You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Your Complete Source for Stainless Steel PipingDocument4 pagesYour Complete Source for Stainless Steel PipingvineethNo ratings yet
- Stainless Steel Pipe, Fittings & FlangesDocument24 pagesStainless Steel Pipe, Fittings & Flangesgame firmanNo ratings yet
- Valv Check Aleum DGC Riser CheckDocument1 pageValv Check Aleum DGC Riser CheckYopoGas Ingenieria & ServiciosNo ratings yet
- Stainless Steel Seamless PipesDocument14 pagesStainless Steel Seamless PipesRajendra FittingsNo ratings yet
- Astm A53Document2 pagesAstm A53joseocsilvaNo ratings yet
- PDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"Document11 pagesPDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"pablopasqualini18No ratings yet
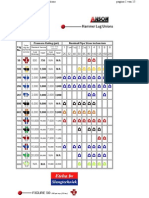
- Hamerlug Unions (Anson)Document15 pagesHamerlug Unions (Anson)Leonardo ViannaNo ratings yet
- ECOLINE GL - 7247.11-10 - Type Series BookletDocument8 pagesECOLINE GL - 7247.11-10 - Type Series BookletpauloNo ratings yet
- 1200 1300Document18 pages1200 1300wyerengrNo ratings yet
- ASTM A53 Grade B PDFDocument1 pageASTM A53 Grade B PDFNugrawan SatriaNo ratings yet
- Independence Tube ASTM A53 Grade B PipeDocument2 pagesIndependence Tube ASTM A53 Grade B PipeNugrawan SatriaNo ratings yet
- Process PipingDocument5 pagesProcess PipingkinzaNo ratings yet
- Uncoated, Weldless, 2-And 3-Wire Steel Strand For Prestressed ConcreteDocument4 pagesUncoated, Weldless, 2-And 3-Wire Steel Strand For Prestressed ConcreteGustavo SuarezNo ratings yet
- ASTC RailingDocument44 pagesASTC RailingSAGAR BARAVKARNo ratings yet
- Steel Wire, Music Spring Quality: Standard Specification ForDocument4 pagesSteel Wire, Music Spring Quality: Standard Specification ForJosé Ramón Gutierrez100% (1)
- Uni FlangeDocument8 pagesUni FlangeBobbie RuckNo ratings yet
- Black Seamless Carbon Steel PipeDocument4 pagesBlack Seamless Carbon Steel PipeTarek AlmahdyNo ratings yet
- Jis G3444Document12 pagesJis G3444yapsguanNo ratings yet
- Hammer Lug Union SpecificationDocument16 pagesHammer Lug Union Specificationashved505100% (1)
- Asme Ansi b16.11 Fittings DimensionDocument23 pagesAsme Ansi b16.11 Fittings DimensionHarish Chandra Singh0% (1)
- Asme Ansi b16.11 Fittings DimensionDocument23 pagesAsme Ansi b16.11 Fittings DimensionAlvaro Enrique MuñozNo ratings yet
- SS Pipe Weight Chart DimensionsDocument4 pagesSS Pipe Weight Chart DimensionsKishan MusaleNo ratings yet
- Stainless Steel Pipe Weight Chart DimensionsDocument6 pagesStainless Steel Pipe Weight Chart DimensionsIntegra CenterNo ratings yet
- Socket Weld x Threaded Coupling DimensionsDocument1 pageSocket Weld x Threaded Coupling DimensionsSergio PluchinskyNo ratings yet
- Saravana EngineeringDocument7 pagesSaravana EngineeringForesight SolutionsNo ratings yet
- A 391 - A 391M - 98 Qtm5ms9bmzkxts1sruqDocument6 pagesA 391 - A 391M - 98 Qtm5ms9bmzkxts1sruqClaudia Patricia Magaña RabanalesNo ratings yet
- 316L Stainless Steel PipeDocument9 pages316L Stainless Steel PipeSmail MiloudiNo ratings yet
- Meaning of Pipe Schedule Piping Schedule Numbers Pipe Schedule ChartDocument5 pagesMeaning of Pipe Schedule Piping Schedule Numbers Pipe Schedule Chartmohamed samyNo ratings yet
- Hard Alloy Tube CapabilitiesDocument7 pagesHard Alloy Tube CapabilitiesJM SVNo ratings yet
- ASTM A53 Grade B ERW Pipe - Schedule 40 SA53 GRB Seamless - Welded PipeDocument13 pagesASTM A53 Grade B ERW Pipe - Schedule 40 SA53 GRB Seamless - Welded PipenachiNo ratings yet
- SWG Data Sheet (TEFLEX)Document7 pagesSWG Data Sheet (TEFLEX)Brion Bara IndonesiaNo ratings yet
- Technical specifications and dimensions for Franklin 300S submersible pumpsDocument4 pagesTechnical specifications and dimensions for Franklin 300S submersible pumpsKarina MedinaNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and BAngel PintoNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and Btarek eidNo ratings yet
- Ductile Iron Pipes PDFDocument3 pagesDuctile Iron Pipes PDFKhamees Marwan MuhiesenNo ratings yet
