You might also like
- 4L60E SwapguideDocument3 pages4L60E Swapguideericproffitt100% (3)
- Substation Construction MethodologyDocument23 pagesSubstation Construction Methodologyhusktech67% (15)
- A Exercises SolutionsDocument13 pagesA Exercises SolutionsuxNo ratings yet
- CM Dashboard Arunachal PradeshDocument8 pagesCM Dashboard Arunachal PradeshDebashish Goswami100% (1)
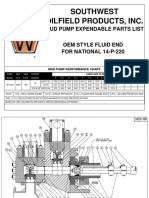
- Oem National 14-P-220 7500psiDocument9 pagesOem National 14-P-220 7500psiandrew0% (1)
- McbcomDocument72 pagesMcbcomopenjavier5208No ratings yet
- CRD MethodDocument12 pagesCRD MethodSudharsananPRSNo ratings yet
- 2019 - Effect of Heat Input On Microstructure and Mechanical Properties of Al-Mg Alloys Fabricated by WAAMDocument10 pages2019 - Effect of Heat Input On Microstructure and Mechanical Properties of Al-Mg Alloys Fabricated by WAAMsumit.nsps2003No ratings yet
- Journal Brazil 2022Document16 pagesJournal Brazil 2022lethao2011No ratings yet
- 2017-Microstructure and Mechanical Properties of Double-Wire + Arc Additively Manufactured Al-Cu-Mg AlloysDocument7 pages2017-Microstructure and Mechanical Properties of Double-Wire + Arc Additively Manufactured Al-Cu-Mg Alloyssumit.nsps2003No ratings yet
- Arc Additively Manufactured 5356 Aluminum Alloy With Cable-Type Welding Wire: Microstructure and Mechanical PropertiesDocument7 pagesArc Additively Manufactured 5356 Aluminum Alloy With Cable-Type Welding Wire: Microstructure and Mechanical PropertiesFederico Simone GobberNo ratings yet
- Sinta 5Document7 pagesSinta 5Amelia AzzuraNo ratings yet
- Article 1Document13 pagesArticle 1Tasawar HussainNo ratings yet
- Wire Arc Additive Manufacturing of ER 4043 Aluminum Alloy: Evaluation of Bead Profile, Microstructure, and Wear BehaviorDocument14 pagesWire Arc Additive Manufacturing of ER 4043 Aluminum Alloy: Evaluation of Bead Profile, Microstructure, and Wear Behaviorvasundhara singhNo ratings yet
- Microstructure and Mechanical Properties of Double-Wire + Arc-2018Document16 pagesMicrostructure and Mechanical Properties of Double-Wire + Arc-2018fereidoon marefatNo ratings yet
- Microstructure and Mechanical Properties of Wire Arc Additively Manufactured AZ80M Magnesium AlloyDocument3 pagesMicrostructure and Mechanical Properties of Wire Arc Additively Manufactured AZ80M Magnesium AlloyЛео ЖабревNo ratings yet
- Materials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengDocument9 pagesMaterials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengAnonymous 5AmJ13mLkNo ratings yet
- 1 s2.0 S0167577X22011399 MainDocument4 pages1 s2.0 S0167577X22011399 Mainlethao2011No ratings yet
- Jagesvar Verma - A Comparative Study On The Effect of Electrode On Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless SteelDocument7 pagesJagesvar Verma - A Comparative Study On The Effect of Electrode On Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless SteelWaris Nawaz KhanNo ratings yet
- Materials 13 02795 With CoverDocument14 pagesMaterials 13 02795 With CoversunanNo ratings yet
- Mechanical Properties of Wire Arc Additive Manufactured Carbon Steel Cylindrical Component Made by Gas Metal Arc Welding ProcessDocument11 pagesMechanical Properties of Wire Arc Additive Manufactured Carbon Steel Cylindrical Component Made by Gas Metal Arc Welding ProcessJJ JJNo ratings yet
- Wire Arc 1Document5 pagesWire Arc 1lethao2011No ratings yet
- 1 s2.0 S1526612521001997 MainDocument17 pages1 s2.0 S1526612521001997 MainGaurav Kishor SVNITNo ratings yet
- 45 - 5 - Taban (Butt Joint FSW Better Than Mig)Document8 pages45 - 5 - Taban (Butt Joint FSW Better Than Mig)Amar DJEDIDNo ratings yet
- Mechanical Characteristics and Microstructural Investigation of CMT Deposited Bimetallic Ss316Lsi In625 Thin Wall For WaamDocument14 pagesMechanical Characteristics and Microstructural Investigation of CMT Deposited Bimetallic Ss316Lsi In625 Thin Wall For WaamdvktrichyNo ratings yet
- At Source Management in Wire-Arc Additive Manufacturing Process For Al MG and Al-Si AlloysDocument13 pagesAt Source Management in Wire-Arc Additive Manufacturing Process For Al MG and Al-Si AlloysЛео ЖабревNo ratings yet
