You might also like
- J Jhazmat 2008 02 013Document5 pagesJ Jhazmat 2008 02 013mohammadmehdiarabmokhtari7878No ratings yet
- Roll Type - Versus - Free Fall - Electrostatic20160127 20216 1qotrprDocument5 pagesRoll Type - Versus - Free Fall - Electrostatic20160127 20216 1qotrprlaurNo ratings yet
- Ivanyi 2011 J. Phys. Conf. Ser. 268 012010Document15 pagesIvanyi 2011 J. Phys. Conf. Ser. 268 012010manikandanNo ratings yet
- Journal of Environmental Management: Jeongdong Choi, Youngho AhnDocument7 pagesJournal of Environmental Management: Jeongdong Choi, Youngho AhnAditya KumarNo ratings yet
- Granular Size and Shape Effect On Electrostatics in Pneumatic Conveying SystemsDocument18 pagesGranular Size and Shape Effect On Electrostatics in Pneumatic Conveying SystemsValeria Rodriguez CaspitoNo ratings yet
- D3756-97 (2010) Standard Test Method For EvaluationDocument6 pagesD3756-97 (2010) Standard Test Method For Evaluationastewayb_964354182No ratings yet
- Use of Split-Disk Tests For The Process Parameters-Kaynak2005Document8 pagesUse of Split-Disk Tests For The Process Parameters-Kaynak2005houcinejNo ratings yet
- Gas-Liquid Mass Transfer in Bubble Column and Oscillatory Baf Ed Column Using Electrical Resistance Tomography (ERT)Document5 pagesGas-Liquid Mass Transfer in Bubble Column and Oscillatory Baf Ed Column Using Electrical Resistance Tomography (ERT)rajuvadlakondaNo ratings yet
- Dispersion of Carbon Blacks and Their InfluenceDocument4 pagesDispersion of Carbon Blacks and Their InfluenceAmal JainNo ratings yet
- Characterization of Colloidal Particles Using Electrical Impe 2015 ProcediaDocument7 pagesCharacterization of Colloidal Particles Using Electrical Impe 2015 ProcediaTân HoàngNo ratings yet
- Pathways For The Degradation of Organic Photovoltaic p3ht PCBM Based DevicesDocument7 pagesPathways For The Degradation of Organic Photovoltaic p3ht PCBM Based DevicesNevena CelicNo ratings yet
- Mingkai Mu - New Core Loss Measurement Method For High-Frequency Magnetic MaterialsDocument8 pagesMingkai Mu - New Core Loss Measurement Method For High-Frequency Magnetic MaterialsNeha RajputNo ratings yet
- Applsci 12 03915Document12 pagesApplsci 12 03915MC BEKA ChockoNo ratings yet
- A Nanostructural Design To Produce High-Strength Al Alloys With Enhanced Electrical ConductivityDocument4 pagesA Nanostructural Design To Produce High-Strength Al Alloys With Enhanced Electrical ConductivityNila Rosmir Flores Soto Flores SotoNo ratings yet
- Research 2Document8 pagesResearch 2SYED HAMZA ALINo ratings yet
- Two Stage Electrostatic Separator For THDocument6 pagesTwo Stage Electrostatic Separator For THlaurNo ratings yet
- Operando: Improving The Fundamental Understanding of Batteries Via MeasurementsDocument1 pageOperando: Improving The Fundamental Understanding of Batteries Via MeasurementsdfdffNo ratings yet
- Insulation Coordination of HV Lines Resumo Alargado - Linhas Aereas - Final PDFDocument6 pagesInsulation Coordination of HV Lines Resumo Alargado - Linhas Aereas - Final PDFEdward Baleke SsekulimaNo ratings yet
- Sizing and Costing of Electrostatic PrecipitatorsDocument15 pagesSizing and Costing of Electrostatic PrecipitatorsAbdulkadir DhanerawalaNo ratings yet
- Improving Power Efficiencies in Polymer-Polymer Blend PhotovoltaicsDocument9 pagesImproving Power Efficiencies in Polymer-Polymer Blend PhotovoltaicsAde Novianti Ngesti RahayuNo ratings yet
