You might also like
- Powerpoint Organic PigmentsDocument105 pagesPowerpoint Organic Pigmentsbenjaminlukas100% (3)
- High Voltage Vacuum Insulation: Basic Concepts and Technological PracticeFrom EverandHigh Voltage Vacuum Insulation: Basic Concepts and Technological PracticeNo ratings yet
- Rubber Mixing SimulationDocument147 pagesRubber Mixing Simulationalperen52100% (2)
- IPC Standards Tree Electronics AssemblyDocument1 pageIPC Standards Tree Electronics AssemblyJavpNo ratings yet
- HTL-04 Thermal Conductivity of LiquidDocument2 pagesHTL-04 Thermal Conductivity of Liquidvindiesel9222No ratings yet
- Sonoff Dual Schematic 1Document3 pagesSonoff Dual Schematic 1neluNo ratings yet
- Physical Science Reviewer with 494 Multiple-Choice ItemsDocument118 pagesPhysical Science Reviewer with 494 Multiple-Choice ItemsKaren DellatanNo ratings yet
- Review FfsDocument12 pagesReview FfsMustafa AkbarNo ratings yet
- Comparision of AZF Jacobs TechnologyDocument23 pagesComparision of AZF Jacobs Technologyসাইদুর রহমানNo ratings yet
- MEMS LeakageDocument10 pagesMEMS LeakageAriel AntonioNo ratings yet
- Mei2019 Void Formation in Solder Joints Under Power Cycling Conditions and Its Effect On ReliabilityDocument7 pagesMei2019 Void Formation in Solder Joints Under Power Cycling Conditions and Its Effect On ReliabilityYangNo ratings yet
- 1984 - G. MonDocument11 pages1984 - G. Mondenet.solerNo ratings yet
- Electric field and temperature distribution analysis for polymer insulatorsDocument6 pagesElectric field and temperature distribution analysis for polymer insulatorsMansoor AsifNo ratings yet
- A Nanostructural Design To Produce High-Strength Al Alloys With Enhanced Electrical ConductivityDocument4 pagesA Nanostructural Design To Produce High-Strength Al Alloys With Enhanced Electrical ConductivityNila Rosmir Flores Soto Flores SotoNo ratings yet
- A Study of Failure Mechanisms in CMOS & BJT ICs and Their Effect On Device ReliabilityDocument6 pagesA Study of Failure Mechanisms in CMOS & BJT ICs and Their Effect On Device ReliabilityCB MildredNo ratings yet
- Effect of Creep in RF Mems Static and DynamicDocument12 pagesEffect of Creep in RF Mems Static and DynamicAbsar AhmadNo ratings yet
- Electrochemical Migration On Lead-Free Soldering of PcbsDocument4 pagesElectrochemical Migration On Lead-Free Soldering of PcbsZetocha MilanNo ratings yet
- Qin 2021 J. Phys. Conf. Ser. 1995 012011Document7 pagesQin 2021 J. Phys. Conf. Ser. 1995 012011Vivek Kumar Saroj Res. Scholar, Ceramic Engg., IIT(BHU)No ratings yet
- Electrical Aging and Life Models - The Role of Space ChargeDocument15 pagesElectrical Aging and Life Models - The Role of Space ChargeGonzalo GómezNo ratings yet
- A Review of Conducting Polymers in Electrical Contact ApplicationsDocument9 pagesA Review of Conducting Polymers in Electrical Contact Applicationsleonardo.zorteaNo ratings yet
- Session C3 Electrochemomechanics in CrackingDocument7 pagesSession C3 Electrochemomechanics in CrackingRamin ShojaNo ratings yet
- Microstructure-Hardened Silver NanowiresDocument5 pagesMicrostructure-Hardened Silver NanowiresBhabani Sankar SwainNo ratings yet
- 1252Document7 pages1252Joel BrasilBorgesNo ratings yet
- Mechanical Properties and Microstructure Evolution of Pre-Stretched Aluminum Alloy After Induced Electro-Pulsing TreatmentDocument11 pagesMechanical Properties and Microstructure Evolution of Pre-Stretched Aluminum Alloy After Induced Electro-Pulsing Treatment陳杰甫(Jeff)No ratings yet
- ID FanDocument7 pagesID FanDony RamdhaniNo ratings yet
- IC Package Simulation for Electromigration and Thermal StressDocument8 pagesIC Package Simulation for Electromigration and Thermal StressWiwat TanwongwanNo ratings yet
- Resistivity ModelDocument11 pagesResistivity ModelusamaumerNo ratings yet
- Deiv 2018 8537150Document4 pagesDeiv 2018 8537150zahidurrehman486No ratings yet
- VLSI Antenna Ratio Definition Improves Detection of Plasma DamageDocument5 pagesVLSI Antenna Ratio Definition Improves Detection of Plasma DamageShin Tsz JianNo ratings yet
- 1 s2.0 S0026271421003012 MainDocument6 pages1 s2.0 S0026271421003012 MainFaizan MalikNo ratings yet
- 213 164 EiT TRZEPIECINSKI NOWOTYNSKA MALINOWSKI HOJNY PIEJADocument4 pages213 164 EiT TRZEPIECINSKI NOWOTYNSKA MALINOWSKI HOJNY PIEJAHanbin KangNo ratings yet
- Non-Destructive Electrical Test Methods For Evaluating High-Voltage Stator InsulationDocument9 pagesNon-Destructive Electrical Test Methods For Evaluating High-Voltage Stator InsulationHendi AfriyanNo ratings yet
- Contribution To The Understanding of The Relationship Between Mechanical and Dielectric Strengths of AluminaDocument7 pagesContribution To The Understanding of The Relationship Between Mechanical and Dielectric Strengths of AluminaFaridah HassanNo ratings yet
- Aguado Measurement 1Document6 pagesAguado Measurement 1HADHI HASSAN KHANNo ratings yet
- On The Way To Zero Defect of Plastic-Encapsulated Electronic Power DevicesPart II Molding CompoundDocument9 pagesOn The Way To Zero Defect of Plastic-Encapsulated Electronic Power DevicesPart II Molding CompoundJiyang WangNo ratings yet
- IEEE 1996 Conference Record on Non-Destructive Cable Defect TestingDocument4 pagesIEEE 1996 Conference Record on Non-Destructive Cable Defect TestingRIDHO RISKI HADINo ratings yet
- Review of Partial Discharge and Dielectric Loss Te PDFDocument6 pagesReview of Partial Discharge and Dielectric Loss Te PDFSuprit PradhanNo ratings yet
- Cognitio PaperDocument2 pagesCognitio PaperSantosh VermaNo ratings yet
- Realization of A Conductive Bridging RF Switch Integrated Onto Printed Circuit BoardDocument8 pagesRealization of A Conductive Bridging RF Switch Integrated Onto Printed Circuit BoardSandip MaityNo ratings yet
- Estimation of The Lifetime of Electrical Components in Distribution NetworksDocument5 pagesEstimation of The Lifetime of Electrical Components in Distribution Networks09m253No ratings yet
- Impact of Impurities, Interface Traps and Contacts On MoS2 MOSFETs - Modelling and ExperimentsDocument4 pagesImpact of Impurities, Interface Traps and Contacts On MoS2 MOSFETs - Modelling and ExperimentsdebanjanfinNo ratings yet
- The Dependency of Water Droplet Behaviour and Leakage Current Pattern On Electrode ConfigurationDocument4 pagesThe Dependency of Water Droplet Behaviour and Leakage Current Pattern On Electrode Configurationdemy antonyNo ratings yet
- 3D Vibration and Stress Analysis of Insulators: AbstractDocument4 pages3D Vibration and Stress Analysis of Insulators: Abstractpradyumna1987No ratings yet
- Icicdt2010 J AckaertDocument4 pagesIcicdt2010 J AckaertPiet De PauwNo ratings yet
- A Method For Improving Power Grid Resilience To Electromigration-Caused Via FailuresDocument13 pagesA Method For Improving Power Grid Resilience To Electromigration-Caused Via FailuresNguyen Van ToanNo ratings yet
- Polymers 14 02282 v2Document15 pagesPolymers 14 02282 v2DanielNo ratings yet
- Development of An Electronic Instrument For Eddy Current TestingDocument9 pagesDevelopment of An Electronic Instrument For Eddy Current TestingsafaaNo ratings yet
- Interface Titanio AluminaDocument10 pagesInterface Titanio AluminaCarpeDiem MilagrosNo ratings yet
- Novel Failure Mode of Chip Corrosion at Automotive HALL Sensor DevicesDocument6 pagesNovel Failure Mode of Chip Corrosion at Automotive HALL Sensor DevicesMemo SaucedoNo ratings yet
- Experimental Test and Simulation Analysis On Surface Flashover Characteristics of Embedded Electrode Into Machinable Ceramic in VacuumDocument4 pagesExperimental Test and Simulation Analysis On Surface Flashover Characteristics of Embedded Electrode Into Machinable Ceramic in VacuumZamira JamilNo ratings yet
- Insights Into The Complex Prebreakdown Actuation of Silicone Elastomers and Its in Uence On Breakdown BehaviorDocument10 pagesInsights Into The Complex Prebreakdown Actuation of Silicone Elastomers and Its in Uence On Breakdown BehaviorAliirshad10No ratings yet
- A Review Paper On Electro Chemical MachiningDocument8 pagesA Review Paper On Electro Chemical Machiningpritam rajNo ratings yet
- Reliability of Acoustic Emission As A Technique To Detect Corrosion and Stress Corrosion Cracking On Prestressing Steel StrandsDocument15 pagesReliability of Acoustic Emission As A Technique To Detect Corrosion and Stress Corrosion Cracking On Prestressing Steel Strandsmankari.kamal.18022963No ratings yet
- Current Applied Physics: Wei Lek Kwan, Bao Lei, Yue Shao, Yang YangDocument4 pagesCurrent Applied Physics: Wei Lek Kwan, Bao Lei, Yue Shao, Yang YangmehnaznazarNo ratings yet
- Modeling Transformers With Internal Incipient FaultsDocument10 pagesModeling Transformers With Internal Incipient FaultsVirnaNo ratings yet
- Fracture Mechanics of Piezoelectric Materials - A ReviewDocument18 pagesFracture Mechanics of Piezoelectric Materials - A ReviewRasagya MishraNo ratings yet
- EF Along PolymerDocument11 pagesEF Along PolymerFaridah HassanNo ratings yet
- Polymers 14 01236Document24 pagesPolymers 14 01236KarthikNo ratings yet
- Schemmel 2021Document16 pagesSchemmel 2021ABHISHEK CHAUHANNo ratings yet
- Leakage Current Characteristics Study On Electrical Equivalent Circuit of Field-Aged RTV Silicone Rubber Coated and Noncoated Insulators in A Coastal AreaDocument5 pagesLeakage Current Characteristics Study On Electrical Equivalent Circuit of Field-Aged RTV Silicone Rubber Coated and Noncoated Insulators in A Coastal AreaKamello AssisNo ratings yet
- Electrochimica Acta: Thomas Jurak, Sina S. Jamali, Yue ZhaoDocument13 pagesElectrochimica Acta: Thomas Jurak, Sina S. Jamali, Yue ZhaoTiara San MartinNo ratings yet
- A Nanoparticle Formation Model Considering Layered Motion Based On An Electrical Explosion Experiment With AI WiresDocument12 pagesA Nanoparticle Formation Model Considering Layered Motion Based On An Electrical Explosion Experiment With AI Wires胡浩No ratings yet
- Composites: Part A: Alain Prenleloup, Thomas Gmür, John Botsis, Konstantin O. Papailiou, Kurt ObristDocument9 pagesComposites: Part A: Alain Prenleloup, Thomas Gmür, John Botsis, Konstantin O. Papailiou, Kurt ObristAdam PrasetyaNo ratings yet
- Ir em Syn PDFDocument6 pagesIr em Syn PDFKhadar BashaNo ratings yet
- Micro RamanDocument16 pagesMicro Ramanleoplasmo_201469720No ratings yet
- Understanding The Reliability of Solder Joints Used in Advanced Structural and Electronics Applications: Part 2 - Reliability PerformanceDocument38 pagesUnderstanding The Reliability of Solder Joints Used in Advanced Structural and Electronics Applications: Part 2 - Reliability PerformanceZetocha MilanNo ratings yet
- An Essential Guide to Electronic Material Surfaces and InterfacesFrom EverandAn Essential Guide to Electronic Material Surfaces and InterfacesNo ratings yet
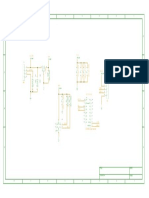
- Low-power microcontroller board schematic overviewDocument1 pageLow-power microcontroller board schematic overviewneluNo ratings yet
- Replacement Infineon-IPD60N10S4L - 12-DS-v01 - 00-EnDocument9 pagesReplacement Infineon-IPD60N10S4L - 12-DS-v01 - 00-EnneluNo ratings yet
- Solid Statements - Coil Suppression & DC Output SsrsDocument5 pagesSolid Statements - Coil Suppression & DC Output SsrsneluNo ratings yet
- Auirfr 5505 TRDocument13 pagesAuirfr 5505 TRneluNo ratings yet
- Electrolytic CapacitorsDocument164 pagesElectrolytic CapacitorsneluNo ratings yet
- Application Note en 20180726Document13 pagesApplication Note en 20180726royxxaviersNo ratings yet
- ESL4201LODocument20 pagesESL4201LOneluNo ratings yet
- Infineon-Additional Product Information SON packages-AN-v00 01-ENDocument23 pagesInfineon-Additional Product Information SON packages-AN-v00 01-ENneluNo ratings yet
- Indrumar Pentru Electronisti Radio Si TV - Vol.1Document336 pagesIndrumar Pentru Electronisti Radio Si TV - Vol.1Laurentiu StefanNo ratings yet
- Indrumar Pentru Electronisti Radio TV Vol 2Document200 pagesIndrumar Pentru Electronisti Radio TV Vol 2Laszlo LazarovNo ratings yet
- Indrumar Pentru Electronisti Radio TV Vol 3Document240 pagesIndrumar Pentru Electronisti Radio TV Vol 312BAcNo ratings yet
- Diffusion & Osmosis LabDocument17 pagesDiffusion & Osmosis LabDee Mar0% (1)
- UEP (July2013) Paper 1Document4 pagesUEP (July2013) Paper 1Irfan AliNo ratings yet
- Choke Sizing CorrelationDocument6 pagesChoke Sizing CorrelationEnyerberht Castañeda BritoNo ratings yet
- Exercise # I: Chemical BondingDocument34 pagesExercise # I: Chemical BondingIndranilNo ratings yet
- Particulate Filled Polypropylene: Structure and PropertiesDocument70 pagesParticulate Filled Polypropylene: Structure and PropertiesMinh NguyễnNo ratings yet
- HW Unit11 ABARDocument6 pagesHW Unit11 ABARKr AmirNo ratings yet
- RESIN - TRANSFER - MOLDING - FINAL - REPORT With RefDocument37 pagesRESIN - TRANSFER - MOLDING - FINAL - REPORT With RefI DKNo ratings yet
- What Is X-Ray Powder Diffraction (XRD) : Bragg's LawDocument8 pagesWhat Is X-Ray Powder Diffraction (XRD) : Bragg's LawsafiNo ratings yet
- Msds Lanxess Brown PigmentDocument6 pagesMsds Lanxess Brown PigmentAditya PratamaNo ratings yet
- Lab 5: Heat Capacity: PHY130 Uitm Kampus Bukit Besi, Terengganu Fakulti Sains Gunaan Industri Higien Dan TerknologiDocument7 pagesLab 5: Heat Capacity: PHY130 Uitm Kampus Bukit Besi, Terengganu Fakulti Sains Gunaan Industri Higien Dan TerknologiMuhammad SyafiqNo ratings yet
- +2 Chemistry Naming Reaction EM 2020-2021Document22 pages+2 Chemistry Naming Reaction EM 2020-2021jonesbennetteNo ratings yet
- Handling of Hygroscopic Products System-TechnikDocument4 pagesHandling of Hygroscopic Products System-TechnikMudassir FarooqNo ratings yet
- United States Patent (19) 11 Patent Number: 5,935,415Document12 pagesUnited States Patent (19) 11 Patent Number: 5,935,415xyz7890No ratings yet
- Safety Data Sheet: (Helaian Data Keselamatan) P461-XXXX Revision No: 1Document10 pagesSafety Data Sheet: (Helaian Data Keselamatan) P461-XXXX Revision No: 1SerenitiNo ratings yet
- Shell Tellus S2M68 Msds - 00107669Document7 pagesShell Tellus S2M68 Msds - 00107669Jasmine TsoNo ratings yet
- Super Kit ManualDocument22 pagesSuper Kit ManualFabiana ChusitNo ratings yet
- Le Problème Inverse de Conduction de La Chaleur: P O U R E N S A V O I R P L U SDocument2 pagesLe Problème Inverse de Conduction de La Chaleur: P O U R E N S A V O I R P L U SZeinab Ben RomdhaneNo ratings yet
- Sewage Disposal 19 03 17Document6 pagesSewage Disposal 19 03 17Vikash ChoudharyNo ratings yet
- Cellular Respiration QuizDocument2 pagesCellular Respiration Quizmoutaz bedeweyNo ratings yet
- MSDSDocument13 pagesMSDSSehry SyedNo ratings yet
- BME 301: Biomedical Sensors: Lecture Note 3: Bioelectric Potentials and Biopotential ElectrodesDocument67 pagesBME 301: Biomedical Sensors: Lecture Note 3: Bioelectric Potentials and Biopotential ElectrodesDewi Cahya FitriNo ratings yet
- Report of Micro Project (2) - 1Document8 pagesReport of Micro Project (2) - 1ythNo ratings yet
- RGD 32Document1 pageRGD 32abhi7112No ratings yet
- The Molar Gas Volume in Calculations, Moles, Gas Volumes and Avogadro's LawDocument7 pagesThe Molar Gas Volume in Calculations, Moles, Gas Volumes and Avogadro's LawkushanNo ratings yet