You might also like
- Cold FormingDocument7 pagesCold FormingglaxionNo ratings yet
- Tailor Welded BlanksDocument52 pagesTailor Welded BlanksYuvaraj YuvarajNo ratings yet
- Cairo University Metallurgy Lecture on Metal Drawing ProcessDocument20 pagesCairo University Metallurgy Lecture on Metal Drawing Processيوسف عادل حسانينNo ratings yet
- Instructions:: Any ExceptionsDocument3 pagesInstructions:: Any ExceptionsAkhmad FathoniNo ratings yet
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
- E-Coat Inputs: A) Part InformationDocument5 pagesE-Coat Inputs: A) Part InformationAnjan MalusareNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- Incremental Forming in Tailor Welded BlanksDocument24 pagesIncremental Forming in Tailor Welded BlanksSitanshu S0% (1)
- Amat Teknik Sdn. Bhd. Product OverviewDocument22 pagesAmat Teknik Sdn. Bhd. Product OverviewMuhammad Zulhilmi0% (1)
- Production and Manufacturing of Automotive Engine ComponentsDocument24 pagesProduction and Manufacturing of Automotive Engine ComponentsMr. Jerome Nithin Gladson100% (1)
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- Die Design ParametersDocument3 pagesDie Design ParameterspunkhunkNo ratings yet
- Blanking Process Cost CalculationDocument3 pagesBlanking Process Cost CalculationVenkateswaran venkateswaran100% (1)
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- Sintered Metal Bush ProductionDocument5 pagesSintered Metal Bush Production124swadeshiNo ratings yet
- Deep Drawing Process PDFDocument34 pagesDeep Drawing Process PDFCADCAM CAENo ratings yet
- 2019 Afab Press Brake ToolsDocument30 pages2019 Afab Press Brake ToolsAFAB Machinery and Tools LtdNo ratings yet
- Shearing Process GuideDocument29 pagesShearing Process GuideSriram MuruganNo ratings yet
- Deep Drawing Cup Experiment Forces StrainsDocument5 pagesDeep Drawing Cup Experiment Forces StrainsRandhir KyNo ratings yet
- Sheet Metal WorkingDocument23 pagesSheet Metal WorkingSujit MishraNo ratings yet
- 725-24-600-12 Cylinder DetailsDocument2 pages725-24-600-12 Cylinder DetailsramabhplNo ratings yet
- JIS Standard For Casting MaterialDocument4 pagesJIS Standard For Casting MaterialalliceyewNo ratings yet
- ECN Balzers 20april10 AC Falen PresterenDocument76 pagesECN Balzers 20april10 AC Falen PresterenMiguelNo ratings yet
- Group Assignment on Cutting ToolsDocument29 pagesGroup Assignment on Cutting ToolsRahul Sharma100% (1)
- Basic Heat TreatmentDocument8 pagesBasic Heat TreatmentAnonymous VRspXsmNo ratings yet
- 15mec243 - Tool Design: VII Semester - Elective Mechanical EngineeringDocument17 pages15mec243 - Tool Design: VII Semester - Elective Mechanical Engineeringvignesh100% (1)
- Metal Stamping Dies GuideDocument7 pagesMetal Stamping Dies GuideedpsousaNo ratings yet
- Introduction To Design For Assembly and Manufacturing: (Cost Effective)Document81 pagesIntroduction To Design For Assembly and Manufacturing: (Cost Effective)Prabhu MechNo ratings yet
- Lathe Machine FormulaDocument5 pagesLathe Machine Formulaaman srivastavaNo ratings yet
- Chapter3 The Structure and Design of Press DiesDocument35 pagesChapter3 The Structure and Design of Press DiesMiriam OuxNo ratings yet
- GPI cap production Technology Comparison and AnalysisDocument54 pagesGPI cap production Technology Comparison and AnalysisNarayana MugalurNo ratings yet