- Understanding The Calendering Processability of Li (Ni0.33Mn0.33Co0.33) O2-Based CathodesDocument11 pagesUnderstanding The Calendering Processability of Li (Ni0.33Mn0.33Co0.33) O2-Based CathodesMDRNo ratings yet
- Zaludek 2020 IOP Conf. Ser. Mater. Sci. Eng. 726 012016Document8 pagesZaludek 2020 IOP Conf. Ser. Mater. Sci. Eng. 726 012016Salagrama AbhinavNo ratings yet
- Zhu 2024 J. Phys. Conf. Ser. 2680 012034Document7 pagesZhu 2024 J. Phys. Conf. Ser. 2680 012034765257795No ratings yet
- Progress in Organic Coatings: Brennan M. Bailey, Yves Leterrier, S.J. Garcia, S. Van Der Zwaag, Véronique MichaudDocument10 pagesProgress in Organic Coatings: Brennan M. Bailey, Yves Leterrier, S.J. Garcia, S. Van Der Zwaag, Véronique MichaudNastase OanaNo ratings yet
- Metodo Astm d1822Document10 pagesMetodo Astm d1822Ing Ipn VbaNo ratings yet
- High Voltage Engineering and Testing 2nd Edition BDocument2 pagesHigh Voltage Engineering and Testing 2nd Edition Bramudu sunkaraNo ratings yet
- Ageing and Failure Modes of IGBT Modules inDocument11 pagesAgeing and Failure Modes of IGBT Modules innidhalNo ratings yet
- 2012 Hughes JrnlElectrochemSoc DurabilityTestingSOCCurrentSwitchingDocument7 pages2012 Hughes JrnlElectrochemSoc DurabilityTestingSOCCurrentSwitchingAndres CamposNo ratings yet
- Tu, Art 2018, Electrostatic PrecipitationDocument11 pagesTu, Art 2018, Electrostatic PrecipitationAlejandra TreviñosNo ratings yet
- Electronics: Robust Design Optimization of Electrical Machines and DevicesDocument4 pagesElectronics: Robust Design Optimization of Electrical Machines and Devicessaidoune abdelmalekNo ratings yet
- 1 s2.0 S2405829723000235 MainDocument13 pages1 s2.0 S2405829723000235 MainDaniela JosepettiNo ratings yet
- Performance Evaluation of Standard Cyclone SeparatorsDocument18 pagesPerformance Evaluation of Standard Cyclone SeparatorsAbdulrahim SegirNo ratings yet
- PRE - Melting Freezing Dipole SystemsDocument13 pagesPRE - Melting Freezing Dipole SystemsramazanNo ratings yet
- A Guideline For Reporting Performance Metrics With Electrochemical Capacitors: From Electrode Materials To Full DevicesDocument2 pagesA Guideline For Reporting Performance Metrics With Electrochemical Capacitors: From Electrode Materials To Full DevicesFabiana AzevedoNo ratings yet
- Computer Vision-Based Automatic Rod-Insulator Defect Detection in High-Speed Railway Catenary SystemDocument15 pagesComputer Vision-Based Automatic Rod-Insulator Defect Detection in High-Speed Railway Catenary SystemJabezNo ratings yet
- Science Behind Eddy Current and Remote Field Testing Condenser and Heat Exchanger TubingDocument6 pagesScience Behind Eddy Current and Remote Field Testing Condenser and Heat Exchanger Tubingantant3052No ratings yet
- Multiphysics Simulation of The Effect of Compressed Separa - 2024 - Solid StateDocument10 pagesMultiphysics Simulation of The Effect of Compressed Separa - 2024 - Solid Statemosab.backkupNo ratings yet
- Characterizing Aging Effects of Lithium Ion Batteries by Impedance SpectrosDocument9 pagesCharacterizing Aging Effects of Lithium Ion Batteries by Impedance SpectrosGiova RossiNo ratings yet
- Impedance Spectroscopy of Reactive Polymers. An Improved Experimental Procedure Measurement Effective ResistivityDocument4 pagesImpedance Spectroscopy of Reactive Polymers. An Improved Experimental Procedure Measurement Effective ResistivityAlcides QuispeNo ratings yet
- Energy: S. Kelly, G. Tsatsaronis, T. MorosukDocument8 pagesEnergy: S. Kelly, G. Tsatsaronis, T. MorosukmechveenaNo ratings yet