- E Catalogue of KCM Special Steel Co.,ltdDocument9 pagesE Catalogue of KCM Special Steel Co.,ltdKCM Special SteelNo ratings yet
- NRF 206 Pemex 2008 FDocument17 pagesNRF 206 Pemex 2008 FJavier GarcíaNo ratings yet
- NIBCO 609Document1 pageNIBCO 609juanbcarrizales08No ratings yet
- ASME Boiler and Pressure Vessels Code - bpvc13Document1 pageASME Boiler and Pressure Vessels Code - bpvc13cristinelbNo ratings yet
- Storagetech 100 Pressure Vacuum Relief Valve SMDocument4 pagesStoragetech 100 Pressure Vacuum Relief Valve SMkhaled SAYEDNo ratings yet
- Wheatland ASTM A 53 Schedule 40 Pipe SpecsDocument1 pageWheatland ASTM A 53 Schedule 40 Pipe SpecsKelvin RojasNo ratings yet
- Structural Wire Products PDFDocument3 pagesStructural Wire Products PDFbeTxxYNo ratings yet
- SH 3405-96Document11 pagesSH 3405-96Iveel PurevdorjNo ratings yet
- Stainless Steel Hose Technical Data SheetsDocument10 pagesStainless Steel Hose Technical Data SheetsVilius BukysNo ratings yet
- UNifit AccesoriosDocument38 pagesUNifit AccesoriosJorge EduardoNo ratings yet
- Exporter Pipe Fittings Dimensions PDFDocument38 pagesExporter Pipe Fittings Dimensions PDFselva nayagamNo ratings yet
- Is StandardDocument10 pagesIs Standardsarkararup100% (1)
- OS&Y Gate Valve - Flanged: Model: AOSY-FFDocument1 pageOS&Y Gate Valve - Flanged: Model: AOSY-FFAlberthNo ratings yet
- ATC Aluminum ConduitsDocument4 pagesATC Aluminum Conduitsomh129No ratings yet
- Daftar Bahan 2012Document150 pagesDaftar Bahan 2012Urip S. SetyadjiNo ratings yet
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDocument6 pagesSeamless and Welded Ferritic/Austenitic Stainless Steel PipeJosé Ramón GutierrezNo ratings yet
- MAWP Table for Stainless Steel, Copper & Monel TubingDocument3 pagesMAWP Table for Stainless Steel, Copper & Monel TubingJit BNo ratings yet
- SprinklerBrochures Schedule10 40Document4 pagesSprinklerBrochures Schedule10 40Keshia Murillo PinnockNo ratings yet
- Product CatalogueDocument44 pagesProduct CatalogueTo Van TinhNo ratings yet
- UET Peshawar Civil Engineering tensile and ductile tests on rebarDocument10 pagesUET Peshawar Civil Engineering tensile and ductile tests on rebarATIF KHANNo ratings yet
- REPUTE Tube Fittings Guide: Everything You Need to KnowDocument12 pagesREPUTE Tube Fittings Guide: Everything You Need to KnowspiritveluNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Non Disclosure AgreementDocument6 pagesNon Disclosure AgreementAnonymous EaCgJPfs41No ratings yet
- Cooling Tower DetailsDocument1 pageCooling Tower DetailsAnonymous EaCgJPfs41No ratings yet
- Bahria Hyatt Regency 2017-12-06 - 20171206124606Document1 pageBahria Hyatt Regency 2017-12-06 - 20171206124606Anonymous EaCgJPfs41No ratings yet
- Air Cooled ChillersDocument1 pageAir Cooled ChillersAnonymous EaCgJPfs41No ratings yet
- A4ADLSDocument1 pageA4ADLSSebastian Marin MuñozNo ratings yet
- Building Codes of Pakistan 2014 - Final PrintDocument67 pagesBuilding Codes of Pakistan 2014 - Final PrintAnonymous EaCgJPfs41No ratings yet
- GU - Cabine MT BT (EN) - 1VCP000591 1511Document88 pagesGU - Cabine MT BT (EN) - 1VCP000591 1511Fatmir JashariNo ratings yet
- ConstructionFormsForContractors Book PreviewDocument83 pagesConstructionFormsForContractors Book PreviewAnonymous EaCgJPfs4150% (2)
- IV7Document20 pagesIV7Rowena CabornayNo ratings yet
- 2018 HBDP Candidate GuidebookDocument27 pages2018 HBDP Candidate GuidebookAnonymous EaCgJPfs41No ratings yet
- BS 6622 XLPE PVC 12KV Cable Technical DatasheetDocument5 pagesBS 6622 XLPE PVC 12KV Cable Technical DatasheetAnonymous EaCgJPfs41No ratings yet
- ERA Schedule 80 FittingsDocument2 pagesERA Schedule 80 FittingsAnonymous EaCgJPfs41No ratings yet
- Absorption Chiller GuidelineDocument97 pagesAbsorption Chiller Guidelineeng_badawy20044942100% (3)
- Ack eDocument154 pagesAck eAnonymous EaCgJPfs41100% (1)
- ERA Schedule 80 FittingsDocument2 pagesERA Schedule 80 FittingsAnonymous EaCgJPfs41No ratings yet
