You might also like
- Turbine Main Engines: The Commonwealth and International Library: Marine Engineering DivisionFrom EverandTurbine Main Engines: The Commonwealth and International Library: Marine Engineering DivisionRating: 5 out of 5 stars5/5 (4)
- Refrigeration Component Spare Parts Catalogue 23-09-2010Document87 pagesRefrigeration Component Spare Parts Catalogue 23-09-2010Iskandar FirdausNo ratings yet
- Power Team RP-Series Cylinders - CatalogDocument1 pagePower Team RP-Series Cylinders - CatalogTitanplyNo ratings yet
- Drawing 2000 MM - PT Trans Power Shaft 6.5 InchiDocument1 pageDrawing 2000 MM - PT Trans Power Shaft 6.5 InchimadpethalNo ratings yet
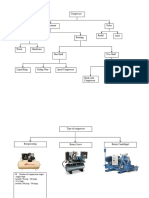
- CompressorDocument2 pagesCompressorAmira JasminNo ratings yet
- 310-19 Fluxometro HelvexDocument2 pages310-19 Fluxometro Helvexsamaelkelebra67% (3)
- HA 1 0VSO Series Variable Displacement Pump: C S W A e N oDocument68 pagesHA 1 0VSO Series Variable Displacement Pump: C S W A e N ojose salvadorNo ratings yet
- Ehb ml14xp1-230 2011Document12 pagesEhb ml14xp1-230 2011Cesar Emmanuel Diaz GonzalezNo ratings yet
- BF#3 100T WinchDocument5 pagesBF#3 100T WinchT V KANNANNo ratings yet
- Cam Clutch BR-HT Tltr2Document8 pagesCam Clutch BR-HT Tltr2dillipsh123No ratings yet
- 1 SRP FundamentalDocument50 pages1 SRP FundamentalAiham AltayehNo ratings yet
- Vane PumpDocument8 pagesVane Pumpramchandra rao deshpande100% (1)
- PLT-2011-F063-Form Pemeriksaan Attachment BulldozerDocument1 pagePLT-2011-F063-Form Pemeriksaan Attachment BulldozerARDI_UMNo ratings yet
- Piston Pumps: "A" Series Piston Pumps Variable Displacement-Single, Double, Variable / Fixed DoubleDocument91 pagesPiston Pumps: "A" Series Piston Pumps Variable Displacement-Single, Double, Variable / Fixed DoubleCARLOS RAMIREZNo ratings yet
- MC Gill Cam Follower BearingsDocument2 pagesMC Gill Cam Follower BearingsRaphael RezendeNo ratings yet
- 2196LFDocument3 pages2196LFapoNo ratings yet
- Split Case PDFDocument8 pagesSplit Case PDFnitin lagejuNo ratings yet
- Temporary Control Valve For Steam Blowing Temporary Valve: #1 VHP Drum SH SH HP #2 VHP Drum SH SHDocument1 pageTemporary Control Valve For Steam Blowing Temporary Valve: #1 VHP Drum SH SH HP #2 VHP Drum SH SHzhangNo ratings yet
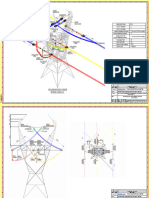
- SituacijaDocument1 pageSituacijaVladislav MarkovicNo ratings yet
- Kinetic PumpsDocument17 pagesKinetic Pumpsshady mohamedNo ratings yet
- Mechanical Spring MEDocument89 pagesMechanical Spring MEimranNo ratings yet
- Daily Inspection Sheet BigDigger - Rev1Document5 pagesDaily Inspection Sheet BigDigger - Rev1Rifki Saeful MNo ratings yet
- Madatory Tools PDFDocument14 pagesMadatory Tools PDFjaggi7921No ratings yet
- g3.. Gear Pump..Re10039Document10 pagesg3.. Gear Pump..Re10039vijayramchandra88No ratings yet
- 1639-U-005 - R05 Datasheet Latest DatasheetDocument4 pages1639-U-005 - R05 Datasheet Latest DatasheetHEMANTNo ratings yet
- Ch9Rotation CircuitDocument8 pagesCh9Rotation CircuitManuelNo ratings yet
- Elephant SP Type GMRSP Braking Force Up To 16.000 NDocument2 pagesElephant SP Type GMRSP Braking Force Up To 16.000 Nralish12No ratings yet
