You might also like
- Din 46395Document2 pagesDin 46395AHMET100% (2)
- Title of Thesis or Practicum or Research Proposal or Report: Firstname M. LastnameDocument17 pagesTitle of Thesis or Practicum or Research Proposal or Report: Firstname M. LastnameDozdi100% (3)
- Deutz Catalogue PDFDocument26 pagesDeutz Catalogue PDFNuno Brito Nuno100% (4)
- 315 Kva Moh 0.27Document2 pages315 Kva Moh 0.27Mahidhar TalapaneniNo ratings yet
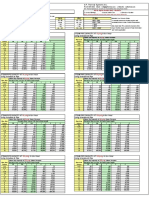
- Air Bending Chart Lasercut CapacityDocument1 pageAir Bending Chart Lasercut Capacitys bNo ratings yet
- Air Bending Chart Lasercut CapacityDocument1 pageAir Bending Chart Lasercut CapacitySteve BottomleyNo ratings yet
- Sprocket For Forged Chains (Drive End)Document1 pageSprocket For Forged Chains (Drive End)Irfan MahyunisNo ratings yet
- Pile Design For AXIAL Forces Final CheckDocument4 pagesPile Design For AXIAL Forces Final CheckramesNo ratings yet
- A Copy of XT7 - EXTRUDER OUTPUT TESTDocument2 pagesA Copy of XT7 - EXTRUDER OUTPUT TESTAHMED YOUSEFNo ratings yet
- Prextherm 107-470 (B)Document4 pagesPrextherm 107-470 (B)dragosm78No ratings yet
- L F1 F2 F3 dF1/dP1 dF2/dP2 dF3/dP3Document9 pagesL F1 F2 F3 dF1/dP1 dF2/dP2 dF3/dP3HakimHabibiNo ratings yet
- Data Sheet Dump ValveDocument2 pagesData Sheet Dump ValveVlade NaumovskiNo ratings yet
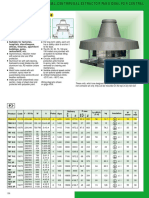
- Vortix Roof Type Fan TRM10Document1 pageVortix Roof Type Fan TRM10riyad abdulhafeedNo ratings yet
- Conn10a - Id MarkupDocument1 pageConn10a - Id MarkupAbdul basithNo ratings yet
- Southern Cu-Xlpe-PvcDocument1 pageSouthern Cu-Xlpe-Pvcmuhammad ridwanNo ratings yet
- Dimensions of Steel Beams Type IPE and INP European StandardDocument4 pagesDimensions of Steel Beams Type IPE and INP European StandardfarithNo ratings yet
- Shoulder Plugs GasketsDocument1 pageShoulder Plugs GasketssergioteroNo ratings yet
- Single Phase Dual Capacitor Electric MotorDocument2 pagesSingle Phase Dual Capacitor Electric MotorVirender RanaNo ratings yet
- Energy Efficient MotorsDocument6 pagesEnergy Efficient MotorsRoumya Darshan RayNo ratings yet
- Upvc PipesDocument1 pageUpvc PipesMuneer mahammadNo ratings yet
- Vertical Turbine Fire Pump: Cul & Ul Listed & FM ApprovalDocument6 pagesVertical Turbine Fire Pump: Cul & Ul Listed & FM Approvaln.hartonoNo ratings yet
- Niza 2022 09 22 MBSA1523Document7 pagesNiza 2022 09 22 MBSA1523Mohd Abidi NoranizahNo ratings yet
- Haitima Single Acting Aluminium Pneumatic Actuator: FeaturesDocument1 pageHaitima Single Acting Aluminium Pneumatic Actuator: FeaturesRiswanda HimawanNo ratings yet
- 6BT5.9-C (CPR253)Document2 pages6BT5.9-C (CPR253)Dennis K ThomasNo ratings yet
- Chilled Water Flow, Pipe SizeDocument3 pagesChilled Water Flow, Pipe SizeSatya N.GNo ratings yet
- Schedule 80 Pipe Dimensions & Pressure RatingsDocument1 pageSchedule 80 Pipe Dimensions & Pressure RatingsDGWNo ratings yet
- Pipe Sizing and Grading TablesDocument6 pagesPipe Sizing and Grading TableslukenemiaNo ratings yet
- ZubehoerDocument15 pagesZubehoerimtiyazNo ratings yet
- ESP Run Life PredictionDocument1 pageESP Run Life PredictionazareiforoushNo ratings yet
- Certificado BombasDocument3 pagesCertificado BombasRoger Quevedo MachucaNo ratings yet
- Hop So Sesame PGLDocument7 pagesHop So Sesame PGLTrần Tuấn HoàngNo ratings yet
- Coupling Catalog oDocument3 pagesCoupling Catalog oGanesh KhandareNo ratings yet
- PPR Water Pipes and Fittings 20160719Document10 pagesPPR Water Pipes and Fittings 20160719tesemaNo ratings yet
