You might also like
- Displacement Current and The Electrotonic StateDocument5 pagesDisplacement Current and The Electrotonic StateFrederick David Tombe100% (1)
- Collins AHRS 85-85E Installation Manual Rev - 6Document154 pagesCollins AHRS 85-85E Installation Manual Rev - 6Joshua Grobler100% (1)
- Production Logging TechniquesDocument44 pagesProduction Logging TechniquesTrini_thug100% (2)
- On Site Testing and PD Diagnosis of HighDocument10 pagesOn Site Testing and PD Diagnosis of Highnamsaigon316No ratings yet
- Distribution System Modeling and Analysis 3rd Kersting Solution ManualDocument28 pagesDistribution System Modeling and Analysis 3rd Kersting Solution Manualcurtissalazarfqgemtjisa100% (44)
- Measurement Uncertainty: 7 Steps To CalculateDocument14 pagesMeasurement Uncertainty: 7 Steps To Calculateerwinch100% (1)
- Lifetime Calculation 180610Document20 pagesLifetime Calculation 180610有晨余No ratings yet
- High Temperature Rock-Bed TES System Suitable For Industrial-Scale CSP Plant - CFD Analysis Under Charge/discharge Cyclic ConditionsDocument10 pagesHigh Temperature Rock-Bed TES System Suitable For Industrial-Scale CSP Plant - CFD Analysis Under Charge/discharge Cyclic Conditionspuyang48No ratings yet
- 1 s2.0 S0032591015005549 MainDocument10 pages1 s2.0 S0032591015005549 MainsanjibdsharmaNo ratings yet
- Almar 2015Document31 pagesAlmar 2015Heshan KamaljithNo ratings yet
- Energy Storage and Saving: Zhiming Xu, Jinhui Li, Zhimin HanDocument9 pagesEnergy Storage and Saving: Zhiming Xu, Jinhui Li, Zhimin Hansattar aljabairNo ratings yet
- Expermental PDFDocument11 pagesExpermental PDFAli GoliNo ratings yet
- Materials Science and Engineering ADocument6 pagesMaterials Science and Engineering ALuis Armando Hernandez MolinaNo ratings yet
- Experimental ReviewDocument5 pagesExperimental ReviewPicasoNo ratings yet
- Aplicación de Un Sistema Experto para Predecir La Conductividad Térmica de Las Rocas.Document8 pagesAplicación de Un Sistema Experto para Predecir La Conductividad Térmica de Las Rocas.Alvaro De Avila BohorquezNo ratings yet
- 1 - Thermal Conductivity of Rocks and Its Variation With Uniaxial and Triaxial StressDocument6 pages1 - Thermal Conductivity of Rocks and Its Variation With Uniaxial and Triaxial StressIfan AzizNo ratings yet
- Sorpitvity Test PDFDocument2 pagesSorpitvity Test PDFJay BhavsarNo ratings yet
- Park 2013Document9 pagesPark 2013Spoti PremiNo ratings yet
- Thin Solid Films: H. Cansizoglu, M. Yurukcu, M.F. Cansizoglu, T. KarabacakDocument7 pagesThin Solid Films: H. Cansizoglu, M. Yurukcu, M.F. Cansizoglu, T. KarabacakBhabani Sankar SwainNo ratings yet
- Numerical and Experimental Study On The Thermal Performance of The 2019 EneDocument11 pagesNumerical and Experimental Study On The Thermal Performance of The 2019 EneOrfeas AvraamNo ratings yet
- Kim2014 2Document10 pagesKim2014 2Abhijit PalNo ratings yet
- Renewable Energy: K. Sopian, M.A. Alghoul, Ebrahim M. Alfegi, M.Y. Sulaiman, E.A. MusaDocument6 pagesRenewable Energy: K. Sopian, M.A. Alghoul, Ebrahim M. Alfegi, M.Y. Sulaiman, E.A. MusaDriss ZiedNo ratings yet
- 1 s2.0 S0360544214011311 MainextDocument7 pages1 s2.0 S0360544214011311 Mainextfabio1199No ratings yet
- 1 s2.0 S0263823112003035 Main PDFDocument10 pages1 s2.0 S0263823112003035 Main PDFJohnny VillarroelNo ratings yet
