You might also like
- Specification for Alloy Steel ForgingsDocument10 pagesSpecification for Alloy Steel ForgingsAnilNo ratings yet
- Astm A 336 .03Document8 pagesAstm A 336 .03FrengkiNo ratings yet
- A 336 - A 336M - 03 - Qtmzni0wmwDocument8 pagesA 336 - A 336M - 03 - Qtmzni0wmwAdrian GonzalezNo ratings yet
- Sa 369Document5 pagesSa 369ismaelarchilacastilloNo ratings yet
- Specification For Carbon and Ferritic Alloy Steel Forged and Bored Pipe For High-Temperature ServiceDocument5 pagesSpecification For Carbon and Ferritic Alloy Steel Forged and Bored Pipe For High-Temperature ServiceAnilNo ratings yet
- Astm A 351 - Cast - Aust-Ferr PDFDocument5 pagesAstm A 351 - Cast - Aust-Ferr PDFHerz MitchNo ratings yet
- Astm A351Document6 pagesAstm A351Rahul SinghNo ratings yet
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument6 pagesCastings, Nickel and Nickel Alloy: Standard Specification ForRafael CossolinoNo ratings yet
- Steel Forgings, Stainless, For Compressor and Turbine AirfoilsDocument4 pagesSteel Forgings, Stainless, For Compressor and Turbine AirfoilsAli Saleh Saad AL-isawiNo ratings yet
- Quenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsDocument5 pagesQuenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsJose PerezNo ratings yet
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and Temperedraulpalma93No ratings yet
- Alloy Steel Forgings For Pressure and High-Temperature PartsDocument8 pagesAlloy Steel Forgings For Pressure and High-Temperature PartsDarwin DarmawanNo ratings yet
- Pressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedDocument4 pagesPressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedABINASH SINGHNo ratings yet
- Martensitic Stainless Steel Forgings and Forging Stock For High-Temperature ServiceDocument4 pagesMartensitic Stainless Steel Forgings and Forging Stock For High-Temperature ServicemarceloNo ratings yet
- Astm A333 PDFDocument8 pagesAstm A333 PDFrams789No ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 Percent NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 Percent NickelVivekNo ratings yet
- Astm A333Document7 pagesAstm A333Kishor JadhavNo ratings yet
- Astm A291Document4 pagesAstm A291Arthur DinizNo ratings yet
- Sa 335 PDFDocument12 pagesSa 335 PDFAnilNo ratings yet
- h99sec2asa-335Document4 pagesh99sec2asa-335Fermín VallejoNo ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- A 290 - 02 - Qti5maDocument4 pagesA 290 - 02 - Qti5maLuis TestaNo ratings yet
- Sa 352Document8 pagesSa 352Raju SkNo ratings yet
- A 353 - A 353M - 93 R99 Qtm1my9bmzuztqDocument3 pagesA 353 - A 353M - 93 R99 Qtm1my9bmzuztqJJ SaabNo ratings yet
- Castings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsDocument5 pagesCastings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsElpidio ManansalaNo ratings yet
- Astm A 351 - 05Document5 pagesAstm A 351 - 05srihariNo ratings yet
- ASTM A 351 - A 351M - 03 SS CastingsDocument5 pagesASTM A 351 - A 351M - 03 SS CastingsSaravanan VaradarajanNo ratings yet
- Pressure Vessel Plates, 5 % and 5 % Nickel Alloy Steels, Specially Heat TreatedDocument4 pagesPressure Vessel Plates, 5 % and 5 % Nickel Alloy Steels, Specially Heat TreatedSama UmateNo ratings yet
- Specification For Pressure Vessel Plates, Alloy Steel, Chromium-MolybdenumDocument6 pagesSpecification For Pressure Vessel Plates, Alloy Steel, Chromium-MolybdenumAnilNo ratings yet
- Astm A 27 PDFDocument4 pagesAstm A 27 PDFmvalenzuelatNo ratings yet
- A351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsDocument5 pagesA351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsPhong ThanhNo ratings yet
- Astm A 27 PDFDocument4 pagesAstm A 27 PDFRyan LasacaNo ratings yet
- Astm A 995-2019Document6 pagesAstm A 995-2019Kamal Thummar100% (1)
- A291a291m 16Document5 pagesA291a291m 16Ralf JonesNo ratings yet
- A 553A 553M Pressure Vessel PlatesDocument3 pagesA 553A 553M Pressure Vessel Platesmohammed harrisNo ratings yet
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDocument5 pagesSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceAnant RubadeNo ratings yet
- Astm A351 A351mDocument5 pagesAstm A351 A351mOscar Franco MNo ratings yet