- Shielded Drum Core InductorDocument5 pagesShielded Drum Core InductorKALEESWARANNo ratings yet
- Flexible Coupling PDFDocument4 pagesFlexible Coupling PDFSatNo ratings yet
- Schedule 80 PVC Pipe Dimensions & Pressure RatingsDocument1 pageSchedule 80 PVC Pipe Dimensions & Pressure RatingsprathapNo ratings yet
- Asphalt BrochureDocument2 pagesAsphalt BrochureAHMED FATHINo ratings yet
- Gunnebo Industries - Alloy Steel Rigging Screw No. 801, 802 & 804Document2 pagesGunnebo Industries - Alloy Steel Rigging Screw No. 801, 802 & 804REDDYNo ratings yet
- Electrical Calculation Sheet - EcsDocument47 pagesElectrical Calculation Sheet - EcsPradeesh Vijayan (v.prathi)No ratings yet
- DB 480 481 487 488 GBDocument36 pagesDB 480 481 487 488 GBSanjay MaheshNo ratings yet
- 1 in 60 Rule and Conversion Units 21 Oct 2022Document8 pages1 in 60 Rule and Conversion Units 21 Oct 2022Anand PanditNo ratings yet
- Type 06383: Safety ValvesDocument2 pagesType 06383: Safety ValvesJoan ReigNo ratings yet
- Paa HCDocument1 pagePaa HCitscool secretNo ratings yet
- UPE Secpropsdimsprops Eurocode3 UK 16-11-2023Document8 pagesUPE Secpropsdimsprops Eurocode3 UK 16-11-2023Zack DaveNo ratings yet
- CuNi Flanges PDFDocument36 pagesCuNi Flanges PDFganeshNo ratings yet
- NSGAFÖU 1,8/3 KV: Product InformationDocument3 pagesNSGAFÖU 1,8/3 KV: Product InformationAttila HorvathNo ratings yet
- DENAIR Oil-Free Air Compressor PDFDocument8 pagesDENAIR Oil-Free Air Compressor PDFagasmekatron100% (1)
- UPN - European Standard ChannelsDocument1 pageUPN - European Standard ChannelsKP SahuNo ratings yet
- Semiconductor & Special Protection: Protistor® Cylindrical Fuse-LinksDocument6 pagesSemiconductor & Special Protection: Protistor® Cylindrical Fuse-Linkspedro ignacio toledo muñozNo ratings yet
- CST STD New 1000 PPM Ke 2Document2 pagesCST STD New 1000 PPM Ke 2Aldan KurniawanNo ratings yet
- W F y Z T 2 4 4 4: Le 07/26/2020 Profilés Profiles Du 485072082.xlsx Page 1 Sur 21Document21 pagesW F y Z T 2 4 4 4: Le 07/26/2020 Profilés Profiles Du 485072082.xlsx Page 1 Sur 21dsd sdsdNo ratings yet
- W F y Z T 2 4 4 4: Le 07/26/2020 Profilés Profiles Du 485067870.xlsx Page 1 Sur 19Document19 pagesW F y Z T 2 4 4 4: Le 07/26/2020 Profilés Profiles Du 485067870.xlsx Page 1 Sur 19dsd sdsdNo ratings yet
- Steam Pipe SizingDocument2 pagesSteam Pipe SizingONLY PHYSICSNo ratings yet
- Gardner Denver TDE GD-180TDocument2 pagesGardner Denver TDE GD-180TAndres Felipe Garcia ReinaNo ratings yet
- Flowcon Inserts/Cartridges: Flowcon Green Inserts, E-Just Cartridges, Composite Cartridges and Stainless Steel CartridgesDocument16 pagesFlowcon Inserts/Cartridges: Flowcon Green Inserts, E-Just Cartridges, Composite Cartridges and Stainless Steel CartridgesSergio DominguezNo ratings yet
- opAMC3200DF 1 1 7ENG PDFDocument37 pagesopAMC3200DF 1 1 7ENG PDFMohamed OkkaNo ratings yet
- Parker (M4 - M4S, M4D, M4SD) Hydraulic Motors, Vane Motors M4 - M4S SeriesDocument12 pagesParker (M4 - M4S, M4D, M4SD) Hydraulic Motors, Vane Motors M4 - M4S SeriesJose FonsecaNo ratings yet
- COMPRESORES ALTERNATIVOS MT - MTM - MTZ - LTZ - Seleccion - Rapida - PistonDocument10 pagesCOMPRESORES ALTERNATIVOS MT - MTM - MTZ - LTZ - Seleccion - Rapida - PistonAnonymous HrXPSgQ32TNo ratings yet
- One Building: Bar Bending Schedule For FORDocument1 pageOne Building: Bar Bending Schedule For FORRishu KumarNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Government Publications: Key PapersFrom EverandGovernment Publications: Key PapersBernard M. FryNo ratings yet
