You might also like
- Aiaa 2007 5549 526Document11 pagesAiaa 2007 5549 526Xiaoliang QuNo ratings yet
- Y. F. Yao and N. D. Sandham - Direct Numerical Simulation of Turbulent Trailing-Edge Flow With Base Flow ControlDocument9 pagesY. F. Yao and N. D. Sandham - Direct Numerical Simulation of Turbulent Trailing-Edge Flow With Base Flow ControlWhiteLighteNo ratings yet
- Mechanisms of Foam Flow in Porous Media: Apparent Viscosity in Smooth CapillariesDocument15 pagesMechanisms of Foam Flow in Porous Media: Apparent Viscosity in Smooth CapillariesfylypeNo ratings yet
- Simulation of Turbulent Flow Through Porous Media Employing A v2f ModelDocument9 pagesSimulation of Turbulent Flow Through Porous Media Employing A v2f ModelBhaskar NandiNo ratings yet
- Dryden, 1936Document26 pagesDryden, 1936edsonnicolaitNo ratings yet
- Sylvain Pasquier (2017) Modeling Flow in Porous Media With Rough Surfaces Effective Slip Boundary Condition and Application To Structured, PackingsDocument16 pagesSylvain Pasquier (2017) Modeling Flow in Porous Media With Rough Surfaces Effective Slip Boundary Condition and Application To Structured, PackingsmadadmrdNo ratings yet
- Laminar Flow in A Channel Bounded by Porous - Rough Walls - Revisiting Beavers-Joseph-SaffmanDocument15 pagesLaminar Flow in A Channel Bounded by Porous - Rough Walls - Revisiting Beavers-Joseph-SaffmanWILSON ARIEL MAMANI QUISPENo ratings yet
- CFD Simulations of A Triangular Airfoil For Martian Atmosphere in Low-Reynolds Number Compressible FlowDocument15 pagesCFD Simulations of A Triangular Airfoil For Martian Atmosphere in Low-Reynolds Number Compressible FlowmicNo ratings yet
- References Baines, W. D. Aud Peterson, E. G., 1951, "An Investigation of Flow Through Screens,"Document24 pagesReferences Baines, W. D. Aud Peterson, E. G., 1951, "An Investigation of Flow Through Screens,"vicky bravonNo ratings yet
- Experimental Thermal and Fluid Science: SciencedirectDocument12 pagesExperimental Thermal and Fluid Science: Sciencedirectgokul mgkNo ratings yet
- Taler2016 PDFDocument14 pagesTaler2016 PDFJhonatan Gonzalez AlvarezNo ratings yet
- Taler2016 PDFDocument14 pagesTaler2016 PDFJhonatan Gonzalez AlvarezNo ratings yet
- IARE EAD Lecture NotesDocument130 pagesIARE EAD Lecture NotesTomble BravoNo ratings yet
- Smart Hull Drag ReductionDocument7 pagesSmart Hull Drag Reductionjasbak11No ratings yet
- A Comparative Study of Near-Wall Turbulence in High and Low Reynolds Number Boundary LayersDocument10 pagesA Comparative Study of Near-Wall Turbulence in High and Low Reynolds Number Boundary LayersAnonymous 4onBxUGNo ratings yet
- Nie Sel 1973Document5 pagesNie Sel 1973AshenafiNo ratings yet
- Launch Vehicle Cavity Venting: Modeling Concepts & ValidationDocument16 pagesLaunch Vehicle Cavity Venting: Modeling Concepts & ValidationDimal PatelNo ratings yet
- AIAA-1999-3402 Riblets On Airfoils and Wings-A ReviewDocument20 pagesAIAA-1999-3402 Riblets On Airfoils and Wings-A Reviewsseale_79157309No ratings yet
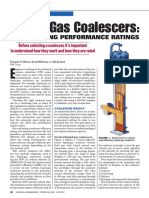
- Liquid-Gas Coalescers:: Demystifying Performance RatingsDocument6 pagesLiquid-Gas Coalescers:: Demystifying Performance RatingsTukang NasgorNo ratings yet
