You might also like
- Part VII Deepwater Drilling PDFDocument31 pagesPart VII Deepwater Drilling PDFSlim.BNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- ANSYS Mechanical Users GuideDocument1,824 pagesANSYS Mechanical Users GuideHadrian RochaNo ratings yet
- Davit Design Calculation: L 1 D V H V H V DDocument2 pagesDavit Design Calculation: L 1 D V H V H V DSiva baalanNo ratings yet
- FOURTH QUARTERLY EXAMINATIONscience9Document3 pagesFOURTH QUARTERLY EXAMINATIONscience9Venus NamocNo ratings yet
- United States Patent (191: Kato Et AlDocument17 pagesUnited States Patent (191: Kato Et AlPTR77No ratings yet
- Azxeze: United States Patent (19) 11) 4,090,743Document5 pagesAzxeze: United States Patent (19) 11) 4,090,743Thadchan MuthusamyNo ratings yet
- United States Patent (10) Patent No.: US 6,634,175 B1: Kawata Et Al. (45) Date of Patent: Oct. 21, 2003Document22 pagesUnited States Patent (10) Patent No.: US 6,634,175 B1: Kawata Et Al. (45) Date of Patent: Oct. 21, 2003RohitNo ratings yet
- Perpetual Machine USPATENT RefDocument147 pagesPerpetual Machine USPATENT Refbcetek8889No ratings yet
- 1988-US Patent-Bearing Device For Turbocharger-4721441Document8 pages1988-US Patent-Bearing Device For Turbocharger-4721441Alex CooperNo ratings yet
- Us 4158382Document12 pagesUs 4158382AdailsonNo ratings yet
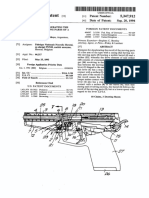
- FN Five Seven US5347912Document7 pagesFN Five Seven US5347912apoorva singhNo ratings yet
- United States PatentDocument18 pagesUnited States Patent155No ratings yet
- Flexible Pipe Loop US5803506Document8 pagesFlexible Pipe Loop US5803506Omega RedNo ratings yet
- LG SkothDocument7 pagesLG SkothNURI ONUR CATAKNo ratings yet
- US4392295Document14 pagesUS4392295chahineNo ratings yet
- Usre31018 PDFDocument9 pagesUsre31018 PDFAnonymous hEkOZUhSNo ratings yet
- Effés: United States PatentDocument4 pagesEffés: United States PatentsivakumarNo ratings yet
- US5198281 Towpreg FabricDocument20 pagesUS5198281 Towpreg FabricyigitilgazNo ratings yet
- Wiiw 32A: (12) United States PatentDocument31 pagesWiiw 32A: (12) United States PatentZavorra ZavorratoNo ratings yet
- US4312261 Apparatus For Weaving A Three-Dimensional Article PDFDocument10 pagesUS4312261 Apparatus For Weaving A Three-Dimensional Article PDFParikshit PaulNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument30 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentgorgiNo ratings yet
- United States Patent (19) : 9 (VE Ump F-AsDocument11 pagesUnited States Patent (19) : 9 (VE Ump F-AsaliNo ratings yet
- United States Patent (19) : IchinoseDocument10 pagesUnited States Patent (19) : Ichinosejacobian18No ratings yet
- US4165961Document18 pagesUS4165961devmarineacademyNo ratings yet
- United States Patent (19) 11 Patent Number: 5,852,331: Giorgini (45) Date of Patent: Dec. 22, 1998Document6 pagesUnited States Patent (19) 11 Patent Number: 5,852,331: Giorgini (45) Date of Patent: Dec. 22, 1998Fawad AhmadNo ratings yet
- Static C US5488321Document13 pagesStatic C US5488321Kaushik YadiyalNo ratings yet
- United States Patent (10) Patent No.: US 7,395,626 B2: Zedrosser (45) Date of Patent: Jul. 8, 2008Document14 pagesUnited States Patent (10) Patent No.: US 7,395,626 B2: Zedrosser (45) Date of Patent: Jul. 8, 2008Слэйтер Строительная компанияNo ratings yet
- Matted States Patent (19) : YamadaDocument10 pagesMatted States Patent (19) : YamadadunieskyNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- US3876039Document6 pagesUS3876039MarcosNo ratings yet
- United States Patent (19) : 01 18338 7/1980 Japan ................................... 267/149Document7 pagesUnited States Patent (19) : 01 18338 7/1980 Japan ................................... 267/149ffontanaNo ratings yet
