You might also like
- STRUCTURAL PROPERTIES OF NANOCRYSTALLINE TiN FILMDocument7 pagesSTRUCTURAL PROPERTIES OF NANOCRYSTALLINE TiN FILMInternational Journal of Structronics & MechatronicsNo ratings yet
- Residual Stress Measurement in Thin Films Using The Semi-Destructive Ring-Core Drilling Method Using Focused Ion BeamDocument6 pagesResidual Stress Measurement in Thin Films Using The Semi-Destructive Ring-Core Drilling Method Using Focused Ion BeamGabriel Vazquez VegaNo ratings yet
- Non-Destructive Testing of Joints in Precast Element StructuresDocument10 pagesNon-Destructive Testing of Joints in Precast Element StructuresshakeebNo ratings yet
- Ijmet: ©iaemeDocument8 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Martin Schickert - Ultrasonic NDE of ConcreteDocument10 pagesMartin Schickert - Ultrasonic NDE of ConcreteGeorgiana MatacheNo ratings yet
- Effect of SilaneDocument20 pagesEffect of SilaneVansala GanesanNo ratings yet
- Development of Cyclic Slip Bands in Ufg Copper in Gigacycle FatigueDocument6 pagesDevelopment of Cyclic Slip Bands in Ufg Copper in Gigacycle FatiguemiguelramirezalvarezNo ratings yet
- EDM With ECM PDFDocument8 pagesEDM With ECM PDFlogeshboy007No ratings yet
- A Comparison Between Direct and Indirect Method of Ultrasonic Pulse Velocity in Detecting Concrete DefectsDocument5 pagesA Comparison Between Direct and Indirect Method of Ultrasonic Pulse Velocity in Detecting Concrete DefectsSri KalyanNo ratings yet
- Fracture Toughness of Geopolymeric Concretes Reinforced With Basalt FibersDocument6 pagesFracture Toughness of Geopolymeric Concretes Reinforced With Basalt FibersSanjeeva YedavalliNo ratings yet
- Determination of Shrinkage Stresses in CDocument5 pagesDetermination of Shrinkage Stresses in CHaytham ElsayedNo ratings yet
- 1994 LourencoDocument34 pages1994 LourencoDavid Salomão Pinto Castanho BizarroNo ratings yet
- Morphology Characterization and Kinetics Evaluation of Pitting Corrosion of Commercially Pure Aluminium by Digital Image AnalysisDocument7 pagesMorphology Characterization and Kinetics Evaluation of Pitting Corrosion of Commercially Pure Aluminium by Digital Image AnalysisMp RapNo ratings yet
- Polymers 11 00523Document11 pagesPolymers 11 00523Rogério JuniorNo ratings yet
- AFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisDocument22 pagesAFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisBalu BhsNo ratings yet
- Determining The Poisson's Ratio of Thin ®LM Materials Using Resonant MethodDocument7 pagesDetermining The Poisson's Ratio of Thin ®LM Materials Using Resonant Methodxulub1No ratings yet
- Sulfate Attack On Concrete - Mechanisms and Prediction ModelDocument10 pagesSulfate Attack On Concrete - Mechanisms and Prediction ModelEmanuel GevaraNo ratings yet
- 16-Coercivity of 3D Nanoscale Magnetic Arrays From Self-Assembly J Magn Magn Mater 2004Document2 pages16-Coercivity of 3D Nanoscale Magnetic Arrays From Self-Assembly J Magn Magn Mater 2004iaia367No ratings yet
- A Simple Method To Determine Ductile Fracture Strain in A Tensile Test of Plane Specimen'SDocument5 pagesA Simple Method To Determine Ductile Fracture Strain in A Tensile Test of Plane Specimen'SksNo ratings yet
- Effect of Electrical Discharge Machining On The Characteristics of Carbon Fiber Reinforced Carbon CompositesDocument7 pagesEffect of Electrical Discharge Machining On The Characteristics of Carbon Fiber Reinforced Carbon Compositeszenebe sisayNo ratings yet
- Materials Today Communications: SciencedirectDocument11 pagesMaterials Today Communications: SciencedirectAhmed ismailNo ratings yet
