You might also like
- Laboratory Activity No 2. Alcoholic FermentationDocument6 pagesLaboratory Activity No 2. Alcoholic FermentationAbe LimNo ratings yet
- Distillation of Mixtures: Activity 2.3Document4 pagesDistillation of Mixtures: Activity 2.3...No ratings yet
- Separating Mixture Fundamental Chemistry IDocument3 pagesSeparating Mixture Fundamental Chemistry ISherinaNo ratings yet
- Central Pulp & Paper Research Institute, Saharanpur, U.P.: A.K.Dixit, B.P.Thapliyal, R.K.Jain and R.M.MathurDocument33 pagesCentral Pulp & Paper Research Institute, Saharanpur, U.P.: A.K.Dixit, B.P.Thapliyal, R.K.Jain and R.M.MathurBipin ThapliyalNo ratings yet
- How To Winterize Your WasherDocument2 pagesHow To Winterize Your WasherdavehuggNo ratings yet
- HC110 Data SheetDocument8 pagesHC110 Data SheetRick FryeNo ratings yet
- Morebeer! Beer Making Instructions: Morebeer! Personal Brewery Starter SystemDocument2 pagesMorebeer! Beer Making Instructions: Morebeer! Personal Brewery Starter SystemTeddy Riaño AlarconNo ratings yet
- SMC Experts - Working in The Beer IndustryDocument12 pagesSMC Experts - Working in The Beer IndustryVijay PawarNo ratings yet
- HC 110Document8 pagesHC 110sofia.orey5378No ratings yet
- Recycling Refund System Cost-Benefit AnalysisDocument31 pagesRecycling Refund System Cost-Benefit AnalysisNam LêNo ratings yet
- Guava Plant Design PDFDocument25 pagesGuava Plant Design PDFKate Hyacinth Ubiña0% (1)
- Coca Cola PresentationDocument16 pagesCoca Cola PresentationCharanNo ratings yet
- MeadinstructionsftaDocument3 pagesMeadinstructionsftaapi-520147643No ratings yet
- Extension Worksheet 2: Name: Class: DateDocument2 pagesExtension Worksheet 2: Name: Class: DateDRIANA GOMEZNo ratings yet
- Water Content by Dean and StarkDocument5 pagesWater Content by Dean and Starkصابرين علي عبد الكريم مجيدNo ratings yet
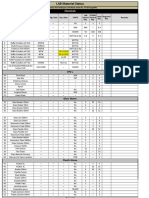
- LAB Material StatusDocument4 pagesLAB Material StatusFaisal RehmanNo ratings yet
- Dairy Engineering: 6.2 Soaker Type Bottle Washers 6.3 Description of Operation 6.4 MaintenanceDocument4 pagesDairy Engineering: 6.2 Soaker Type Bottle Washers 6.3 Description of Operation 6.4 MaintenanceAmit Kr GodaraNo ratings yet
- Experiment 6 - Sem2Document4 pagesExperiment 6 - Sem2MUHAMMAD SYUKRI FITRI BIN MOHAMAD RAZALINo ratings yet
- Avocado Oil Process Flow and DescriptionDocument5 pagesAvocado Oil Process Flow and Descriptionbenitez mwangi100% (1)
- Presentation SESSION 1 - English FinalDocument23 pagesPresentation SESSION 1 - English FinalMarko KorenićNo ratings yet
- Kleenwash Vehicle Wash Water Recycling SystemsDocument7 pagesKleenwash Vehicle Wash Water Recycling Systems3 GamerNo ratings yet
- Activity 10 Extraction and Recrystallization of Caffeine From Tea ProcedureDocument5 pagesActivity 10 Extraction and Recrystallization of Caffeine From Tea Procedurejessie jacolNo ratings yet
- Luciferian Tek 1.06Document11 pagesLuciferian Tek 1.06D Esteban Bedoya0% (1)
- Coco SugarDocument5 pagesCoco SugarJohn A. CenizaNo ratings yet
- 7-Extraction and Recrystallization of Caffeine From Tea (P)Document5 pages7-Extraction and Recrystallization of Caffeine From Tea (P)Gezem GigantoNo ratings yet
- Z Potassium Industries 2007 2Document17 pagesZ Potassium Industries 2007 2zhanvohrNo ratings yet
- How To Make Your First Mead: IngredientsDocument4 pagesHow To Make Your First Mead: Ingredientsapi-520147643No ratings yet
- 8.10.2 Paraffin Dispersant Screening (STP 11-02)Document4 pages8.10.2 Paraffin Dispersant Screening (STP 11-02)Citlali MoraNo ratings yet