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- Forging DefectsDocument10 pagesForging DefectsnvemanNo ratings yet
- Lec 6 Extrusion Metal WorkingDocument29 pagesLec 6 Extrusion Metal WorkingSidra SaeedNo ratings yet
- TOOL AND DIE STEEL FinalDocument73 pagesTOOL AND DIE STEEL FinalSapan KansaraNo ratings yet
- 2c-CASTING DESIGN ECONOMICSDocument18 pages2c-CASTING DESIGN ECONOMICSIzzat IkramNo ratings yet
- Design ParametersDocument25 pagesDesign ParametersNagaraj RaviNo ratings yet
- How to calculate die casting machine tonnageDocument2 pagesHow to calculate die casting machine tonnageRafał LesiczkaNo ratings yet
- Dies1 2Document23 pagesDies1 2Ajay BabuNo ratings yet
- MP SheetMetal PDFDocument48 pagesMP SheetMetal PDFNhan LeNo ratings yet
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDocument86 pagesSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- Die Casting ProcessDocument35 pagesDie Casting ProcessgarciarodrigoNo ratings yet
- Aluminum Cast Alloys:: Enabling Tools For Improved PerformanceDocument68 pagesAluminum Cast Alloys:: Enabling Tools For Improved PerformanceyoungonhuntNo ratings yet
- MachinabilityDocument5 pagesMachinabilityAshwin KumarNo ratings yet
- Aluminum Alloy Specification'Document12 pagesAluminum Alloy Specification'ArjunNo ratings yet
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous VRspXsmNo ratings yet
- Compression Molding Machine PriceDocument13 pagesCompression Molding Machine PriceSalma FarooqNo ratings yet
- Appendix A - Tolerances For Impression DieDocument21 pagesAppendix A - Tolerances For Impression Diekkozak99No ratings yet
- Turning N Milling FormulaDocument2 pagesTurning N Milling FormulaHaris SetiawanNo ratings yet
- Fulfill Instructions Quotation Analysis FormDocument5 pagesFulfill Instructions Quotation Analysis FormAnonymous VRspXsmNo ratings yet
- DFM Guidebook Sheetmetal Design Guidelines Issue XVIII PDFDocument11 pagesDFM Guidebook Sheetmetal Design Guidelines Issue XVIII PDFNandang KuroshakiNo ratings yet
- Example For Milling CalculationDocument3 pagesExample For Milling CalculationAbd Muhaimin AmmsNo ratings yet
- Load Calculation - WorkingDocument18 pagesLoad Calculation - WorkingVEERAM AJITHNo ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal ProcesseshizanorhudaNo ratings yet
- Deep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnDocument4 pagesDeep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnbrahimNo ratings yet
- Body ModelDocument145 pagesBody ModelDipika PandaNo ratings yet
- Die Cutting TolerancesDocument4 pagesDie Cutting TolerancesNeil LeonNo ratings yet
- KORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryDocument1,333 pagesKORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryD3nnSGTAVNo ratings yet
- Wiper Motor Torque CalculationDocument2 pagesWiper Motor Torque CalculationVenkateswaran venkateswaranNo ratings yet
- 96.rivet Cost Estimation TemplateDocument1 page96.rivet Cost Estimation TemplateVenkateswaran venkateswaranNo ratings yet
- Worm Gear Efficiency and Motor Stall Torque Relation CalculationDocument8 pagesWorm Gear Efficiency and Motor Stall Torque Relation CalculationVenkateswaran venkateswaranNo ratings yet
- Armature Resistance CalculationDocument5 pagesArmature Resistance CalculationVenkateswaran venkateswaranNo ratings yet
- Blow Mould Component Cost EstimationDocument6 pagesBlow Mould Component Cost EstimationVenkateswaran venkateswaran100% (1)