- 10 1016@j Ces 2019 06 046Document15 pages10 1016@j Ces 2019 06 046Мила ГетоваNo ratings yet
- Proof JPEMDocument14 pagesProof JPEMAnonymous PuN1VQHqfrNo ratings yet
- Armour 1968Document6 pagesArmour 1968Jim TsikasNo ratings yet
- 1967 Pressure Loss Associated With Compressible Flow Through Square-Mesh Wire GauzesDocument13 pages1967 Pressure Loss Associated With Compressible Flow Through Square-Mesh Wire Gauzesguy vaturiNo ratings yet
- Davarpanah2018 Article IntegratedProductionLoggingTooDocument9 pagesDavarpanah2018 Article IntegratedProductionLoggingTooEhtisham Abdul RehmanNo ratings yet
- Journal of Non-Newtonian Fluid Mechanics: Guilherme Henrique Fiorot, Geraldo de Freitas MacielDocument7 pagesJournal of Non-Newtonian Fluid Mechanics: Guilherme Henrique Fiorot, Geraldo de Freitas MacielEnijad ArnautNo ratings yet
- ViscosityDocument10 pagesViscosityItoya AustineNo ratings yet
- Article 01Document8 pagesArticle 01KinnaNo ratings yet
- Breakup Length of Forced Liquid JetsDocument12 pagesBreakup Length of Forced Liquid Jetstoufik saouchiNo ratings yet
- Modeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersDocument7 pagesModeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersLucas BomfimNo ratings yet
- Computation of Developing Turbulent Flow Through A Straight Asymmetric Diffuser With Moderate Adverse Pressure GradientDocument15 pagesComputation of Developing Turbulent Flow Through A Straight Asymmetric Diffuser With Moderate Adverse Pressure Gradientgradeupp 1No ratings yet
- The Role of Rheology in Polymer ExtrusionDocument26 pagesThe Role of Rheology in Polymer Extrusionnana jangNo ratings yet
- Further On The Calculation of Friction Factors For Use in Flowing Gas Wells M. FogarasiDocument3 pagesFurther On The Calculation of Friction Factors For Use in Flowing Gas Wells M. FogarasiLibya TripoliNo ratings yet
- Petascale Direct Numerical Simulation of Turbulent Channel Flow On Up To 786K CoresDocument11 pagesPetascale Direct Numerical Simulation of Turbulent Channel Flow On Up To 786K CoresligNo ratings yet
- International Journal of Heat and Mass Transfer: J.B.R. Loureiro, A.P. Silva FreireDocument10 pagesInternational Journal of Heat and Mass Transfer: J.B.R. Loureiro, A.P. Silva FreireAbhijeet YeljaleNo ratings yet
- Experiments in Fluids Millerd, 1996Document8 pagesExperiments in Fluids Millerd, 1996Kalpana BaareNo ratings yet
- Flow Loss in Screens: A Fresh Look at Old CorrelationDocument6 pagesFlow Loss in Screens: A Fresh Look at Old CorrelationBenito.camelasNo ratings yet
- Ijmqe 180001Document8 pagesIjmqe 180001Tan TranNo ratings yet
- Flow Loss in Screens: A Fresh Look at Old CorrelationDocument6 pagesFlow Loss in Screens: A Fresh Look at Old CorrelationBenito.camelasNo ratings yet
- Numerical analysis of friction factor for a fully developed turbulent flow using keε turbulence model with enhanced wall treatmentDocument9 pagesNumerical analysis of friction factor for a fully developed turbulent flow using keε turbulence model with enhanced wall treatmentzermiNo ratings yet
- Spe 147 PaDocument8 pagesSpe 147 PaJagerstacey JagerNo ratings yet
- Wilson 1985 WindbreakDocument36 pagesWilson 1985 WindbreakumangiiNo ratings yet
- Introduction To RheologyDocument49 pagesIntroduction To RheologyMaría Anguiano SalcedoNo ratings yet
- Modern Techniques in Well DesignDocument17 pagesModern Techniques in Well DesignMonica UrbietaNo ratings yet
- 1 s2.0 000925099400495D Main PDFDocument9 pages1 s2.0 000925099400495D Main PDFAlfonso PalaciosNo ratings yet
- Spe 89 Pa PDFDocument13 pagesSpe 89 Pa PDFSteeven RezabalaNo ratings yet
- RANSE Calculations of Laminar-To-Turbulent Transition-Flow Around Sailing Yacht AppendagesDocument13 pagesRANSE Calculations of Laminar-To-Turbulent Transition-Flow Around Sailing Yacht AppendageskokahobyNo ratings yet
- 4 RiverFlow2006-shearvelocityDocument11 pages4 RiverFlow2006-shearvelocitycntNo ratings yet
- Ward-Smith (1979)Document10 pagesWard-Smith (1979)Process LibraryNo ratings yet
- The Size Separation of Particles by Screening: The The Various Tj-Pes Are Reviewed. Random PathDocument10 pagesThe Size Separation of Particles by Screening: The The Various Tj-Pes Are Reviewed. Random PathHeidy MarinnaNo ratings yet
- Capstone Project: Final ReportDocument106 pagesCapstone Project: Final ReportPanda KeeyoobNo ratings yet
- An Algorithm To Estimate Unsteady and Quasi-Steady Pressure Fields From Velocity Field MeasurementsDocument6 pagesAn Algorithm To Estimate Unsteady and Quasi-Steady Pressure Fields From Velocity Field MeasurementsHuanxiang GaoNo ratings yet
- ME 8883 Physical Properties of Paper Measurement - Lecture 10 Roughness TestsDocument59 pagesME 8883 Physical Properties of Paper Measurement - Lecture 10 Roughness TestsKristina ivanovicNo ratings yet
- Screen CalculationDocument6 pagesScreen CalculationRakesh RanjanNo ratings yet
- Ndpaper KunzDocument16 pagesNdpaper KunzEnrico LagonaNo ratings yet
- Edexcel National Certificate/Diploma Principles and Applications of Fluid Mechanics Unit 13 NQF Level 3 Outcome 4 - Dynamic Fluid Systems Tutorial 1 - Model TestingDocument12 pagesEdexcel National Certificate/Diploma Principles and Applications of Fluid Mechanics Unit 13 NQF Level 3 Outcome 4 - Dynamic Fluid Systems Tutorial 1 - Model TestingrianrureNo ratings yet
- Pressure Drop For Flow Through Packed Beds PDFDocument19 pagesPressure Drop For Flow Through Packed Beds PDFrohl55No ratings yet
- Numerical SolDocument14 pagesNumerical SolFah MatNo ratings yet
- Steady Incompressible Flow in Pressure ConduitsDocument28 pagesSteady Incompressible Flow in Pressure ConduitsRellora Mark AndreiNo ratings yet
- Operating Instructions Dusthunter Sp30 en Im0075517Document96 pagesOperating Instructions Dusthunter Sp30 en Im0075517baca88No ratings yet
- German Energy Transition - enDocument99 pagesGerman Energy Transition - enbaca88No ratings yet
- Disclosure of Elementary Feedforward Control Algorithm For Heat ExchangersDocument12 pagesDisclosure of Elementary Feedforward Control Algorithm For Heat Exchangersbaca88No ratings yet
- SolidWorks Flow Simulation Defining A Custom FanDocument6 pagesSolidWorks Flow Simulation Defining A Custom Fanbaca88No ratings yet
- 20170710100925-Lubricating Oil Purifier NAKINDocument8 pages20170710100925-Lubricating Oil Purifier NAKINAntonioAriasNo ratings yet
- Markflow Grout 2 PDFDocument3 pagesMarkflow Grout 2 PDFBharat PaintsNo ratings yet
- Rate Law Worksheet AnswersDocument6 pagesRate Law Worksheet AnswersANGELYN SANTOSNo ratings yet
- Heterogeneous Catalysis For Today's Challenges: Synthesis, Characterization and ApplicationsDocument152 pagesHeterogeneous Catalysis For Today's Challenges: Synthesis, Characterization and ApplicationsAbdulhamid AliNo ratings yet
- Thermoplastic Composites1Document90 pagesThermoplastic Composites1NounaNo ratings yet
- Of Metals: A Review: The Dynamic Plastic DeformationDocument227 pagesOf Metals: A Review: The Dynamic Plastic DeformationalirafiqNo ratings yet
- Fajan's RuleDocument14 pagesFajan's RuleJim Livingston0% (1)
- F4-Geography Pre-Mock Exam 18.08.2021Document6 pagesF4-Geography Pre-Mock Exam 18.08.2021JOHNNo ratings yet
- Thin-Film Interference - Wikipedia, The Free EncyclopediaDocument4 pagesThin-Film Interference - Wikipedia, The Free EncyclopediananotoysNo ratings yet
- Porous Carriers 2021 BROCHURE 1Document15 pagesPorous Carriers 2021 BROCHURE 1anshul2106No ratings yet
- System Dynamics and Response 1st Edition Kelly Solutions ManualDocument27 pagesSystem Dynamics and Response 1st Edition Kelly Solutions Manualsusanschroederoqdrkxtafn100% (14)
- Critical Observations During A Shut Down Audit of A PF BoilerDocument9 pagesCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768No ratings yet
- 1 s2.0 S2090447922003835 MainDocument21 pages1 s2.0 S2090447922003835 Mainkada hanafiNo ratings yet
- Codul TempDocument6 pagesCodul TempGeorge TsavdNo ratings yet
- Ohm's LawDocument29 pagesOhm's LawRon RexNo ratings yet
- Oceanos Del Mundo Ingles y EspañolDocument20 pagesOceanos Del Mundo Ingles y EspañolMiguel OrtegaNo ratings yet
- MME Group Anode BookletDocument158 pagesMME Group Anode BookletYurizki LhzNo ratings yet
- Forces Acting in A DamDocument12 pagesForces Acting in A Damfiraol temesgenNo ratings yet
- Exp 3 AbsorptionDocument18 pagesExp 3 Absorptionhasiqmal100% (1)
- (PDF) Concrete Cracks Repair Using Epoxy ResinDocument18 pages(PDF) Concrete Cracks Repair Using Epoxy ResinAakanksha SaxenaNo ratings yet
- en PS Moisture TipsTricksDocument1 pageen PS Moisture TipsTricksAndreNo ratings yet
- Materials Selection For Hydrocarbon and Chemical Plants PDFDocument425 pagesMaterials Selection For Hydrocarbon and Chemical Plants PDFchao xingNo ratings yet
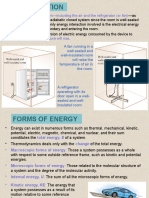
- Room-Including The Air and The Refrigerator (Or Fan)Document26 pagesRoom-Including The Air and The Refrigerator (Or Fan)denyNo ratings yet
- Hydraulic Pump ParkerDocument6 pagesHydraulic Pump Parkermecamb100% (1)
- Metric Tolerance Chart PDFDocument6 pagesMetric Tolerance Chart PDFSinan Yıldırım100% (1)
- A Review On Abrasive Wear Mechanisms of Metallic MaterialsDocument13 pagesA Review On Abrasive Wear Mechanisms of Metallic MaterialsLoJi MaLoNo ratings yet
- Module 1-Review of General ChemistryDocument17 pagesModule 1-Review of General ChemistryMicth Laica BetoyaNo ratings yet
- MCQ On MosDocument10 pagesMCQ On MosAkshayThakur0% (1)
- Lecture Diffusioninsolids PDFDocument16 pagesLecture Diffusioninsolids PDFMarvelous MataraNo ratings yet
- Concrete Masonry Design PDFDocument83 pagesConcrete Masonry Design PDFDipikaNo ratings yet