- Fracture Properties of Glass Fiber Composite Laminates and Size Effect EGYPTDocument14 pagesFracture Properties of Glass Fiber Composite Laminates and Size Effect EGYPTRajaneesh AnantharajuNo ratings yet
- Construction and Building Materials: D.G. Aggelis, E.Z. Kordatos, D.V. Soulioti, T.E. MatikasDocument10 pagesConstruction and Building Materials: D.G. Aggelis, E.Z. Kordatos, D.V. Soulioti, T.E. MatikasNadhim KhalifaNo ratings yet
- Determining Gas TurbineDocument11 pagesDetermining Gas TurbineassurendranNo ratings yet
- Prediction of The Pull-Out Strength of Chemical Anchors in Natural StoneDocument13 pagesPrediction of The Pull-Out Strength of Chemical Anchors in Natural StoneandrijaNo ratings yet
- Icsv28 - Mechanical Impedance Differences Between Driving-Point and Transfer Impedance - 31.03.2022Document8 pagesIcsv28 - Mechanical Impedance Differences Between Driving-Point and Transfer Impedance - 31.03.2022Gianfranco PellicanoNo ratings yet
- CCC2008 PaperBarrosGlauciaElisaAlessandraDocument11 pagesCCC2008 PaperBarrosGlauciaElisaAlessandraGlaucia DalfreNo ratings yet
- Surface Abrasion of Glazed Ceramic Tiles: A New Investigation TechniqueDocument5 pagesSurface Abrasion of Glazed Ceramic Tiles: A New Investigation Techniquesarvan shivaNo ratings yet
- Evaluation of Drying Shrinkage Microcracking in Ce-Mentitious Materials Using Acoustic EmissionDocument10 pagesEvaluation of Drying Shrinkage Microcracking in Ce-Mentitious Materials Using Acoustic Emissionatac101No ratings yet
- Laser-Assisted Direct Manufacturing of Functionally Graded 3D ObjectsDocument10 pagesLaser-Assisted Direct Manufacturing of Functionally Graded 3D ObjectsKeyvan Rahmani MonfaredNo ratings yet
- Charpy Impact Test: An Overview of Mechanical and Physical Testing of Composite MaterialsDocument11 pagesCharpy Impact Test: An Overview of Mechanical and Physical Testing of Composite MaterialswaniNo ratings yet
- Evaluation of Wettability of Binders Used in Moulding Sands: Archives of Foundry EngineeringDocument4 pagesEvaluation of Wettability of Binders Used in Moulding Sands: Archives of Foundry Engineering_blacklion_No ratings yet
- Evolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension SpecimenDocument8 pagesEvolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension Specimenbahman.samadiNo ratings yet
- Fibre Carbon - Tensile Test (Unidirection)Document5 pagesFibre Carbon - Tensile Test (Unidirection)AlsonChinNo ratings yet
- El Cajón Concrete Face Rockfill Dam Design and Construction - 27-07-09Document9 pagesEl Cajón Concrete Face Rockfill Dam Design and Construction - 27-07-09Carlos Augusto Sánchez RondónNo ratings yet
- The in Uence of Silicate-Based Nano-Filler On The Fracture Toughness of Epoxy ResinDocument10 pagesThe in Uence of Silicate-Based Nano-Filler On The Fracture Toughness of Epoxy Resineid elsayedNo ratings yet
- Synopsis: Name of College: Course 3. Project MemberDocument7 pagesSynopsis: Name of College: Course 3. Project MemberarunkumarnoolaNo ratings yet
- Comparison Study of Wear and Hardness of EP/ Nano and Micro TiO2 CompositesDocument6 pagesComparison Study of Wear and Hardness of EP/ Nano and Micro TiO2 CompositesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Concrete TechnologyDocument7 pagesConcrete TechnologyJack BuffetNo ratings yet
- Effect Different Multi-Walled Carbon Nanotubes Mwcnts Type On Mechanical Properties of Epoxy Resin NanocompositesDocument6 pagesEffect Different Multi-Walled Carbon Nanotubes Mwcnts Type On Mechanical Properties of Epoxy Resin NanocompositesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- A Simple Methodology To Visualize Crack Propagation For Ceramic MaterialsDocument4 pagesA Simple Methodology To Visualize Crack Propagation For Ceramic MaterialsJOSE FRANCISCO RAMIREZ RODRIGUEZNo ratings yet