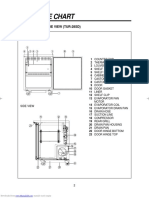
- Feature Chart: 1-1. Front View/Side View (Tur-28Sd)Document1 pageFeature Chart: 1-1. Front View/Side View (Tur-28Sd)FBFDNNo ratings yet
- Microsoft PowerPoint - ECM660 III ADocument48 pagesMicrosoft PowerPoint - ECM660 III AJannie van Staden100% (1)
- Elom-35q-419 R4Document1 pageElom-35q-419 R4ariyakkannaa0% (1)
- Pages From WARMAN PUMP-maintenance-manual 3Document1 pagePages From WARMAN PUMP-maintenance-manual 3mohadeseroustaNo ratings yet
- 1PF2G Stare Zupcaste PumpeDocument10 pages1PF2G Stare Zupcaste PumpeZlatan Đulbić100% (1)
- Diagram Alir Pabrik Formaldehyde Proses Silver Catalyst Kapasitas 31.500 Ton/TahunDocument1 pageDiagram Alir Pabrik Formaldehyde Proses Silver Catalyst Kapasitas 31.500 Ton/TahunDellaNo ratings yet
- Flash Separator Salt Tank DowncomerDocument5 pagesFlash Separator Salt Tank DowncomerPalmério CarvalhoNo ratings yet
- Drawing Daf-70Document5 pagesDrawing Daf-70wahyu hidayatNo ratings yet
- 36 NOV-DEC 7944 Lo ResDocument24 pages36 NOV-DEC 7944 Lo ResRiverland Welding and Tool SuppliesNo ratings yet
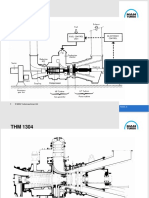
- THM DesignDocument16 pagesTHM DesignEdvard James100% (1)
- PipingDocument19 pagesPipingsadmannoor56No ratings yet
- Startup Clean UpDocument18 pagesStartup Clean Upsameer betalNo ratings yet
- N999 Spec SheetDocument2 pagesN999 Spec SheetJavier GarciaNo ratings yet
- CP 3800 - 988 AlexDocument6 pagesCP 3800 - 988 AlexMahmoudNo ratings yet
- H1 Series PumpDocument34 pagesH1 Series Pumpgerallazo29No ratings yet
- Taillift Types Slider Lifts: Pos Code DescriptionDocument9 pagesTaillift Types Slider Lifts: Pos Code DescriptiontecnicomanelNo ratings yet
- Yuken ADocument92 pagesYuken ALuis Enrique López LeónNo ratings yet
- Packaged Air Conditioner Rooftop B Series: Technical ManualDocument93 pagesPackaged Air Conditioner Rooftop B Series: Technical ManualJf OngNo ratings yet
- ISO 10628 PFD Legend SheetDocument4 pagesISO 10628 PFD Legend SheetPrathmesh GujaratiNo ratings yet
- Ficha Tecnica PentaxDocument9 pagesFicha Tecnica PentaxMauricio BejaranoNo ratings yet
- Gen.0000000006219 Rev A 2021 Fs Oil Air Coil Token Spec SpanishDocument25 pagesGen.0000000006219 Rev A 2021 Fs Oil Air Coil Token Spec SpanishAriel LarzábalNo ratings yet
- JUMPER - TRANSPOSITION ARRANGEMENT C+0 Final - DWG (13.07.23)Document2 pagesJUMPER - TRANSPOSITION ARRANGEMENT C+0 Final - DWG (13.07.23)Raj Kiran GunduNo ratings yet
- Super Critical Boiler : Construction and WorkingDocument62 pagesSuper Critical Boiler : Construction and WorkingSai Krishna100% (1)
- Guia de Instalacion Compresores MTZDocument16 pagesGuia de Instalacion Compresores MTZ16016873No ratings yet
- York R Series PartsDocument18 pagesYork R Series PartsMike ErftmierNo ratings yet
- Pure Precision Sure Performance: Precision-Made Hydraulic SealsDocument3 pagesPure Precision Sure Performance: Precision-Made Hydraulic SealshufuentsNo ratings yet
- Pump HouseDocument1 pagePump HouseFerry LubisNo ratings yet
- 65-1501 Victor Equipos OxicombustibleDocument6 pages65-1501 Victor Equipos OxicombustiblecarlosNo ratings yet