- Applied Thermal Engineering: Bo Shi, Yi-Biao Wang, Kai ChenDocument7 pagesApplied Thermal Engineering: Bo Shi, Yi-Biao Wang, Kai ChenAbhijit PalNo ratings yet
- 6 Simulation of An Adsorption Solar Cooling SystemDocument8 pages6 Simulation of An Adsorption Solar Cooling SystemBranislavPetrovicNo ratings yet
- The Role Capillary Forces in The Natural State of Fractured Geothermal ReservoirsDocument10 pagesThe Role Capillary Forces in The Natural State of Fractured Geothermal ReservoirsWillianNo ratings yet
- Reator de DissoluçãoDocument7 pagesReator de DissoluçãoHenrique Martins TavaresNo ratings yet
- Rashmi 2014Document48 pagesRashmi 2014Mohd Rashid SiddiquiNo ratings yet
- Journal of Rock Mechanics and Geotechnical EngineeringDocument12 pagesJournal of Rock Mechanics and Geotechnical EngineeringAlejandra VeraNo ratings yet
- Design of Prestressed Concrete Tank A ReviewDocument3 pagesDesign of Prestressed Concrete Tank A ReviewNada AL-Sabah AlsabahNo ratings yet
- (Artigo) - A Review of Nanofluid Stability Properties and Characterization in Stationary Conditions - GHADIMI 2011Document18 pages(Artigo) - A Review of Nanofluid Stability Properties and Characterization in Stationary Conditions - GHADIMI 2011Géssica PalaoroNo ratings yet
- Sustainable Marine Structures - Volume 04 - Issue 02 - July 2022Document61 pagesSustainable Marine Structures - Volume 04 - Issue 02 - July 2022Bilingual PublishingNo ratings yet
- Intitled 764920Document11 pagesIntitled 764920tekkhawkNo ratings yet
- Interaccion Suelo MasslessDocument12 pagesInteraccion Suelo MasslessMauricio CGNo ratings yet
- Renewable Energy: Wei Chen, Man QuDocument8 pagesRenewable Energy: Wei Chen, Man QussddaafafNo ratings yet
- Ilovepdf MergedDocument13 pagesIlovepdf MergedMadhu CkNo ratings yet
- 1 s2.0 S0038092X23006266 MainDocument12 pages1 s2.0 S0038092X23006266 MainWilliam Rolando Miranda ZamoraNo ratings yet
- Coke Descending BehaviourDocument6 pagesCoke Descending BehaviourUdipto ThakurNo ratings yet
- J Mineng 2009 03 011 PDFDocument15 pagesJ Mineng 2009 03 011 PDFRizky Adi FirdausNo ratings yet
- Physics Letters A: M. Hassan, M. Marin, Abdullah Alsharif, R. EllahiDocument5 pagesPhysics Letters A: M. Hassan, M. Marin, Abdullah Alsharif, R. Ellahisivasu1980aNo ratings yet
- Allegrini 2013Document12 pagesAllegrini 2013Naeem owaisNo ratings yet
- (2003) CST A ReviewDocument31 pages(2003) CST A ReviewAmmara RiazNo ratings yet
- Application of Bousinesq's and Westergaard's Formulae in Analysing Foundation Stress Distribution For A Failed Telecommunication MastDocument7 pagesApplication of Bousinesq's and Westergaard's Formulae in Analysing Foundation Stress Distribution For A Failed Telecommunication MastJoshua Ian Gallardo AbanNo ratings yet
- Thin-Walled Structures: H.E. Estekanchi, M. AlembagheriDocument10 pagesThin-Walled Structures: H.E. Estekanchi, M. AlembagheriZainNo ratings yet
- A Numerical Assessment of Jetty Side Support SystemDocument14 pagesA Numerical Assessment of Jetty Side Support SystemseptiaNo ratings yet
- Evaporation Analysis in Sintered Wick MicrostructuresDocument13 pagesEvaporation Analysis in Sintered Wick MicrostructuresArley Salazar HincapieNo ratings yet
- 2013 TaDocument9 pages2013 TaFernando BriceñoNo ratings yet