- Yajing Li 2022Document13 pagesYajing Li 2022ASHISH YADAVNo ratings yet
- Effect of Welding Parameters On Microstructure and Mechanical Properties of Mild Steel Components Produced by WAAMDocument16 pagesEffect of Welding Parameters On Microstructure and Mechanical Properties of Mild Steel Components Produced by WAAMNicollasNo ratings yet
- Study of Microstructure and Mechanical Properties of Aluminum Alloy Welded by MIG and TIG Welding ProcessesDocument9 pagesStudy of Microstructure and Mechanical Properties of Aluminum Alloy Welded by MIG and TIG Welding ProcessesDieter Huaman ToscanoNo ratings yet
- 2019 - Challenges Associated With The Wire Arc Additive Manufacturing (WAAM) of Aluminum AlloysDocument10 pages2019 - Challenges Associated With The Wire Arc Additive Manufacturing (WAAM) of Aluminum AlloysFernando WeisseNo ratings yet
- Liang 2015Document26 pagesLiang 2015Taguis VelascoNo ratings yet
- Murshid Imam-2017Document22 pagesMurshid Imam-2017Shine KunnathNo ratings yet
- Experimental and Finite Element Studies of StretchDocument16 pagesExperimental and Finite Element Studies of Stretchorangeideas7No ratings yet
- Metals: Strategies To Reduce Porosity in Al-Mg WAAM Parts and Their Impact On Mechanical PropertiesDocument18 pagesMetals: Strategies To Reduce Porosity in Al-Mg WAAM Parts and Their Impact On Mechanical PropertiesdietersimaNo ratings yet
- Materials: Wire Arc Additive Manufacturing of Al-Mg Alloy With The Addition of Scandium and ZirconiumDocument13 pagesMaterials: Wire Arc Additive Manufacturing of Al-Mg Alloy With The Addition of Scandium and ZirconiumAtosh Kumar SinhaNo ratings yet
- Comparative Investigation of Friction Stir WeldingDocument5 pagesComparative Investigation of Friction Stir WeldingV.v. TaguisNo ratings yet
- Crystals 13 00422 v2Document21 pagesCrystals 13 00422 v2Federico Simone GobberNo ratings yet
- Liu2019 Article EffectOfRotationalSpeedOnMicroDocument10 pagesLiu2019 Article EffectOfRotationalSpeedOnMicroImdad JalaliNo ratings yet
- 1 s2.0 S1526612521002590 MainDocument12 pages1 s2.0 S1526612521002590 MainNabeelNo ratings yet
- Aeletters 2023 8 2 3Document10 pagesAeletters 2023 8 2 3miskoscribdNo ratings yet
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDocument10 pagesEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenNo ratings yet
- Analysis of Distortion, Corrosion and Mechanical Properties of Welded ASTM A36 Steel U-Type ProfilesDocument8 pagesAnalysis of Distortion, Corrosion and Mechanical Properties of Welded ASTM A36 Steel U-Type ProfilesIJAERS JOURNALNo ratings yet
- 01-The Effects of Gas Tungsten Arch Welding On The Corrosion and Mechanical Properties of AA 6061 T6Document12 pages01-The Effects of Gas Tungsten Arch Welding On The Corrosion and Mechanical Properties of AA 6061 T6hamidouNo ratings yet
- DuanDocument9 pagesDuanAHMED SAMIR ALEMDARNo ratings yet
- An Experimental Analysis and Process Parameter Optimization On AA7075 T6-AA6061 T6 Alloy Using Friction Stir WeldingDocument10 pagesAn Experimental Analysis and Process Parameter Optimization On AA7075 T6-AA6061 T6 Alloy Using Friction Stir WeldingDHARMADURAI.P MEC-AP/AERONo ratings yet
- VideoDocument27 pagesVideoAsk ArtNo ratings yet
- 1 s2.0 S0143974X22004941 MainDocument14 pages1 s2.0 S0143974X22004941 MainJosé RiquelmeNo ratings yet
- Chang 2011Document6 pagesChang 2011ggNo ratings yet
- 10 11648 J Ajmie 20230801 12Document11 pages10 11648 J Ajmie 20230801 12Elina EsfandiariNo ratings yet
- Experimental Investigation On The Effects of ProceDocument17 pagesExperimental Investigation On The Effects of ProceHussain AlsaadyNo ratings yet
- 1 s2.0 S2215098622001562 MainDocument9 pages1 s2.0 S2215098622001562 MainJUAN DAVID PRADO CORTESNo ratings yet
- Microstructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloyDocument9 pagesMicrostructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloydietersimaNo ratings yet