- Moment of Inertia Basics UnderstandingDocument20 pagesMoment of Inertia Basics UnderstandingRajesh N Priya GopinathanNo ratings yet
- A Characteristics Study of Ant Colony Optimization Algorithms For Routing ProblemsDocument7 pagesA Characteristics Study of Ant Colony Optimization Algorithms For Routing Problemsnaren_22No ratings yet
- SAME54 Curiosity Ultra Users Guide DS70005405ADocument35 pagesSAME54 Curiosity Ultra Users Guide DS70005405AhiteshmediaaNo ratings yet
- Money WiseDocument62 pagesMoney Wisejei liNo ratings yet
- Phase 2 p&ID - Google SearchDocument4 pagesPhase 2 p&ID - Google SearchAhmed Essam El-DinNo ratings yet
- Thermocouples - WikaDocument13 pagesThermocouples - WikaJ BagienNo ratings yet
- Estimating Biofilter Size For Ras SystemsDocument9 pagesEstimating Biofilter Size For Ras SystemstongaiNo ratings yet
- Calculation of Renal Tubular Reabsorption of Phosphate: The Algorithm Performs Better Than The NomogramDocument3 pagesCalculation of Renal Tubular Reabsorption of Phosphate: The Algorithm Performs Better Than The Nomogrammonday125No ratings yet
- Cloud Computing Bangla-Ragib HassanDocument19 pagesCloud Computing Bangla-Ragib HassanShah Shishir100% (1)
- LetDocument9 pagesLetDvy D. VargasNo ratings yet
- wph13 01 MSC 20200123 PDFDocument11 pageswph13 01 MSC 20200123 PDFfadi baqainNo ratings yet
- A Generalized Common Fixed Point of Multi-Valued Maps in B-Metric SpaceDocument10 pagesA Generalized Common Fixed Point of Multi-Valued Maps in B-Metric SpaceBrenton MorrisonNo ratings yet
- Electric Motor Troubleshooting PolyphaseDocument16 pagesElectric Motor Troubleshooting PolyphaserpshvjuNo ratings yet
- Design of Pilot Plant For The Production of Essential Oil From Eucalyptus LeavesDocument5 pagesDesign of Pilot Plant For The Production of Essential Oil From Eucalyptus LeavesNaomi HerreraNo ratings yet
- General Notices and Requirements: 2.20. Official ArticlesDocument12 pagesGeneral Notices and Requirements: 2.20. Official ArticlesZulfa A. Sa'adahNo ratings yet
- Design and Fabrication ofDocument9 pagesDesign and Fabrication ofKarthi Keyan R KNo ratings yet
- MS-DOS Basics GuideDocument40 pagesMS-DOS Basics GuidemancangkulNo ratings yet
- Unesco Als Ls3 Math m05 SG (v1.3)Document24 pagesUnesco Als Ls3 Math m05 SG (v1.3)als midsayap1100% (2)
- KAN Pd-01.04 Interpretation N Guidance On Estimation Uncertainty Measurement in TestingDocument19 pagesKAN Pd-01.04 Interpretation N Guidance On Estimation Uncertainty Measurement in Testingwahyuni buamonaNo ratings yet
- Introduction To PhytoconstituentsDocument124 pagesIntroduction To PhytoconstituentsSiddhant BanwatNo ratings yet
- ATJ209X Program Guide v1.4Document137 pagesATJ209X Program Guide v1.4oyoveraNo ratings yet
- Nce Practice TestDocument58 pagesNce Practice Testdakotalake80% (10)
- Marcom Opc ProductsDocument8 pagesMarcom Opc ProductsMARCOM SRLNo ratings yet
- Differentiating Aldehydes and KetonesDocument12 pagesDifferentiating Aldehydes and KetonesNurul Hasanah100% (1)
- Matter: Quarter 1: Module 5 - 7Document29 pagesMatter: Quarter 1: Module 5 - 7Aizy AlmosaraNo ratings yet
- Examining Demand and Substitutability Across Terminals in A Gateway Port Network A Discrete Choice Model of Irish Ports PDFDocument11 pagesExamining Demand and Substitutability Across Terminals in A Gateway Port Network A Discrete Choice Model of Irish Ports PDFJCANo ratings yet
- Electric Current Electromotive Force & Potential Difference ResistanceDocument47 pagesElectric Current Electromotive Force & Potential Difference Resistanceالغزيزال الحسن EL GHZIZAL HassaneNo ratings yet
- Arti PDFDocument7 pagesArti PDFSuvidVijay FadanvisNo ratings yet
- Quantitative Methods For Business - 1 NotesDocument34 pagesQuantitative Methods For Business - 1 NotesSOLOMON GHUNNEYNo ratings yet
- Experiment Number 2 Recrystallization and Melting Point DeterminationDocument5 pagesExperiment Number 2 Recrystallization and Melting Point DeterminationMaugri Grace Kristi LalumaNo ratings yet