- Poster Flender Tech1Document1 pagePoster Flender Tech1Ahmed BnziNo ratings yet
- KANA Roller Chains: KANA40-RP 240 Links 10ft 3mDocument1 pageKANA Roller Chains: KANA40-RP 240 Links 10ft 3mMuhammadNo ratings yet
- McQuay M5RT Technical Manual RusDocument93 pagesMcQuay M5RT Technical Manual RusLeonardusNo ratings yet
- Chainkana en PDFDocument1 pageChainkana en PDFMuhammadNo ratings yet
- Catalog Page'No: Assemblv: HERCULES 291771DDocument1 pageCatalog Page'No: Assemblv: HERCULES 291771DWaheed UddinNo ratings yet
- Ireme Vol 13 N 7Document68 pagesIreme Vol 13 N 7jcampos@e2energiaeficiente.comNo ratings yet
- 0385004362Document200 pages0385004362usriko9999No ratings yet
- SHPP GL CHextras - FullDocument708 pagesSHPP GL CHextras - FullLuis Faustino Rodriguez LopezNo ratings yet
- Personal Monitoring ServicesDocument71 pagesPersonal Monitoring Services212mp009No ratings yet
- Technical Data Sheet GMB24-3Document3 pagesTechnical Data Sheet GMB24-3Caio ValérioNo ratings yet
- Davis Lynch PDFDocument32 pagesDavis Lynch PDFDonna GrayNo ratings yet
- Chandelier LightDocument2 pagesChandelier LightRazif RoslanNo ratings yet
- AppliedDocument619 pagesAppliedLau GVNo ratings yet
- P1 4 Generating Electricity Standard QuestionsDocument100 pagesP1 4 Generating Electricity Standard QuestionsjesudassajNo ratings yet
- TRNG-6 Potential TransformerDocument37 pagesTRNG-6 Potential TransformerbaoHVLABNo ratings yet
- PROSIS Part Information: ORING AS-261 171.3x3.53Document2 pagesPROSIS Part Information: ORING AS-261 171.3x3.53Hendry PardedeNo ratings yet
- Model AD330-6: DIESEL GENERATING SET 480/277V, 440/254V, 380/220V, 220/127V-60 Hz-3 PhaseDocument4 pagesModel AD330-6: DIESEL GENERATING SET 480/277V, 440/254V, 380/220V, 220/127V-60 Hz-3 PhaseJonathan CastilloNo ratings yet
- Cot DLP Science 7Document14 pagesCot DLP Science 7Janry Nino CaisedoNo ratings yet
- Final LiteratureDocument17 pagesFinal Literatureak9922No ratings yet
- Design Check List Section VIII, Division 1: Drawing + Bill of Material (BOM)Document2 pagesDesign Check List Section VIII, Division 1: Drawing + Bill of Material (BOM)shazanNo ratings yet
- SY Mech Thermo Chapter 1 ConceptsDocument57 pagesSY Mech Thermo Chapter 1 Conceptsananyag396No ratings yet
- HMT Notes PDFDocument40 pagesHMT Notes PDFSenthil Kumar Subramanian50% (2)
- Pressure Regulator of CNG Vehicles: National Standard of The People's Republic of ChinaDocument9 pagesPressure Regulator of CNG Vehicles: National Standard of The People's Republic of ChinaSarwat Naim SiddiquiNo ratings yet
- Qsk19 Mcrs Performance Curves Fr4609 755 1800 08may2013-PcDocument3 pagesQsk19 Mcrs Performance Curves Fr4609 755 1800 08may2013-Pckman548No ratings yet
- CHM 1045 Chapter 1 Worksheet - AnswersDocument4 pagesCHM 1045 Chapter 1 Worksheet - AnswersLarry MolinerosNo ratings yet
- Chapter 18 Class 10th PDFDocument9 pagesChapter 18 Class 10th PDFMuneer KaleriNo ratings yet
- Manual Flowserve PumpsDocument32 pagesManual Flowserve PumpsDerry KurniawanNo ratings yet
- FreightlinerCascadiaBPHSdiagnosticsguide9 27 2018 PDFDocument47 pagesFreightlinerCascadiaBPHSdiagnosticsguide9 27 2018 PDFChazaq celestino100% (2)