- A Multi-Stage Triaxial Testing Procedure For Low Permeable Geomaterials Applied To Opalinus ClayDocument12 pagesA Multi-Stage Triaxial Testing Procedure For Low Permeable Geomaterials Applied To Opalinus ClayRodrigo Ferraz LopesNo ratings yet
- Thermal Property of Cement PasteDocument18 pagesThermal Property of Cement PasteVipul SinghNo ratings yet
- Ijser: Nano Fluids and Heat Transfer Enhancement A ReviewDocument7 pagesIjser: Nano Fluids and Heat Transfer Enhancement A ReviewSaiNo ratings yet
- Thin-Walled Structures: A. Sabik, I. KrejaDocument15 pagesThin-Walled Structures: A. Sabik, I. KrejaGeethika KadhamNo ratings yet
- Wu 2016Document14 pagesWu 2016Bharti KashyapNo ratings yet
- Effect of Upstream Ramp On Film-Cooling EffectivenessDocument6 pagesEffect of Upstream Ramp On Film-Cooling EffectivenessWARSE JournalsNo ratings yet
- Carbon Nanotubes Based Thermal Distribution and Transfer Bus System For 1U CubesatsDocument9 pagesCarbon Nanotubes Based Thermal Distribution and Transfer Bus System For 1U CubesatsBryanda RoNo ratings yet
- ValuesDocument20 pagesValuesBS GOURISARANNo ratings yet
- Effect of Surface Characteristics and Catalyst Loaded Amount On Hydrogen Storage in Carbon NanotubesDocument8 pagesEffect of Surface Characteristics and Catalyst Loaded Amount On Hydrogen Storage in Carbon NanotubesMohammad Javad TavakkoliNo ratings yet
- Design and Development of Heat ExchangerDocument6 pagesDesign and Development of Heat ExchangerInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Seismic StabilityanalysisofgravityretainingwallsDocument5 pagesSeismic StabilityanalysisofgravityretainingwallsDita Putri SaraswatiNo ratings yet
- Comparative Studies On Heat Transfer and Fluid Flow in Cored Brick and Pebble Bed HeatersDocument10 pagesComparative Studies On Heat Transfer and Fluid Flow in Cored Brick and Pebble Bed Heatersramakrishna.goliNo ratings yet
- Performance Investigation of Solar Water Heating System Using Nano UidsDocument6 pagesPerformance Investigation of Solar Water Heating System Using Nano UidsMECHANICAL ENGINEERINGNo ratings yet
- Scaling of Cavitation Erosion Progression With Cavitation Intensity and Cavitation SourceDocument9 pagesScaling of Cavitation Erosion Progression With Cavitation Intensity and Cavitation SourceOlha ZvirkoNo ratings yet
- Convective Drying of An Individual Iron Ore Pellet - Analysis With CFDDocument9 pagesConvective Drying of An Individual Iron Ore Pellet - Analysis With CFDArtur CunhaNo ratings yet
- ShevyakovaDocument10 pagesShevyakovawilliam321321No ratings yet
- Analysis of Time-Dependent Deformation in Tunnels Using The Convergnece-Confinement MethodDocument20 pagesAnalysis of Time-Dependent Deformation in Tunnels Using The Convergnece-Confinement Methodalejandra castañedaNo ratings yet
- Wadsworth-2017-Topological Inversions in CoaleDocument6 pagesWadsworth-2017-Topological Inversions in Coale旭康 鲁No ratings yet
- Enhancing Mixing of Particles by Baf Es in A Rotating Drum MixerDocument10 pagesEnhancing Mixing of Particles by Baf Es in A Rotating Drum MixerWILLIAM CAMILO ESPINOSA ROJASNo ratings yet
- Simple Imaging System To Measure Velocity and ImprDocument18 pagesSimple Imaging System To Measure Velocity and ImprWILLIAM CAMILO ESPINOSA ROJASNo ratings yet
- A Discrete Element Model For Simulation of A SpinnDocument39 pagesA Discrete Element Model For Simulation of A SpinnWILLIAM CAMILO ESPINOSA ROJASNo ratings yet