- Phy 2Document38 pagesPhy 2AlvianiNo ratings yet
- Balance Stem Gate Valve USDocument15 pagesBalance Stem Gate Valve USshaqibNo ratings yet
- United States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XDocument19 pagesUnited States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XJjp ParmarNo ratings yet
- Fuzzy LogicDocument53 pagesFuzzy LogicZakariya AlrbaeyNo ratings yet
- Welding Gun Spatter ShieldDocument10 pagesWelding Gun Spatter ShieldddvNo ratings yet
- St. Hisz, E: 3N NRKDocument9 pagesSt. Hisz, E: 3N NRKSyahrulSubaktiNo ratings yet
- US4632154 Weft Feeder For Weaving Looms PDFDocument6 pagesUS4632154 Weft Feeder For Weaving Looms PDFParikshit PaulNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- Us 5501266Document16 pagesUs 5501266Arnold NiñoNo ratings yet
- Us 4286375Document8 pagesUs 4286375Shankar PediredlaNo ratings yet
- United States Patent (19) 11 Patent Number: 5,878,491Document11 pagesUnited States Patent (19) 11 Patent Number: 5,878,491Edmealem Belay MekonnenNo ratings yet
- US6247760Document12 pagesUS6247760aungkyawzoreNo ratings yet
- USRE29603Document7 pagesUSRE29603PUVAN TSTNo ratings yet
- US5678477 Sheller PatentDocument14 pagesUS5678477 Sheller PatentNiranjan PuduruNo ratings yet
- N N N N: United States PatentDocument7 pagesN N N N: United States Patentalvaro BricioNo ratings yet
- US5060765Document12 pagesUS5060765marcglebNo ratings yet
- United States Patent (19) : Iguchi Et Al. 11) Patent Number: 45) Date of PatentDocument21 pagesUnited States Patent (19) : Iguchi Et Al. 11) Patent Number: 45) Date of PatentsieausNo ratings yet
- 15-sy45M12220SE2: V. VntynxaarDocument7 pages15-sy45M12220SE2: V. VntynxaarWilton CarvalhoNo ratings yet
- US3939321Document13 pagesUS3939321rakeshraki16600No ratings yet
- Iiihhhhhhhhhhhhiii: United States Patent (19) 11 Patent Number: 5,259,692Document7 pagesIiihhhhhhhhhhhhiii: United States Patent (19) 11 Patent Number: 5,259,692faudelNo ratings yet
- Us6149734a PDFDocument10 pagesUs6149734a PDFمحمد قاسم جوحيNo ratings yet
- Power Generation Using Footstep-310Document28 pagesPower Generation Using Footstep-310AdiyNo ratings yet
- US4026729-Method of Making A Soft Steel Sheet by Continuous AnnealingDocument6 pagesUS4026729-Method of Making A Soft Steel Sheet by Continuous AnnealingAgustine SetiawanNo ratings yet
- C D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235Document7 pagesC D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235sundharNo ratings yet
- Us 4610182Document7 pagesUs 4610182rohaannn46No ratings yet
- Hinge Connectonfor Articulated VehiclesDocument12 pagesHinge Connectonfor Articulated Vehicleseleuliev.berik00No ratings yet
- Us4397451 PDFDocument7 pagesUs4397451 PDFمحمد قاسم جوحيNo ratings yet
- Us 4103196Document6 pagesUs 4103196Shankar PediredlaNo ratings yet
- Us 4067494Document15 pagesUs 4067494Mateo LondoñoNo ratings yet
- Us 5239846Document11 pagesUs 5239846Logesh kumarNo ratings yet
- US6103347 XXXXXXXXXXXXXXDocument12 pagesUS6103347 XXXXXXXXXXXXXXfrancisco perezNo ratings yet
- G74 KSK 60236Document1 pageG74 KSK 60236Ashkan AsefiNo ratings yet
- 00) 60236 ODshrc BOM REV00 OtherDocument2 pages00) 60236 ODshrc BOM REV00 OtherAshkan AsefiNo ratings yet
- 01) 60236 ODshrc BOM REV01 Paltes&profilesDocument2 pages01) 60236 ODshrc BOM REV01 Paltes&profilesAshkan AsefiNo ratings yet
- SH KSK 60236 G38 04Document1 pageSH KSK 60236 G38 04Ashkan AsefiNo ratings yet
- SH KSK 60236 G29 10Document1 pageSH KSK 60236 G29 10Ashkan AsefiNo ratings yet
- EP0725696B1Document19 pagesEP0725696B1Ashkan AsefiNo ratings yet
- Hertwich Engineering: No. Description Dimension Material Norm Piece Supplier Masse EDocument2 pagesHertwich Engineering: No. Description Dimension Material Norm Piece Supplier Masse EAshkan AsefiNo ratings yet