- 2021 Holiday Consumer Protection GuideDocument61 pages2021 Holiday Consumer Protection GuidePeterBurkeNo ratings yet
- Ellena's Book of Birds in SingaporeDocument38 pagesEllena's Book of Birds in SingaporeEllena GabrielleNo ratings yet
- Effect of Temperature On SolubilityDocument8 pagesEffect of Temperature On SolubilityMuzahid KhatryNo ratings yet
- Soalan Biologi Kertas 2 Tingkatan 4Document14 pagesSoalan Biologi Kertas 2 Tingkatan 4azszah100% (17)
- NevirapineDocument2 pagesNevirapineمحمد عريف حكيمNo ratings yet
- Independent Contractor Agreement For Accountant & BookkeeperDocument7 pagesIndependent Contractor Agreement For Accountant & BookkeeperWen' George BeyNo ratings yet
- Journal NeuroDocument15 pagesJournal Neurorwong1231No ratings yet
- Newsflash MagazineDocument64 pagesNewsflash MagazineIan LuoNo ratings yet
- New Alternatives For Continuity Plates in I-Beam To Box ColumnsDocument15 pagesNew Alternatives For Continuity Plates in I-Beam To Box ColumnstaosyeNo ratings yet
- PD78F0138ADocument558 pagesPD78F0138APoon Electronic Training CentreNo ratings yet
- Fundamental of Image ProcessingDocument23 pagesFundamental of Image ProcessingSyeda Umme Ayman ShoityNo ratings yet
- LP Grade 8 MolaveDocument19 pagesLP Grade 8 MolaveBlessing Shielo VicenteNo ratings yet
- 8th Sem BE VTU Seminar FormatDocument6 pages8th Sem BE VTU Seminar FormatSourabhAdike80% (15)
- Semantic Analysis of The Verbal Phraseological Units On The Examples in The German, English and Karakalpak LanguagesDocument3 pagesSemantic Analysis of The Verbal Phraseological Units On The Examples in The German, English and Karakalpak LanguagesEditor IJTSRDNo ratings yet
- OCI Introduction: Presented By: Rahul MiglaniDocument21 pagesOCI Introduction: Presented By: Rahul Miglanisss pppNo ratings yet
- Epidemiological Study of Ostrich Diseases and Its Management in The Ostrich Farm of NepalDocument13 pagesEpidemiological Study of Ostrich Diseases and Its Management in The Ostrich Farm of NepalKarki KedarNo ratings yet
- Clean India Green India: Hindi VersionDocument3 pagesClean India Green India: Hindi VersionkaminiNo ratings yet
- Higher Education Loans Board: Loan Disbursement ReportDocument2 pagesHigher Education Loans Board: Loan Disbursement ReportEdward KalvisNo ratings yet
- Research Youth EmpowermentDocument18 pagesResearch Youth EmpowermentShiba Tatsuya0% (2)
- Crochet Pattern "Doll-Chamomile": TanaticrochetDocument9 pagesCrochet Pattern "Doll-Chamomile": TanaticrochetElene Lomidze100% (1)
- FTL20.pdf Ultrasonic SondeDocument20 pagesFTL20.pdf Ultrasonic SondeJaroslav BiresNo ratings yet
- Health Assessment of Structures PaperDocument4 pagesHealth Assessment of Structures PaperNirmal ModyNo ratings yet
- Cambridge International Examinations Cambridge International Advanced LevelDocument8 pagesCambridge International Examinations Cambridge International Advanced LevelIlesh DinyaNo ratings yet
- 7th Circular Motion SolutionsDocument60 pages7th Circular Motion SolutionsAjay D KumarNo ratings yet
- DLL English 8 q4 w5Document6 pagesDLL English 8 q4 w5Rovie SaladoNo ratings yet
- Checklist For 3D Model ReviewDocument9 pagesChecklist For 3D Model ReviewMONER MANUS100% (1)
- It Didn't Snow On Saturday. It Rained On SaturdayDocument1 pageIt Didn't Snow On Saturday. It Rained On SaturdayAnna Talhammer100% (1)
- Bioshock Audio DiariesDocument6 pagesBioshock Audio DiariesGeorge CuriosoNo ratings yet
- Regenerative Braking SystemDocument23 pagesRegenerative Braking SystemAnkit BurnwalNo ratings yet