- Squeeze CastingDocument38 pagesSqueeze Castingjishnus100% (1)
- Effects of The Cavity Surface Finishing On The Polymer Filling Flow in Micro Injection MouldingDocument4 pagesEffects of The Cavity Surface Finishing On The Polymer Filling Flow in Micro Injection MouldingDeak Ferenc-JozsefNo ratings yet
- Nanostructured Cobalt Zinc Ferrite Thin Films For Gas Sensor ApplicationDocument10 pagesNanostructured Cobalt Zinc Ferrite Thin Films For Gas Sensor ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ijtimes Santosh KanaseDocument9 pagesIjtimes Santosh KanaseSantosh KanasepatilNo ratings yet
- Article ReviewDocument4 pagesArticle ReviewAman TamangNo ratings yet
- (23001909 - Archives of Metallurgy and Materials) Parameters Selection For Electropolishing Process of Products Made of Copper and Its Alloys PDFDocument5 pages(23001909 - Archives of Metallurgy and Materials) Parameters Selection For Electropolishing Process of Products Made of Copper and Its Alloys PDFMuthu Sivarama Krishnan NallaiahNo ratings yet
- Mechanical Properties of Nickel Silicon Carbide NanocomposiDocument10 pagesMechanical Properties of Nickel Silicon Carbide NanocomposimomenziNo ratings yet
- Assessment of Cement-Sand Mortar Under Direct Compressive LoadDocument7 pagesAssessment of Cement-Sand Mortar Under Direct Compressive Loadyoupick10No ratings yet
- Water Jet Procedd PDFDocument788 pagesWater Jet Procedd PDFVijendraAgar100% (1)
- Home Work 1Document3 pagesHome Work 1sami abbasNo ratings yet
- The Five-Point Bending Test Applied On Wearing Courses Laid On Orthotropic Steel DecksDocument8 pagesThe Five-Point Bending Test Applied On Wearing Courses Laid On Orthotropic Steel DecksEmilioLimberArredondoOyolaNo ratings yet
- The Permeability at Ions Chlorinates As Indicator of Durability of ConcretesDocument4 pagesThe Permeability at Ions Chlorinates As Indicator of Durability of ConcretesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Tunnel Full Paper Id Number 306Document10 pagesTunnel Full Paper Id Number 306Bosko SarenacNo ratings yet
- Jurnaladm, 01 2 Pradipta Satrio Wibisono PANCASILA JakartaDocument10 pagesJurnaladm, 01 2 Pradipta Satrio Wibisono PANCASILA JakartaAlfaNo ratings yet
- Sesi 2 Lampiran - BondDocument6 pagesSesi 2 Lampiran - BondEgi rangkuNo ratings yet
- 4.1. Modelling Confinement in Concrete Columns and Bridge Piers Through 3D Nonlinear Finite Element AnalysisDocument8 pages4.1. Modelling Confinement in Concrete Columns and Bridge Piers Through 3D Nonlinear Finite Element AnalysisFaraaz FaisalNo ratings yet
- Energy TestDocument19 pagesEnergy TestDataNo ratings yet
- MoS2 & Elemental S XPSDocument11 pagesMoS2 & Elemental S XPSBen HarropNo ratings yet
- Copyright Form IJASEDocument1 pageCopyright Form IJASESiddu KLEITNo ratings yet
- SCIENCE HORIZON NOV 2023 - Compressed CompDocument52 pagesSCIENCE HORIZON NOV 2023 - Compressed CompSiddu KLEITNo ratings yet
- Science Horizon Jan 2024Document52 pagesScience Horizon Jan 2024Siddu KLEITNo ratings yet
- MyresearcharticleDocument6 pagesMyresearcharticleSiddu KLEITNo ratings yet
- Intermetallics: P.V. Panin, A.S. Kochetkov, A.V. Zavodov, E.A. LukinaDocument16 pagesIntermetallics: P.V. Panin, A.S. Kochetkov, A.V. Zavodov, E.A. LukinasofianeNo ratings yet
- Fall2021 Exam2 v1Document10 pagesFall2021 Exam2 v1Andre LeeNo ratings yet
- Jurnal KOF 2Document8 pagesJurnal KOF 2Khilyatin Ulin NurNo ratings yet
- Membrane Element CPA2-4040: PerformanceDocument1 pageMembrane Element CPA2-4040: Performancecarlos pachecoNo ratings yet