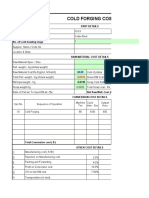
- 94.cold Forging Cost Estimation SheetDocument5 pages94.cold Forging Cost Estimation SheetVenkateswaran venkateswaranNo ratings yet
- Worm Sliding Speed CalculationDocument4 pagesWorm Sliding Speed CalculationVenkateswaran venkateswaranNo ratings yet
- Class 3 Lever Effort Force CalculationDocument6 pagesClass 3 Lever Effort Force CalculationVenkateswaran venkateswaranNo ratings yet
- Injection Mould Component Cost EstimationDocument7 pagesInjection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Press Tool Technical RequirementsDocument6 pagesPress Tool Technical RequirementsVenkateswaran venkateswaranNo ratings yet
- Poly Carbonate - Injection Mould Component Cost EstimationDocument7 pagesPoly Carbonate - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Force CalculationsDocument14 pagesForce CalculationsVenkateswaran venkateswaranNo ratings yet
- Spot Welding Strength CalculationDocument14 pagesSpot Welding Strength CalculationVenkateswaran venkateswaranNo ratings yet
- Specific Gravity CalculationDocument3 pagesSpecific Gravity CalculationVenkateswaran venkateswaranNo ratings yet
- Abs - Injection Mould Component Cost EstimationDocument7 pagesAbs - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Calculating force using Newton's second lawDocument4 pagesCalculating force using Newton's second lawVenkateswaran venkateswaranNo ratings yet
- Asa - Injection Mould Component Cost EstimationDocument7 pagesAsa - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Motor CalculationDocument5 pagesMotor CalculationVenkateswaran venkateswaranNo ratings yet
- Gear Motor Calculation - 1Document2 pagesGear Motor Calculation - 1Venkateswaran venkateswaranNo ratings yet
- Injection Mould Component Cost EstimationDocument7 pagesInjection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Gear Motor Calculation-2Document3 pagesGear Motor Calculation-2Venkateswaran venkateswaranNo ratings yet
- Calculations For Gear Box of Stabiliser Gear Box. ExistingDocument2 pagesCalculations For Gear Box of Stabiliser Gear Box. ExistingVenkateswaran venkateswaranNo ratings yet
- Trapezodial Thread Efficiency - Co-Efficient Force - Steel To Steel Grease DynamicDocument4 pagesTrapezodial Thread Efficiency - Co-Efficient Force - Steel To Steel Grease DynamicVenkateswaran venkateswaranNo ratings yet
- Rubber Grommet Cost Estimation SheetDocument1 pageRubber Grommet Cost Estimation SheetVenkateswaran venkateswaran100% (1)
- Trapezodial Thread Efficiency - Co-Efficient Force - Steel To Steel Dry DynamicDocument16 pagesTrapezodial Thread Efficiency - Co-Efficient Force - Steel To Steel Dry DynamicVenkateswaran venkateswaranNo ratings yet
- Blow Mould Component Cost EstimationDocument6 pagesBlow Mould Component Cost EstimationVenkateswaran venkateswaran100% (1)
- Gear box calculations for stabiliser IP65Document2 pagesGear box calculations for stabiliser IP65Venkateswaran venkateswaranNo ratings yet
- Bearing Load CalculationDocument3 pagesBearing Load CalculationVenkateswaran venkateswaranNo ratings yet
- HOW FLANGE FINISH AFFECTS GASKET PERFORMANCEDocument8 pagesHOW FLANGE FINISH AFFECTS GASKET PERFORMANCEVenkateswaran venkateswaranNo ratings yet