- Asme Section Ii A-2 Sa-995Document4 pagesAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNo ratings yet
- Steel Forgings, Carbon and Alloy, For Pinions, Gears and Shafts For Reduction GearsDocument4 pagesSteel Forgings, Carbon and Alloy, For Pinions, Gears and Shafts For Reduction GearsCarlos JavierNo ratings yet
- A 1021 - 01 - QtewmjetmdeDocument4 pagesA 1021 - 01 - QtewmjetmdeAdrian GonzalezNo ratings yet
- Astm A351 2006Document5 pagesAstm A351 2006Almas AthifNo ratings yet
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedSofiaJabadanEspulgarNo ratings yet
- ASTM - A 27 - Standard Specification For Steel Castings, Carb PDFDocument4 pagesASTM - A 27 - Standard Specification For Steel Castings, Carb PDFMohamed RizkNo ratings yet
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedPhong ThanhNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 % NickelDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 % NickelDarwin DarmawanNo ratings yet
- A 982 - 02 Perfiles de TurbinaDocument4 pagesA 982 - 02 Perfiles de Turbinaalucard375No ratings yet
- A1021 PDFDocument4 pagesA1021 PDFlilianaNo ratings yet
- Sa 387Document6 pagesSa 387ismaelarchilacastilloNo ratings yet
- Astm A743Document6 pagesAstm A743lyricmp100% (1)
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument4 pagesCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDarwin DarmawanNo ratings yet
- Carbon and Alloy Steel Forgings For Rings For Reduction GearsDocument4 pagesCarbon and Alloy Steel Forgings For Rings For Reduction GearsJerry BeanNo ratings yet
- Asme Section Ii A Sa-351 Sa-351m PDFDocument8 pagesAsme Section Ii A Sa-351 Sa-351m PDFdavid perezNo ratings yet
- Specification For Stainless Steel Bars and Shapes: This Specification Was AddedDocument10 pagesSpecification For Stainless Steel Bars and Shapes: This Specification Was AddedGeraldoVelizNo ratings yet
- Pressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedRoland CepedaNo ratings yet
- A 592 - A 592M - 89 R99 Qtu5mi9bntkytqDocument3 pagesA 592 - A 592M - 89 R99 Qtu5mi9bntkytqClaudia Patricia Magaña RabanalesNo ratings yet
- A351a 351m 03 PDFDocument6 pagesA351a 351m 03 PDFkannan vNo ratings yet
- Carbon and Alloy Steel Forgings For Rings For Reduction GearsDocument3 pagesCarbon and Alloy Steel Forgings For Rings For Reduction GearsDarwin DarmawanNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- ISO 15663 2021 Life Cycle CostingDocument110 pagesISO 15663 2021 Life Cycle CostingpeterNo ratings yet
- Iso 22398-2013Document42 pagesIso 22398-2013ismaelarchilacastilloNo ratings yet
- Nace-Nacemr0175iso15156-3 Tech Corr 1 Package Web VersionDocument2 pagesNace-Nacemr0175iso15156-3 Tech Corr 1 Package Web VersionismaelarchilacastilloNo ratings yet
- MR 0175 Corrigendum 1 2005Document2 pagesMR 0175 Corrigendum 1 2005thiyaguvk123_6953432No ratings yet
- ISO 14313-2007 Cor1-2009Document2 pagesISO 14313-2007 Cor1-2009ismaelarchilacastilloNo ratings yet
- Asme 0792Document8 pagesAsme 0792Servando LozanoNo ratings yet
- Sa 276Document10 pagesSa 276ismaelarchilacastilloNo ratings yet
- Sa 311Document5 pagesSa 311singaravelan narayanasamyNo ratings yet
- Aws It 202105Document36 pagesAws It 202105ismaelarchilacastilloNo ratings yet
- ASME SA 372 - Carbon and Alloy Steels Forgings For Thin Walled Pressure Vessels PDFDocument7 pagesASME SA 372 - Carbon and Alloy Steels Forgings For Thin Walled Pressure Vessels PDFHoangNo ratings yet
- Sa 299Document3 pagesSa 299ismaelarchilacastilloNo ratings yet
- Asme 0730.1Document10 pagesAsme 0730.1Yssel Hernandez BautistaNo ratings yet
- Specification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature ServiceDocument22 pagesSpecification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature Servicedaniel pacheco do nascimento PachecoNo ratings yet
- Asme Sa-232 PDFDocument4 pagesAsme Sa-232 PDFGato SesaNo ratings yet
- Sa 278Document5 pagesSa 278ismaelarchilacastilloNo ratings yet
- Asme 0131 PDFDocument26 pagesAsme 0131 PDFElias Condorhuaman BaltazarNo ratings yet
- Astm A435 2012Document2 pagesAstm A435 2012FernandoiNo ratings yet