- EuropianscienseDocument7 pagesEuropianscienseWILLIAM CAMILO ESPINOSA ROJASNo ratings yet
- Enhancing Mixing of Particles by Baf Es in A Rotating Drum MixerDocument10 pagesEnhancing Mixing of Particles by Baf Es in A Rotating Drum MixerWILLIAM CAMILO ESPINOSA ROJASNo ratings yet
- Design and Fabrication of PortableDocument7 pagesDesign and Fabrication of PortableWILLIAM CAMILO ESPINOSA ROJASNo ratings yet
- Phys1001 2010Document2 pagesPhys1001 2010LUI MAN KITNo ratings yet
- Trigonometric Ratios & Identities: Compound AnglesDocument44 pagesTrigonometric Ratios & Identities: Compound AnglesTanvir ShafalNo ratings yet
- 3bhs823693 Zab E11 D Megastar TC SW Amc TableDocument99 pages3bhs823693 Zab E11 D Megastar TC SW Amc TablesepulcrijkdNo ratings yet
- Spheroidal Values For BLLM No. 1: Converting Local Grid To Local Geographic PositionDocument21 pagesSpheroidal Values For BLLM No. 1: Converting Local Grid To Local Geographic PositionDaniel TaylorNo ratings yet
- Applied 2 PE244 DR Mohammed Fadel PDFDocument339 pagesApplied 2 PE244 DR Mohammed Fadel PDFعبدالحميد العرفيNo ratings yet
- Smart Power Grid SystemDocument64 pagesSmart Power Grid SystemNikhil GawandeNo ratings yet
- Instrumentation & Measurements Lec 7Document14 pagesInstrumentation & Measurements Lec 7Usman AliNo ratings yet
- Investigation of Aircraft Landing in Variable Wind Fields: Nasa Contractor 3073Document93 pagesInvestigation of Aircraft Landing in Variable Wind Fields: Nasa Contractor 3073John CenaNo ratings yet
- EN - General Formulas PDFDocument108 pagesEN - General Formulas PDFGasmi KrNo ratings yet
- Chem ImpDocument19 pagesChem Imparunimapll98No ratings yet
- Volume - Prisms and Cylinders: Find the volume of each shape. Round your answer to two decimal places. (use π = 3.14)Document2 pagesVolume - Prisms and Cylinders: Find the volume of each shape. Round your answer to two decimal places. (use π = 3.14)inoubliable GoldNo ratings yet
- Physics106 Lecture02Document28 pagesPhysics106 Lecture02Popo MegaNo ratings yet
- Set 5Document2 pagesSet 5Olliver Ceni de OliveiraNo ratings yet
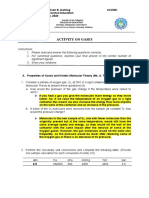
- Dahilog Chemistry Activity On Gas LawsDocument7 pagesDahilog Chemistry Activity On Gas LawsYbur Clieve Olsen DahilogNo ratings yet
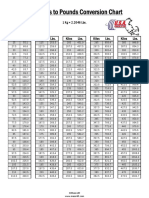
- Kilos To PoundsDocument1 pageKilos To PoundsAnonymous IqAZHukNo ratings yet
- University of Anbar College of EngineeringDocument38 pagesUniversity of Anbar College of EngineeringNahidur RahmanNo ratings yet
- ESP1111 Week-8 Convection 2022Document21 pagesESP1111 Week-8 Convection 2022Milim NavaNo ratings yet
- Radiation Physics By. MCSRRTDocument39 pagesRadiation Physics By. MCSRRTAngelica Montalbo NavaNo ratings yet
- Physics IX Paper I (B) Answer KeyDocument9 pagesPhysics IX Paper I (B) Answer KeyHaseeb MirzaNo ratings yet
- G12 Physics Pre Board - 1 QP With SolutionsDocument25 pagesG12 Physics Pre Board - 1 QP With SolutionsSreshta ReddyNo ratings yet
- Free Fall ActivityDocument2 pagesFree Fall ActivityJenny LaynoNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionDocument38 pagesAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZNo ratings yet
- OLGA Simulation ResultsDocument8 pagesOLGA Simulation ResultsSabrina Rahmi AdiyarNo ratings yet