- Dissimilar Material Laser Welding Between Magnesium Alloy AZ31B and Aluminum Alloy A5052 ODocument7 pagesDissimilar Material Laser Welding Between Magnesium Alloy AZ31B and Aluminum Alloy A5052 OSidhesh mishraNo ratings yet
- Metals 09 00384Document16 pagesMetals 09 00384imran rominNo ratings yet
- Experimental Analysis of Mech Properties of Aluminum AlloysDocument7 pagesExperimental Analysis of Mech Properties of Aluminum AlloysPablo AlcázarNo ratings yet
- 2022L - Revest de Resistência À Erosão Por Cavitação Usando Aço Inox e Ligas de Cobalto Depositados Por Gmaw e CW GmawDocument14 pages2022L - Revest de Resistência À Erosão Por Cavitação Usando Aço Inox e Ligas de Cobalto Depositados Por Gmaw e CW GmawIgor Alexsander Barbosa MagnoNo ratings yet
- 1 s2.0 S100363261362590X MainDocument9 pages1 s2.0 S100363261362590X MainggNo ratings yet
- Abstract. Laser Additive Manufacturing (LAM) Has BecomeDocument5 pagesAbstract. Laser Additive Manufacturing (LAM) Has BecomeASEP SUPRIATNANo ratings yet
- 10 3390@met10030320Document9 pages10 3390@met10030320Dr.K.Dilip kumarNo ratings yet
- Influence of Al2O3 Particles On The Microstructure and Mechanic - 2014 - DefenceDocument9 pagesInfluence of Al2O3 Particles On The Microstructure and Mechanic - 2014 - DefenceAscharya Shrivastava ae22m502No ratings yet
- Cerri2021 Article EffectOfTheDistanceFromBuildPlDocument12 pagesCerri2021 Article EffectOfTheDistanceFromBuildPlNiraj 93No ratings yet
- CMT of MG To AlDocument11 pagesCMT of MG To Alkarthick32mechNo ratings yet
- WAAM by HarpuneetDocument25 pagesWAAM by Harpuneethpsingh0078No ratings yet
- Materials 11 02343 PDFDocument21 pagesMaterials 11 02343 PDFSnehithNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- (IJCST-V6I1P7) :C.V. Sriram, DR Ch.V.S.Parameswara RaoDocument7 pages(IJCST-V6I1P7) :C.V. Sriram, DR Ch.V.S.Parameswara RaoEighthSenseGroupNo ratings yet
- HDPE Pipe InstallationDocument7 pagesHDPE Pipe InstallationJeferson Binay-an100% (1)
- Doppler NavigationDocument21 pagesDoppler NavigationRe-ownRe-ve100% (3)
- Convention On Cybercrime BudafestDocument26 pagesConvention On Cybercrime BudafestWinardiNo ratings yet
- Data Loss PreventionDocument24 pagesData Loss PreventionhelmaaroufiNo ratings yet
- HCF Spec 190 1.0 PDFDocument31 pagesHCF Spec 190 1.0 PDFvikulovNo ratings yet
- Tjibau Cultural CentreDocument21 pagesTjibau Cultural CentrepoojaNo ratings yet
- HIU Range Design GuideDocument24 pagesHIU Range Design Guidesachinsaklani23No ratings yet
- Reducing Tee PDFDocument4 pagesReducing Tee PDFpankrasius herbudiNo ratings yet
- MapObjects inVBNET PDFDocument34 pagesMapObjects inVBNET PDFWanly PereiraNo ratings yet
- Operating Check List For Disel Generator: Date: TimeDocument2 pagesOperating Check List For Disel Generator: Date: TimeAshfaq BilwarNo ratings yet
- Fundamentals and History of Cybernetics 2Document46 pagesFundamentals and History of Cybernetics 2izzul_125z1419No ratings yet
- Lesson Plan 2Document3 pagesLesson Plan 2api-260894328No ratings yet
- Featuring:: ISO 9001:2008 CertifiedDocument59 pagesFeaturing:: ISO 9001:2008 CertifiedClaudio AzevedoNo ratings yet
- American Standard fl7tg Installation SheetDocument2 pagesAmerican Standard fl7tg Installation SheetJonn Denver NuggetsNo ratings yet
- Ipason Product CatalogueDocument72 pagesIpason Product CatalogueithacaNo ratings yet
- CAC - Agile Certification BrochureDocument40 pagesCAC - Agile Certification BrochureAgility4AllNo ratings yet
- Cycle CountDocument58 pagesCycle CountPJ190275% (4)
- Practice Questions PneumaticsDocument13 pagesPractice Questions Pneumaticssamer07hd100% (3)
- Sorona - Product InformationDocument4 pagesSorona - Product InformationchristianNo ratings yet
- Mech Bicycle RimsDocument8 pagesMech Bicycle Rimsharish rajputNo ratings yet
- FraceDocument12 pagesFraceIra MejiaNo ratings yet
- Management Information System KFCDocument29 pagesManagement Information System KFCTamilSelvan0% (1)
- Aiwa MC CSD-A120, A140 PDFDocument35 pagesAiwa MC CSD-A120, A140 PDFRodrigo NegrelliNo ratings yet