- Chemical Engineering Science: W. Hu, K. Hadler, S.J. Neethling, J.J. CilliersDocument10 pagesChemical Engineering Science: W. Hu, K. Hadler, S.J. Neethling, J.J. CilliersacetilenNo ratings yet
- Study On Time Dependent Dielectric BreakdownDocument4 pagesStudy On Time Dependent Dielectric Breakdown전종욱No ratings yet
- Composite Insulators Profile Optimization Using Particle Swarm Algorithm and Finite Element MethodDocument6 pagesComposite Insulators Profile Optimization Using Particle Swarm Algorithm and Finite Element MethodFernando SantanaNo ratings yet
- ICEANS Article2Document8 pagesICEANS Article2bardadi mahaNo ratings yet
- Fault Diagnosis of Power Transformer Based On Fault-Tree Analysis (FTA)Document8 pagesFault Diagnosis of Power Transformer Based On Fault-Tree Analysis (FTA)cesarNo ratings yet
- Pant Et Al - 2018 - Development of A Simple and Rapid Diagnostic Method For Polymer-ElectrolyteDocument8 pagesPant Et Al - 2018 - Development of A Simple and Rapid Diagnostic Method For Polymer-ElectrolyteLalit PantNo ratings yet
- Iaea CN 115 29Document6 pagesIaea CN 115 29Rennya BhaskaranNo ratings yet
- Condition and Life Assessment of Transformers With Specific Application To Power Station TransformersDocument10 pagesCondition and Life Assessment of Transformers With Specific Application To Power Station TransformerseetestingmehNo ratings yet
- HV Discharges To Material FragmentationDocument12 pagesHV Discharges To Material Fragmentationmax_ingNo ratings yet
- Analysis of Performance Degradation During Steady-State and Load-Thermal Cycles of Proton Exchange Membrane Water Electrolysis CellsDocument12 pagesAnalysis of Performance Degradation During Steady-State and Load-Thermal Cycles of Proton Exchange Membrane Water Electrolysis CellsMarcello SaviniNo ratings yet
- IEEE1993 StatisticsDocument13 pagesIEEE1993 StatisticsTANMAY NAYAKNo ratings yet
- Electroestatic Separetor PDFDocument7 pagesElectroestatic Separetor PDFRodrigo GilNo ratings yet
- M01-D22-A1, VDJFLDKSLFDM, Gcmbknkjvjfdvjfdlkfvldiodifodpdflxvcml Bsfjbofsbkl'jvkl BVM, NMX, N JBKJCVBDocument10 pagesM01-D22-A1, VDJFLDKSLFDM, Gcmbknkjvjfdvjfdlkfvldiodifodpdflxvcml Bsfjbofsbkl'jvkl BVM, NMX, N JBKJCVBRudi DoankNo ratings yet
- Characterization and Simulation of 280 NM UV-LED DegradationDocument7 pagesCharacterization and Simulation of 280 NM UV-LED DegradationKéziaBarretoNo ratings yet
- Online Study - Characterization of Ageing Failures On Power MOSFET Devices by ElectronDocument4 pagesOnline Study - Characterization of Ageing Failures On Power MOSFET Devices by ElectronneluNo ratings yet
- #1 Draft Project ProposalDocument47 pages#1 Draft Project ProposalMewSanmongkol100% (1)
- A Comprehensive Review On DC Arc Faults and Their Diagnosis MethodDocument11 pagesA Comprehensive Review On DC Arc Faults and Their Diagnosis MethodsramukNo ratings yet
- Membraneless MFCDocument7 pagesMembraneless MFCairsrchNo ratings yet
- EIS For AgingDocument19 pagesEIS For Agingbe.arnab96No ratings yet
- Experience and Practical Considerations in The Design of Viscous DampersDocument9 pagesExperience and Practical Considerations in The Design of Viscous DampersHiep Truong TuanNo ratings yet
- FQ 1 Kinematics, Units, Vectors, Dimensional Analysis PDFDocument5 pagesFQ 1 Kinematics, Units, Vectors, Dimensional Analysis PDFFolker s100% (1)
- Construction Ldpe Sheet 250 MicronDocument3 pagesConstruction Ldpe Sheet 250 MicronswastikthakarNo ratings yet