- 2020 Summer Saison With BrittonDocument1 page2020 Summer Saison With BrittonCervoiseNo ratings yet
- VishalDocument12 pagesVishalsoumya.sj09No ratings yet
- TOR Annex 1 Water MGT & MBDocument3 pagesTOR Annex 1 Water MGT & MBkamya boardNo ratings yet
- Lab - Intermolecular Forces and Properties v2Document5 pagesLab - Intermolecular Forces and Properties v2binhnguyen04052006No ratings yet
- Thawing Cryopreserved Cells Final - 111315Document1 pageThawing Cryopreserved Cells Final - 111315Seiko classesNo ratings yet
- Internship Report 2018Document29 pagesInternship Report 2018Nabeel AkbarNo ratings yet
- SIPOC - PUVANA Water 2022Document22 pagesSIPOC - PUVANA Water 2022Ahmed HussienNo ratings yet
- Internship Report 2018Document29 pagesInternship Report 2018Nabeel AkbarNo ratings yet
- 20 1092 S Gold Nanoparticle 2021.01.30Document16 pages20 1092 S Gold Nanoparticle 2021.01.30Ana Laura Mendoza AriasNo ratings yet
- FlowrateoffluidslabDocument3 pagesFlowrateoffluidslabapi-328935219No ratings yet
- Beer Instructions CanDocument1 pageBeer Instructions CanEric SteenNo ratings yet
- Water Sampling and Analysis: Chemical Physical PropertiesDocument38 pagesWater Sampling and Analysis: Chemical Physical Propertiescarlos neiraNo ratings yet
- Invesstorry Class 12Document10 pagesInvesstorry Class 12Shrilata EruguralaNo ratings yet
- SssttssssDocument10 pagesSssttssssShrilata EruguralaNo ratings yet
- NotesDocument10 pagesNotesShrilata EruguralaNo ratings yet
- Bottle Washers, Factors Affecting Washing Operations, Power Requirements of Can and Bottle WashersDocument3 pagesBottle Washers, Factors Affecting Washing Operations, Power Requirements of Can and Bottle WashersMonty KushwahaNo ratings yet
- Waterchar IwasteDocument8 pagesWaterchar IwasteCharisma CabanogNo ratings yet
- Shiwalik Public School: IndexDocument18 pagesShiwalik Public School: IndexGarima GargNo ratings yet
- STP tm05Document7 pagesSTP tm05prajapati28No ratings yet
- Optimizing Bottle Washer Performancein Cleaning ReturnableDocument11 pagesOptimizing Bottle Washer Performancein Cleaning Returnableeventmats30No ratings yet
- Experiment No. 3 The Qualitative Description of Solutions and Colloidal DispersionsDocument6 pagesExperiment No. 3 The Qualitative Description of Solutions and Colloidal DispersionsNicu ManuelNo ratings yet
- TLE 8 Cookery Handouts 5Document19 pagesTLE 8 Cookery Handouts 5Chris David P. LagudaNo ratings yet
- Water Demand Calculation CalculatorDocument4 pagesWater Demand Calculation CalculatormelihNo ratings yet
- Rotovap Procedure and RulesDocument2 pagesRotovap Procedure and RulesJia Hui TanNo ratings yet
- Water Demand Calculation CalculatorDocument4 pagesWater Demand Calculation CalculatorHakkı YılmazNo ratings yet
- Water Demand Calculation CalculatorDocument4 pagesWater Demand Calculation CalculatorMohamed SewelamNo ratings yet
- GCP Sect5RB RB LineDocument25 pagesGCP Sect5RB RB Linelevanvui161No ratings yet
- Phoenicia University Department of Engineering Faculty of Petroleum Engineering Petroleum Fluid Properties Laboratory PENG212L Dean Stark Plug SizeDocument14 pagesPhoenicia University Department of Engineering Faculty of Petroleum Engineering Petroleum Fluid Properties Laboratory PENG212L Dean Stark Plug SizeEmanuelta NaibahoNo ratings yet
- Phys PDDocument3 pagesPhys PDKhaylee RiveroNo ratings yet
- The Joy of Brewing Cider, Mead, and Herbal Wine: How to Craft Seasonal Fast-Brew Favorites at HomeFrom EverandThe Joy of Brewing Cider, Mead, and Herbal Wine: How to Craft Seasonal Fast-Brew Favorites at HomeNo ratings yet