- Sa 312Document12 pagesSa 312ismaelarchilacastilloNo ratings yet
- Sa 320Document12 pagesSa 320ismaelarchilacastilloNo ratings yet
- Astm A435 2012Document2 pagesAstm A435 2012FernandoiNo ratings yet
- NACE SP 0287-2016-SG Formerly RP0287 Field Measurement oDocument12 pagesNACE SP 0287-2016-SG Formerly RP0287 Field Measurement oRavikumar RaviNo ratings yet
- Awwa C206-17Document28 pagesAwwa C206-17Kenny Wong100% (2)
- SSPC-SP 11-2012 PDFDocument4 pagesSSPC-SP 11-2012 PDFAhmad AshshiddieqyNo ratings yet
- Asme Section II A Sa-266 Sa-266mDocument6 pagesAsme Section II A Sa-266 Sa-266mAnonymous GhPzn1xNo ratings yet
- Corrosion Science: Zoran Bergant, Uroš Trdan, Janez GrumDocument15 pagesCorrosion Science: Zoran Bergant, Uroš Trdan, Janez GrumMislav TeskeraNo ratings yet
- Properties and Microstructures in Metal Selective Laser MeltingDocument12 pagesProperties and Microstructures in Metal Selective Laser MeltingGabriel Petrea100% (1)
- Astm 437 PDFDocument3 pagesAstm 437 PDFJOSEPH REFUERZONo ratings yet
- AlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsDocument12 pagesAlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsAbdullah SiddiqNo ratings yet
- Type MaterialDocument31 pagesType MaterialChristopherGunawanNo ratings yet
- 2014 LawsonWeldingTechGuide AD PDFDocument115 pages2014 LawsonWeldingTechGuide AD PDFsshastrimechNo ratings yet
- SURFACE HARDENING OF STEEL VIA NITRIDINGDocument15 pagesSURFACE HARDENING OF STEEL VIA NITRIDINGvikrantNo ratings yet
- Astm A965x 2021aDocument7 pagesAstm A965x 2021aamitNo ratings yet
- 4.0 Solid-State Nucleation and Growth PDFDocument17 pages4.0 Solid-State Nucleation and Growth PDFLEONARD NYIRONGONo ratings yet
- Materials and Corrosion For Sour ServiceDocument60 pagesMaterials and Corrosion For Sour ServiceAnonymous QSfDsVxjZ100% (5)
- AT0016-0311 - Tech Briefs - Resistance Welding Copper BerylliumDocument3 pagesAT0016-0311 - Tech Briefs - Resistance Welding Copper BerylliumAnonymous CYdagINo ratings yet
- ABS - Guide For Certification of Offshore Mooring Chain PDFDocument55 pagesABS - Guide For Certification of Offshore Mooring Chain PDFIbrahim RahmatullahNo ratings yet
- Reactor Pressure Vessel (RPV) Design and FABRICATIONDocument13 pagesReactor Pressure Vessel (RPV) Design and FABRICATIONVinh Do ThanhNo ratings yet
- Chanchal Singh MBA (SM) Pt-II Seme-IIIDocument69 pagesChanchal Singh MBA (SM) Pt-II Seme-IIIdeepak_keswani86No ratings yet
- Mechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectDocument41 pagesMechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectEhsan HaratiNo ratings yet
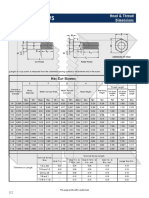
- HEX CAP SCREWS & BOLTS SPECIFICATIONSDocument2 pagesHEX CAP SCREWS & BOLTS SPECIFICATIONSHazimNo ratings yet
- Astm A435Document3 pagesAstm A435Alberto PavanNo ratings yet
- Electric-Fusion-Welded Steel Pipe For Atmospheric and Lower TemperaturesDocument7 pagesElectric-Fusion-Welded Steel Pipe For Atmospheric and Lower TemperaturesAbinashBeheraNo ratings yet
- PQT Chapter 9b Phase DiagramsDocument27 pagesPQT Chapter 9b Phase DiagramsDương Hữu PhươngNo ratings yet
- Astm A 297 HU HK HTDocument4 pagesAstm A 297 HU HK HTSama UmateNo ratings yet
- En10028 2Document12 pagesEn10028 2Patilea Daniela100% (1)
- Astm A312 PDFDocument10 pagesAstm A312 PDFTam Huynh ThanhNo ratings yet
- Wright Tools Catalog 57 1956Document24 pagesWright Tools Catalog 57 1956OSEAS GOMEZNo ratings yet
- Non-Destructive Testing and Acceptance Standards For Steam Turbine CastingsDocument14 pagesNon-Destructive Testing and Acceptance Standards For Steam Turbine CastingsveeramalaiNo ratings yet
- Metastable Iron-Carbon (Fe-C) Phase DiagramDocument3 pagesMetastable Iron-Carbon (Fe-C) Phase DiagramupenderNo ratings yet
- TDC-10B Heat Treatment For C12A Steel CastingsDocument2 pagesTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- High Tech For High-Strength Plate: Heavy Plate Production at MMKDocument32 pagesHigh Tech For High-Strength Plate: Heavy Plate Production at MMKbbcsteeltech LtdNo ratings yet
- 210Document12 pages210kumarkk1969No ratings yet
- 100Cr6 PropertiesDocument1 page100Cr6 PropertiesRudrendu ShekharNo ratings yet