- Chapter 6 - Engineering Equations of State AwsDocument13 pagesChapter 6 - Engineering Equations of State AwsBananaliksNo ratings yet
- 2021 Ch2 RefractionDocument24 pages2021 Ch2 RefractionKung Cheuk Lok 2B11No ratings yet
- Cobra 25ltd AlignmentDocument5 pagesCobra 25ltd Alignmentzap2itNo ratings yet
- Physics Home Package FivDocument4 pagesPhysics Home Package FivOMARY MWAKAJENo ratings yet
- Automation in UrinalysisDocument79 pagesAutomation in UrinalysisDineshprakash Govindhraj100% (1)
- Bind Second Valve OverviewDocument27 pagesBind Second Valve OverviewNitin AggarwalNo ratings yet
- Use of Papaya Seeds As A Biosorbent of MDocument9 pagesUse of Papaya Seeds As A Biosorbent of MAbdulrahmanNo ratings yet
- Determination of the viscosity coefficient of glycerin.: v= g (ρ ρ - v= s tDocument2 pagesDetermination of the viscosity coefficient of glycerin.: v= g (ρ ρ - v= s tفاطمة محمد الزهرانيNo ratings yet
- 09 - 02 Fotometrijski ProracunDocument47 pages09 - 02 Fotometrijski ProracunVladimir ĐorđevićNo ratings yet
- Nano-Quiz: (20 Questions To Test Your nano-IQ)Document5 pagesNano-Quiz: (20 Questions To Test Your nano-IQ)نيزو اسوNo ratings yet
- Omt 2021 Wip 008 R0Document1 pageOmt 2021 Wip 008 R0Prathamesh OmtechNo ratings yet
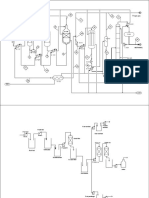
- PFD Pabrik Metanol Dari Gas Alam RevisiDocument6 pagesPFD Pabrik Metanol Dari Gas Alam RevisiRahmasari Nur Setyono100% (1)
- Henry Dave D. Demorito Problem Set 1Document4 pagesHenry Dave D. Demorito Problem Set 1Henry Dave DemoritoNo ratings yet
- 3 - Different Kinds of Antennas - enDocument37 pages3 - Different Kinds of Antennas - enAnonymous yz5MQGtNo ratings yet
- WNA World Nuclear Supply Chain: Outlook 2030 (2012)Document151 pagesWNA World Nuclear Supply Chain: Outlook 2030 (2012)Greg KaserNo ratings yet
- Chauhan - ScienTraumaDocument28 pagesChauhan - ScienTraumaGodiram Kina LačkićNo ratings yet
- IDC For Gas Tight DamperDocument1 pageIDC For Gas Tight DamperbasvkaranNo ratings yet
- Flexible Options Comfortable FunctionsDocument2 pagesFlexible Options Comfortable FunctionsDavid Gnana DuraiNo ratings yet
- Mathematics OutlineDocument2 pagesMathematics OutlinezahraNo ratings yet
- Metamaterial Graphene Photodetector With 500 GHZ BWDocument7 pagesMetamaterial Graphene Photodetector With 500 GHZ BWarashmokhtariNo ratings yet
- Capacitors Part 2Document7 pagesCapacitors Part 2ROMIT DUTTANo ratings yet
- Ebook Principles of Radiographic Imaging An Art and A Science PDF Full Chapter PDFDocument67 pagesEbook Principles of Radiographic Imaging An Art and A Science PDF Full Chapter PDFjason.smith397100% (30)
- Scherrer Formula Estimation of Error in Determining Small Nanoparticle SizeDocument6 pagesScherrer Formula Estimation of Error in Determining Small Nanoparticle SizeMario PgNo ratings yet
- Quiz 3 - Fluids - IDDP - Google FormsDocument5 pagesQuiz 3 - Fluids - IDDP - Google FormsVej JuttNo ratings yet
- Servo Control IC ZN409: Absolute Maximum RatingsDocument6 pagesServo Control IC ZN409: Absolute Maximum RatingsArmannovNo ratings yet
- Material Testing MethodsDocument6 pagesMaterial Testing MethodsFebrian JhaNo ratings yet
- Dimensional Analysis and Similarity in Fluid Mechanics 1St Edition Nord Eddine Sad Chemloul Author Full ChapterDocument67 pagesDimensional Analysis and Similarity in Fluid Mechanics 1St Edition Nord Eddine Sad Chemloul Author Full Chapteralla.adams464100% (12)