- Marine Diesel EnginesDocument44 pagesMarine Diesel EnginesArmando Alvarado Araujo100% (2)
- Red Bull: Building Brand Equity in A Non-Traditional Way: BY: Kamarul Ariffin Nadhirah Noorazlin Binti AniDocument72 pagesRed Bull: Building Brand Equity in A Non-Traditional Way: BY: Kamarul Ariffin Nadhirah Noorazlin Binti AniUdevir SinghNo ratings yet
- Onion DehydrationDocument16 pagesOnion DehydrationGourav TailorNo ratings yet
- Chapter 2 Force and MotionDocument26 pagesChapter 2 Force and MotionAdsham75% (4)
- Fiji WaterDocument31 pagesFiji WaterShawn M. Aly67% (3)
- Ee2305 Set 1Document3 pagesEe2305 Set 1kaliappan45490No ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- A Pathway to Decarbonise the Shipping Sector by 2050From EverandA Pathway to Decarbonise the Shipping Sector by 2050No ratings yet
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsFrom EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsNo ratings yet
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsFrom EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsRating: 4.5 out of 5 stars4.5/5 (2)
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceFrom EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNo ratings yet
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!From EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!No ratings yet
- Grid-Scale Energy Storage Systems and ApplicationsFrom EverandGrid-Scale Energy Storage Systems and ApplicationsFu-Bao WuNo ratings yet
- Carbon Capture, Utilization, and Storage Game Changers in Asia: 2020 Compendium of Technologies and EnablersFrom EverandCarbon Capture, Utilization, and Storage Game Changers in Asia: 2020 Compendium of Technologies and EnablersRating: 4.5 out of 5 stars4.5/5 (2)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerFrom EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNo ratings yet
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- The Way Home: Tales from a life without technologyFrom EverandThe Way Home: Tales from a life without technologyRating: 4 out of 5 stars4/5 (45)
- Global Landscape of Renewable Energy FinanceFrom EverandGlobal Landscape of Renewable Energy FinanceNo ratings yet
- DIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionFrom EverandDIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionRating: 5 out of 5 stars5/5 (1)
- Biogas Production: Pretreatment Methods in Anaerobic DigestionFrom EverandBiogas Production: Pretreatment Methods in Anaerobic DigestionNo ratings yet
- Industrial Waste Treatment HandbookFrom EverandIndustrial Waste Treatment HandbookRating: 5 out of 5 stars5/5 (1)
- Practical Methods for Analysis and Design of HV Installation Grounding SystemsFrom EverandPractical Methods for Analysis and Design of HV Installation Grounding SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- ISO 50001: A strategic guide to establishing an energy management systemFrom EverandISO 50001: A strategic guide to establishing an energy management systemNo ratings yet
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet