You might also like
- Particular Spec For Geocell - Industrial Plots - East RailwayDocument4 pagesParticular Spec For Geocell - Industrial Plots - East RailwayThameem SharaafNo ratings yet
- REN1195 External RenderingDocument3 pagesREN1195 External RenderingDinusha N Kumara Henegedara100% (1)
- DM Fillerboard - HuntonDocument65 pagesDM Fillerboard - HuntonFahis V MNo ratings yet
- Rubber Lining Procedure 20.01.2021Document4 pagesRubber Lining Procedure 20.01.2021selvakumarNo ratings yet
- Rubber Linning Procedure Titan ProjectDocument10 pagesRubber Linning Procedure Titan Projectluhur jinggaNo ratings yet
- Specification For Bitumen Slip Layer: 1.0 GeneralDocument4 pagesSpecification For Bitumen Slip Layer: 1.0 Generalmhamed1No ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument3 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Field Joint CoatingDocument7 pagesField Joint Coatingkrishna3794No ratings yet
- CivilDocument182 pagesCivilnaveed ahmedNo ratings yet
- Portland Cement Plaster - SpecDocument7 pagesPortland Cement Plaster - Speclinga2014No ratings yet
- t.fAR 02: Republic of The PhilippinesDocument5 pagest.fAR 02: Republic of The PhilippinesLenin Rey PolonNo ratings yet
- Ip Blair Ve821bnsrev2Document14 pagesIp Blair Ve821bnsrev2raulNo ratings yet
- Testing Epoxy Resin Adhesive: Standard Method of Test ForDocument13 pagesTesting Epoxy Resin Adhesive: Standard Method of Test ForCasey Ryback100% (1)
- Method Statement GRP MANHOLES REPAIR AND INSTALLATION OF EXTENSION RINGS PDFDocument19 pagesMethod Statement GRP MANHOLES REPAIR AND INSTALLATION OF EXTENSION RINGS PDFbryanNo ratings yet
- CE's CIRCULAR No. 2/98Document4 pagesCE's CIRCULAR No. 2/98Imma JacoNo ratings yet
- Bongaigaon - 3X250 MW Flue Gas Desulfurization System: Technical Specification FOR Glass Flake Lining For DuctDocument14 pagesBongaigaon - 3X250 MW Flue Gas Desulfurization System: Technical Specification FOR Glass Flake Lining For DuctAnonymous 5XvUbWynnNo ratings yet
- Method Statement - ASPHALT CONCRETE WORKS PDFDocument10 pagesMethod Statement - ASPHALT CONCRETE WORKS PDFTAHER AMMAR100% (6)
- PRC-8001 Rev. E - Process Specification For Dry-Film Lubricant ApplicationDocument13 pagesPRC-8001 Rev. E - Process Specification For Dry-Film Lubricant Applicationasantori6133No ratings yet
- Specification FOR Non Metallic Expansion Joints (Flue Gas Duct)Document22 pagesSpecification FOR Non Metallic Expansion Joints (Flue Gas Duct)liNo ratings yet
- Enclosure To DYT/DDHP/15-16/106 (A) /PL-INCOD/IN SHIPS-ST3 STD/165 Dated 19 May 2016Document11 pagesEnclosure To DYT/DDHP/15-16/106 (A) /PL-INCOD/IN SHIPS-ST3 STD/165 Dated 19 May 2016Rajesh BNo ratings yet
- RL Procedure Hard Natural Rubber PT - SURYA SAKTI SUKSESDocument7 pagesRL Procedure Hard Natural Rubber PT - SURYA SAKTI SUKSESMuhammad ZakiNo ratings yet
- D0307 (MECH) Painting Procedure For Boiler Steel Structure - Rev 0Document18 pagesD0307 (MECH) Painting Procedure For Boiler Steel Structure - Rev 0Surya Darma100% (1)
- Application Guide Phenoline Tank ShieldDocument10 pagesApplication Guide Phenoline Tank ShieldNaveed AhmedNo ratings yet
- ASTRU - Vulcanising Cement, Cushion GumDocument7 pagesASTRU - Vulcanising Cement, Cushion GumBharat Chatrath50% (2)
- Epoxy Protective Coatings: Standard Specification ForDocument10 pagesEpoxy Protective Coatings: Standard Specification Fordong ganNo ratings yet
- BHEL Non Metalic Bellows Specifications-1560309334Document22 pagesBHEL Non Metalic Bellows Specifications-1560309334xavierNo ratings yet
- Bakreshwar Specs - Geomembrane - PerfectDocument7 pagesBakreshwar Specs - Geomembrane - Perfectsudipta mandalNo ratings yet
- Part R10 Construction of EarthworksDocument10 pagesPart R10 Construction of EarthworksCK TangNo ratings yet
- Method Statement: Project No.: Project TitleDocument7 pagesMethod Statement: Project No.: Project TitleMuhammed Shafeek K TNo ratings yet
- Vacuum Pumps Common Problems and TroubleshootingDocument18 pagesVacuum Pumps Common Problems and TroubleshootingAV kayanNo ratings yet
- Procedure Chemical Cleaning and PassivationDocument5 pagesProcedure Chemical Cleaning and PassivationShrichand G. BathvNo ratings yet
- Specification - Bitumen Slip Layer (G&P)Document4 pagesSpecification - Bitumen Slip Layer (G&P)alfrobiwongytNo ratings yet
- 3PS Gaw 008Document14 pages3PS Gaw 008ravi00098100% (1)
- The Realization of Thin Sheets Stamping Tools With An Economical MaterialDocument8 pagesThe Realization of Thin Sheets Stamping Tools With An Economical MaterialTJPRC PublicationsNo ratings yet
- Method Statement For Rubber LiningDocument7 pagesMethod Statement For Rubber LiningJoseph PerezNo ratings yet
- Painting Procedure For CondenceDocument26 pagesPainting Procedure For CondenceNamta GeorgeNo ratings yet
- Geo InstallationDocument33 pagesGeo Installationmauricio PEREZNo ratings yet
- Mix Design DLC-DelDocument9 pagesMix Design DLC-DelSanjay Constructions100% (1)
- Is - 11855 - Guidelines For Design and Use of Different Types of Rubber Seals For Hydraulic GatesDocument8 pagesIs - 11855 - Guidelines For Design and Use of Different Types of Rubber Seals For Hydraulic Gateskiranrauniyar100% (1)
- D226 PDFDocument3 pagesD226 PDFTk ShinNo ratings yet
- Glass Flake Lining For GGH Spec 1516788857Document14 pagesGlass Flake Lining For GGH Spec 1516788857adigupt2003No ratings yet
- Damp Proof CourseDocument9 pagesDamp Proof CourseESwar KarthikNo ratings yet
- Service Bulletin: SB MBB-BK117 C-2-62-006Document11 pagesService Bulletin: SB MBB-BK117 C-2-62-006Alexander OquendoNo ratings yet
- Grade Beam Procedures Rev 3Document2 pagesGrade Beam Procedures Rev 3Rose ManipolNo ratings yet
- Draft Specification of IS 13893Document8 pagesDraft Specification of IS 13893Ved SharmaNo ratings yet
- Pttchem-Sp-P-602-000 Underground Piping Construction PDFDocument39 pagesPttchem-Sp-P-602-000 Underground Piping Construction PDFCivil Friend100% (2)
- IRC 047.1972 Builtup SPray GroutDocument12 pagesIRC 047.1972 Builtup SPray GroutTk SubhashNo ratings yet
- Pegado de botaPS5710-SPMDocument7 pagesPegado de botaPS5710-SPMoscarNo ratings yet
- Method StatementDocument4 pagesMethod StatementDebraj RoyNo ratings yet
- DTD 5509 Aircraft Material SpecificationDocument5 pagesDTD 5509 Aircraft Material SpecificationMateen AhmadNo ratings yet
- Pipeline Riser Flash Zone CoatingDocument41 pagesPipeline Riser Flash Zone CoatingThe Lai MinhNo ratings yet
- 1218 MSFCDocument8 pages1218 MSFCAgosh McNo ratings yet
- Bridge - 49.50Document24 pagesBridge - 49.50lse furnitureNo ratings yet
- Irst 19Document12 pagesIrst 19krischaeverNo ratings yet
- Special Condition RobDocument37 pagesSpecial Condition RobPratik GuptaNo ratings yet
- M C PCN 100 2013Document33 pagesM C PCN 100 2013shawn maddyNo ratings yet
- The Fabrication of Materials: Materials TechnologyFrom EverandThe Fabrication of Materials: Materials TechnologyRating: 5 out of 5 stars5/5 (1)
- Elastomers and Rubber Compounding MaterialsFrom EverandElastomers and Rubber Compounding MaterialsI FrantaRating: 4.5 out of 5 stars4.5/5 (3)
- WPGPipingIndex UtilitiesDocument4 pagesWPGPipingIndex UtilitiesselvakumarNo ratings yet
- XI Maths Model QuestionDocument41 pagesXI Maths Model QuestionselvakumarNo ratings yet
- DPT Format.Document1 pageDPT Format.selvakumarNo ratings yet
- 1 SS PP 005 - r05 - v6.0Document18 pages1 SS PP 005 - r05 - v6.0selvakumarNo ratings yet
- Hydro TEST PROCEDURE FOR BELLOWDocument4 pagesHydro TEST PROCEDURE FOR BELLOWselvakumarNo ratings yet
- 10080-1-SS-PP-014 - Painting Shop FloorDocument57 pages10080-1-SS-PP-014 - Painting Shop FloorselvakumarNo ratings yet
- 1 SS Me 004Document29 pages1 SS Me 004selvakumarNo ratings yet
- Positive Material Identification Procedure: IndexDocument8 pagesPositive Material Identification Procedure: Indexselvakumar100% (1)
- Painting Procedure 16.03.2021Document18 pagesPainting Procedure 16.03.2021selvakumarNo ratings yet
- Gamboa-Roces vs. Judge PerezDocument1 pageGamboa-Roces vs. Judge PerezDiane Dee YaneeNo ratings yet
- წყალტუბოს - სპა კურორტის განვითარების გეგმაDocument16 pagesწყალტუბოს - სპა კურორტის განვითარების გეგმაReginfoNo ratings yet
- Bid Submission SheetDocument3 pagesBid Submission SheetARSE100% (1)
- Lae ReservingDocument5 pagesLae ReservingEsra Gunes YildizNo ratings yet
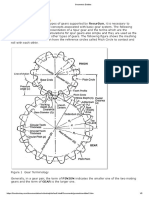
- Geometric Entities: Basic Gear TerminologyDocument5 pagesGeometric Entities: Basic Gear TerminologyMatija RepincNo ratings yet
- Unilever Financial PerformanceDocument9 pagesUnilever Financial PerformanceAbdul QayumNo ratings yet
- BSC IT SyllabusDocument32 pagesBSC IT Syllabusஜூலியன் சத்தியதாசன்No ratings yet
- Teaching Smart People How To LearnDocument18 pagesTeaching Smart People How To LearnAbhishek KandeyNo ratings yet
- Zone Controller: Th-LargeDocument1 pageZone Controller: Th-LargeIsmat AraNo ratings yet
- KEC International Limited: Pile FoundationDocument49 pagesKEC International Limited: Pile FoundationDinesh Kumar100% (1)
- 4 A Industrial RevolutionDocument41 pages4 A Industrial Revolutionabekhti2008No ratings yet
- BON Resolution No 08 1994Document2 pagesBON Resolution No 08 1994Noel100% (9)
- VAT (Chapter 8 Compilation of Summary)Document36 pagesVAT (Chapter 8 Compilation of Summary)Dianne LontacNo ratings yet
- Agenda 9Document46 pagesAgenda 9Bala Gangadhar TilakNo ratings yet
- 11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsDocument6 pages11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsCorrado BisottoNo ratings yet
- M98 PVT 051 7546.bakDocument96 pagesM98 PVT 051 7546.bakmarkbillupsNo ratings yet
- Goat Farm ProjectDocument44 pagesGoat Farm ProjectVipin Kushwaha83% (6)
- Literature Review 2500 WordsDocument6 pagesLiterature Review 2500 Wordsvvjrpsbnd100% (1)
- Demand Letter Template 39Document3 pagesDemand Letter Template 39AIG1 LOGISTICNo ratings yet
- Rectangular Wire Die Springs ISO-10243 Standard: Red Colour Heavy LoadDocument3 pagesRectangular Wire Die Springs ISO-10243 Standard: Red Colour Heavy LoadbashaNo ratings yet
- SPD eRAN7.0 CSPC Feature Introduction-20140228-A-1.0Document25 pagesSPD eRAN7.0 CSPC Feature Introduction-20140228-A-1.0contact2vikasNo ratings yet
- Ad CVDocument2 pagesAd CVzahid latifNo ratings yet
- Applicant Details : Government of Tamilnadu Application Form For Vehicle E-Pass For Essential ServicesDocument1 pageApplicant Details : Government of Tamilnadu Application Form For Vehicle E-Pass For Essential ServicesŠářoĵ PrinceNo ratings yet
- Product Information DIGSI 5 V07.50Document56 pagesProduct Information DIGSI 5 V07.50g-bearNo ratings yet
- Solved Suppose That The Velocity of Circulation of Money Is VDocument1 pageSolved Suppose That The Velocity of Circulation of Money Is VM Bilal SaleemNo ratings yet
- Valery 1178Document22 pagesValery 1178valerybikobo588No ratings yet
- Thermo King Tool Catalog Part 2Document53 pagesThermo King Tool Catalog Part 2Alb NewgateNo ratings yet
- LESSON - STEM-based Research ProblemsDocument49 pagesLESSON - STEM-based Research ProblemsLee JenoNo ratings yet
- 036 ColumnComparisonGuideDocument16 pages036 ColumnComparisonGuidefarkad rawiNo ratings yet
- News/procurement-News: WWW - Sbi.co - inDocument15 pagesNews/procurement-News: WWW - Sbi.co - inssat111No ratings yet