properties On AA3103Document9 pagesExperimental Study To Analyze The Effect of Silicon Carbide On The Mechanical Properties On AA3103IJRASETPublicationsNo ratings yet
- Tech Eng 06 Engineering Materials - 2023Document30 pagesTech Eng 06 Engineering Materials - 2023ilyasorhanli.9427No ratings yet
- Steel Slag ThesisDocument8 pagesSteel Slag Thesissarahjimenezriverside100% (2)
- Effect of Multi-Pass SMAW Welding On The Surface HDocument7 pagesEffect of Multi-Pass SMAW Welding On The Surface HYousab CreatorNo ratings yet
- 1.metallic StructureDocument34 pages1.metallic StructureSaid Mansour MohamedNo ratings yet
- A PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2Document16 pagesA PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2robertntsiful1No ratings yet
- Jurnal KEM.948.33 M. Ziyad, FMDocument7 pagesJurnal KEM.948.33 M. Ziyad, FMZinsaisal BakriNo ratings yet
- Spot WeldingDocument13 pagesSpot Weldingshanmukha MechanicalNo ratings yet
- Unit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Document23 pagesUnit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Jo okNo ratings yet
- 54 - Effects of Post-Weld Heat Treatments On The Microstructure, Mechanical and Corrosion Properties of Gas Metal Arc Welded 304 Stainless SteelDocument10 pages54 - Effects of Post-Weld Heat Treatments On The Microstructure, Mechanical and Corrosion Properties of Gas Metal Arc Welded 304 Stainless Steelطيب BelloNo ratings yet
- Research Paper On Friction Stir Welding PDFDocument4 pagesResearch Paper On Friction Stir Welding PDFeh1dvt0m100% (1)
- Processes 08 00811Document32 pagesProcesses 08 00811أبومحمدالزياتNo ratings yet
- Metal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodDocument57 pagesMetal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodKarthikeyanNo ratings yet
- Coated Stainless Steel 441 As Interconnect Material For Solid Oxide Fuel Cells Evolution of Electrical PropertiesDocument7 pagesCoated Stainless Steel 441 As Interconnect Material For Solid Oxide Fuel Cells Evolution of Electrical PropertiesJags BuddyNo ratings yet
- Research Article: Optimal Design and Aerodynamic Performance Prediction of A Horizontal Axis Small-Scale Wind TurbineDocument19 pagesResearch Article: Optimal Design and Aerodynamic Performance Prediction of A Horizontal Axis Small-Scale Wind TurbineBALOGUNNo ratings yet
- Improved Hydrodynamic Efficiency of Kaplan Hydro Turbine Through Varying Blade Number and LengthDocument11 pagesImproved Hydrodynamic Efficiency of Kaplan Hydro Turbine Through Varying Blade Number and LengthIJAERS JOURNALNo ratings yet
- Improved Hydrodynamic Efficiency of Kaplan Hydro Turbine Through Varying Blade Number and LengthDocument11 pagesImproved Hydrodynamic Efficiency of Kaplan Hydro Turbine Through Varying Blade Number and LengthIJAERS JOURNALNo ratings yet
- Enhancing The Heating Properties of AgriDocument16 pagesEnhancing The Heating Properties of AgriBALOGUNNo ratings yet
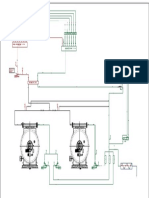
- P&id For Hot Oil System - tp-30!08!06 - 21Document1 pageP&id For Hot Oil System - tp-30!08!06 - 21BALOGUNNo ratings yet
- Commonwealth 2017Document6 pagesCommonwealth 2017BALOGUNNo ratings yet
- BOC185ACDC Manual v2Document32 pagesBOC185ACDC Manual v2beachboy12No ratings yet
- PPR Water PipesDocument11 pagesPPR Water PipesOsama sayedNo ratings yet
- Saudi Technical Trade Test - Welder CategoryDocument4 pagesSaudi Technical Trade Test - Welder CategoryshabashakkimNo ratings yet
- Pefs &p&idDocument28 pagesPefs &p&idUdayakumarNo ratings yet
- Risk Assement LPGDocument14 pagesRisk Assement LPGsiddhu mendheNo ratings yet
- Prepared By-Yogesh PokharkarDocument1 pagePrepared By-Yogesh PokharkarMd AmazerNo ratings yet
- Arcelormittal A514 and T-1Document6 pagesArcelormittal A514 and T-1Ali Varmazyar0% (1)
- Supervised Industrial Training Report SummaryDocument20 pagesSupervised Industrial Training Report SummaryDawood MasihNo ratings yet
- Uni Mig Workshop SeriesDocument4 pagesUni Mig Workshop SeriesDavid TurnerNo ratings yet
- Welding ProcedureDocument8 pagesWelding ProcedurerohsingNo ratings yet
- Eew Longitudinally Welded Double Seam Lwds Pipes PDFDocument4 pagesEew Longitudinally Welded Double Seam Lwds Pipes PDFktsnlNo ratings yet
- Sem 8Document18 pagesSem 8Rahul DasNo ratings yet
- EPCPROMANDocument6 pagesEPCPROMANBobby CollinsNo ratings yet
- The Technology of Mounting and Joining Elements in Case of Metallic Structures Beijing National Stadium (Bird's Nest)Document12 pagesThe Technology of Mounting and Joining Elements in Case of Metallic Structures Beijing National Stadium (Bird's Nest)Matei SilviuNo ratings yet
- Understanding and Extending Contact Tip LifeDocument4 pagesUnderstanding and Extending Contact Tip LifenateNo ratings yet
- Lincoln Weld Directory C2.10Document32 pagesLincoln Weld Directory C2.10edgarpato100% (1)
- Roadways Workshop Internship File RSRTC, JodhpurDocument38 pagesRoadways Workshop Internship File RSRTC, Jodhpurashish0% (1)
- Plasma Arc Welding and MachiningDocument8 pagesPlasma Arc Welding and MachiningSnehasish IsharNo ratings yet
- Block Basico ASMEDocument2 pagesBlock Basico ASMEMiguel Adolfo Muñoz CardeñoNo ratings yet