- CHEMSKETCHDocument10 pagesCHEMSKETCHGeliane RochaNo ratings yet
- Mark Scheme (Results) : Pearson Edexcel International GCSE in Chemistry (4CH0) Paper 2CDocument22 pagesMark Scheme (Results) : Pearson Edexcel International GCSE in Chemistry (4CH0) Paper 2CBlue CanaryNo ratings yet
- Class XII Chemistry Practical Record Vol2Document22 pagesClass XII Chemistry Practical Record Vol2yashrevasya2006No ratings yet
- A Project Report On Fire Retardant Materials in Ir Coaches: Babu Banarsi Das Northern India Institute of Technology)Document16 pagesA Project Report On Fire Retardant Materials in Ir Coaches: Babu Banarsi Das Northern India Institute of Technology)M Shabbar KhanNo ratings yet
- CHEMISTRY - As As-Level Chemistry (New Spec) NotesDocument88 pagesCHEMISTRY - As As-Level Chemistry (New Spec) Notesdankememe83% (12)
- NC20B1NL 2 UsansiDocument7 pagesNC20B1NL 2 UsansiBERSE MAJU INDONESIANo ratings yet
- Types of PaintsDocument13 pagesTypes of PaintsnidishkotadiyaNo ratings yet
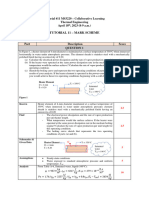
- Tutorial 11 - MS3220 Rekayasa Termal (Mark Scheme)Document6 pagesTutorial 11 - MS3220 Rekayasa Termal (Mark Scheme)i need documentsNo ratings yet
- Gabriele Vola Luca Sarandrea Giovanna Della Porta Alessandro Cavallo Flavio Jadoul Giuseppe CrucianiDocument22 pagesGabriele Vola Luca Sarandrea Giovanna Della Porta Alessandro Cavallo Flavio Jadoul Giuseppe CrucianiNathalie Jamett GuillierNo ratings yet
- Alkanes & Alkenes: Combustion and Action of Sulphuric AcidDocument7 pagesAlkanes & Alkenes: Combustion and Action of Sulphuric AcidNg Sin HuiNo ratings yet
- Class 10 Science Chapter 4 Revision NotesDocument27 pagesClass 10 Science Chapter 4 Revision NotesShree Narsingh Universal SchoolNo ratings yet
- United States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GDocument9 pagesUnited States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GFebrian Dimas Adi NugrahaNo ratings yet
- Chapter 4 - The Bernoulli Equation and Pressure VariationDocument20 pagesChapter 4 - The Bernoulli Equation and Pressure VariationErnesto LimNo ratings yet
- Chapter 16Document9 pagesChapter 16Michelle HsiehNo ratings yet
- AlfaLaval Heat Transfer TheoryDocument15 pagesAlfaLaval Heat Transfer TheoryAndrés Ramón Linares100% (3)
- Enzymes: Mrs Neha Srivastava Faculty of Pharmacy Punjab College of Technical Education LudhianaDocument22 pagesEnzymes: Mrs Neha Srivastava Faculty of Pharmacy Punjab College of Technical Education Ludhiananeha100% (1)
- Tapered Roller Bearing: Schaeffler IDDocument2 pagesTapered Roller Bearing: Schaeffler IDFlorian GhioculescuNo ratings yet
- Sds - ALUMITAN CADocument8 pagesSds - ALUMITAN CAmanzar masoodNo ratings yet
- Curriculum Vitae: July 2010Document20 pagesCurriculum Vitae: July 2010Ghulam MurtazaNo ratings yet
- Chemistry: Confidential InstructionsDocument8 pagesChemistry: Confidential InstructionsHubbak KhanNo ratings yet
- Continental Drift TheoryDocument22 pagesContinental Drift TheorySarath Babu M G100% (5)
- Ductile Brittle TransitionDocument7 pagesDuctile Brittle TransitionAndrea CalderaNo ratings yet
- Tests On CementDocument24 pagesTests On CementIan BondocNo ratings yet
- Brochure Leaching 4824 01 23 en MNGDocument8 pagesBrochure Leaching 4824 01 23 en MNGOsamaNo ratings yet
- 1501ENG Supplementary Material & Workbook For Statics 2019 (T3) - Pages-DeletedDocument14 pages1501ENG Supplementary Material & Workbook For Statics 2019 (T3) - Pages-DeletedMatthewNo ratings yet
- Symmetry and Group TheoryDocument61 pagesSymmetry and Group TheoryAnonymous SVy8sOsvJD100% (1)