- Minerales de Arcilla y Métodos de Identificación (Clay Minerals and Structure Identification Methods)Document4 pagesMinerales de Arcilla y Métodos de Identificación (Clay Minerals and Structure Identification Methods)RaulNo ratings yet
- Tachometers: Balmaceda, Chris Francisco, MilfrenDocument15 pagesTachometers: Balmaceda, Chris Francisco, Milfrenjude100% (1)
- Karl Mayer: Submitted To: Ariful Haque AshikDocument18 pagesKarl Mayer: Submitted To: Ariful Haque AshikRidwoan RebontoNo ratings yet
- Electrical Accessories GuideDocument7 pagesElectrical Accessories GuideMirza Bilal100% (1)
- 2015 Synfluid BroDocument8 pages2015 Synfluid BromarcelhidajatNo ratings yet
- Coal Based Sponge Iron Industry Drives Indian Steel MakingDocument4 pagesCoal Based Sponge Iron Industry Drives Indian Steel MakingchaitanyabhansaliNo ratings yet
- Installation of Utility Piping Systems StandardsDocument2 pagesInstallation of Utility Piping Systems StandardsNaushad AlamNo ratings yet
- Pressure Release Valve For 400mm PDFDocument11 pagesPressure Release Valve For 400mm PDFShree Krishna GoraNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Haryana Exporters Complete ListDocument8 pagesHaryana Exporters Complete ListShashank SrivastavaNo ratings yet
- Electro Mecanica, TypeVD-GSMI 34.5kV Vacuum Breaker & Grounding Breaker - (INTERLOCKED)Document18 pagesElectro Mecanica, TypeVD-GSMI 34.5kV Vacuum Breaker & Grounding Breaker - (INTERLOCKED)Dean BartlettNo ratings yet
- Classification Of Machine Tools: Types And DrivesDocument7 pagesClassification Of Machine Tools: Types And DrivesglisoNo ratings yet
- Beneficiation of Lead-Zinc Ores - A ReviewDocument21 pagesBeneficiation of Lead-Zinc Ores - A ReviewRishabhNo ratings yet
- Technical Data Sheet 10mm Round Infrared LED: HIR1363CDocument7 pagesTechnical Data Sheet 10mm Round Infrared LED: HIR1363Craim91No ratings yet
- Hvac CPWDDocument2 pagesHvac CPWDMuhammed AnasNo ratings yet
- Virtual ExperimentDocument16 pagesVirtual ExperimentcarlrequiolaNo ratings yet
- Az Bac 1500 - 2000 - 2500Document2 pagesAz Bac 1500 - 2000 - 2500Branko AndricNo ratings yet
- Innventia Thomas TrostDocument21 pagesInnventia Thomas TrostAnonymous 8lxxbNcA0sNo ratings yet
- Surface PlateDocument5 pagesSurface Platetevqwe1No ratings yet
- GRP Pipe Adhesive Coupling InstallationDocument7 pagesGRP Pipe Adhesive Coupling InstallationMrinal Kanti BhaduriNo ratings yet
- Mechanical Seals JohnCraneDocument6 pagesMechanical Seals JohnCranevalikka100% (3)
- PV776 TSP106805 1Document82 pagesPV776 TSP106805 1Registr Registr100% (1)
- Work Station and Partition Wall 04: Section KeyplanDocument1 pageWork Station and Partition Wall 04: Section KeyplanRakshitha reddyNo ratings yet
- MSDS - Weber. Bloc Fix 02Document4 pagesMSDS - Weber. Bloc Fix 02AbbasNo ratings yet
- 4140HW Alloy Steel Technical Data PDFDocument8 pages4140HW Alloy Steel Technical Data PDFCarmenJuliaNo ratings yet
- PresentationDocument10 pagesPresentationapi-348897864No ratings yet
- New Microsoft Word DocumentDocument9 pagesNew Microsoft Word DocumentDani DoniNo ratings yet
- Bronces y Latones ThyssenDocument96 pagesBronces y Latones ThyssenJuan LeonNo ratings yet
- Structural Steel Load and Resistance Factor Design Short VersionDocument8 pagesStructural Steel Load and Resistance Factor Design Short Versionjack.simpson.changNo ratings yet
- SD Compressor Service ManualDocument33 pagesSD Compressor Service Manualapi-19789368100% (2)