- WO2002066181A2Document42 pagesWO2002066181A2Ashkan AsefiNo ratings yet
- Hertwich Engineering: No. Description Dimension Material Norm Piece Supplier Masse EDocument2 pagesHertwich Engineering: No. Description Dimension Material Norm Piece Supplier Masse EAshkan AsefiNo ratings yet
- The Twin-Roll Casting of Magnesium Alloys: S.S. Park, W.-J. Park, C.H. Kim, B.S. You, and Nack J. KimDocument5 pagesThe Twin-Roll Casting of Magnesium Alloys: S.S. Park, W.-J. Park, C.H. Kim, B.S. You, and Nack J. KimAshkan AsefiNo ratings yet
- Review Article: Review On Vertical Twin-Roll Strip Casting: A Key Technology For Quality StripsDocument14 pagesReview Article: Review On Vertical Twin-Roll Strip Casting: A Key Technology For Quality StripsAshkan AsefiNo ratings yet
- DC Motor ModelingDocument13 pagesDC Motor ModelingMuhammad SalmanNo ratings yet
- Mathematics - Iii - Feb - 2022 - 3 - MechDocument2 pagesMathematics - Iii - Feb - 2022 - 3 - MechLakshmi PithaniNo ratings yet
- High-Resolution Micromachined Interferometric AccelerometerDocument75 pagesHigh-Resolution Micromachined Interferometric AccelerometerjitendraNo ratings yet
- Week6 - Polymers, Carbon Based MaterialsDocument50 pagesWeek6 - Polymers, Carbon Based MaterialstuanaNo ratings yet
- Allplastics - Perspex - Technical DatasheetDocument40 pagesAllplastics - Perspex - Technical DatasheetdscvsddvfvNo ratings yet
- Work Energy Worksheet 1Document5 pagesWork Energy Worksheet 1TheOnesNo ratings yet
- Physical Science Week 2Document7 pagesPhysical Science Week 2ruel rinconadaNo ratings yet
- C3mkii PDFDocument4 pagesC3mkii PDFavar kolaNo ratings yet
- EX D Pressure Switch RTE DanfossDocument5 pagesEX D Pressure Switch RTE DanfossR JNo ratings yet
- GRP Flameproof Combination Signal - 110 DB (A) / 5 Joule: Series YL6SDocument6 pagesGRP Flameproof Combination Signal - 110 DB (A) / 5 Joule: Series YL6Sjuan palominoNo ratings yet
- Valvula ExpansionDocument20 pagesValvula ExpansionTomas VargasNo ratings yet
- Cable EntryDocument4 pagesCable EntryJandri JacobNo ratings yet
- 218 FinalDocument17 pages218 FinalmhaymourNo ratings yet
- Investigatory Project PhysicsDocument8 pagesInvestigatory Project PhysicsRonald100% (1)
- Maxwell's Birthplace: Exhibition RoomDocument4 pagesMaxwell's Birthplace: Exhibition RoomDivisionNo ratings yet
- Chapter 10: GROUP 2Document4 pagesChapter 10: GROUP 2Luk HKNo ratings yet
- Hexane (Food Grade)Document11 pagesHexane (Food Grade)Tipu PahanNo ratings yet
- Teachnical & Service Manual ARV 7 T1 All DC Inverter series 8-36 hp V1Document163 pagesTeachnical & Service Manual ARV 7 T1 All DC Inverter series 8-36 hp V1sssddssNo ratings yet
- P11 Wk18 WS 2021 Work and Impulse - 1632832373354 - 8fkdqDocument3 pagesP11 Wk18 WS 2021 Work and Impulse - 1632832373354 - 8fkdqRAVI ANANTHAKRISHNANNo ratings yet
- GM Ab91e CSH K003Document2 pagesGM Ab91e CSH K003mark luigi SarmientoNo ratings yet
- Dimensions: NJ5-18GM-N-V1Document3 pagesDimensions: NJ5-18GM-N-V1giridharNo ratings yet
- Multilevel Inverter Base PaperDocument13 pagesMultilevel Inverter Base PaperKrishpy AngelNo ratings yet
- Consumer Schedule of TariffDocument2 pagesConsumer Schedule of TariffAbdullah NaeemNo ratings yet
- Substation Grounding Grid Design Using ADocument23 pagesSubstation Grounding Grid Design Using ADavid LondoñoNo ratings yet
- A4447 High Voltage Step Down Regulator: Features and Benefits DescriptionDocument12 pagesA4447 High Voltage Step Down Regulator: Features and Benefits DescriptionCiprian UngureanuNo ratings yet
- Distillation Lab Manual PDFDocument12 pagesDistillation Lab Manual PDFIdil DoreNo ratings yet