You might also like
- Business Class m2 Workshop ManualDocument2,354 pagesBusiness Class m2 Workshop ManualWilfredo A Molina63% (8)
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesFrom EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesRating: 5 out of 5 stars5/5 (3)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- A Digital Twin - Ac Servo MotorsDocument2 pagesA Digital Twin - Ac Servo Motorsj.k.boseNo ratings yet
- E TicketDocument2 pagesE TicketShams Tabrez0% (2)
- AEMO DataDocument9 pagesAEMO DatariddheeNo ratings yet
- Hdpe PipesDocument25 pagesHdpe PipesRAMPALLI GATTAIAH100% (1)
- Service Manual: Super PlusDocument250 pagesService Manual: Super PlusАндрей Рычков100% (1)
- Alignment Pitfalls - How To Identify and Eliminate Them: "Can I Successfully Align The Machine?"Document6 pagesAlignment Pitfalls - How To Identify and Eliminate Them: "Can I Successfully Align The Machine?"Erika Ramos QuezadaNo ratings yet
- Alignment Pitfalls - How To Identify and Eliminate Them: Before They Invest Valuable Downtime in An UnproductiveDocument6 pagesAlignment Pitfalls - How To Identify and Eliminate Them: Before They Invest Valuable Downtime in An Unproductivesudhakarrajam2002No ratings yet
- Alignment - PitfallsDocument10 pagesAlignment - PitfallsAhmed Adam100% (1)
- Alignment Basics, Part Two: Ask ExpertsDocument2 pagesAlignment Basics, Part Two: Ask ExpertsFabian GarciaNo ratings yet
- Advances in Inclinometer Data Analysis, 2003, P. Erik MikkelsenDocument13 pagesAdvances in Inclinometer Data Analysis, 2003, P. Erik MikkelsenfreezefreezeNo ratings yet
- Condition Monitoring - Always A Painful Experience?Document2 pagesCondition Monitoring - Always A Painful Experience?JHON ANGEL VARGAS HUAHUASONCCONo ratings yet
- Advances in Inclinometer Data AnalysisDocument13 pagesAdvances in Inclinometer Data AnalysismOchONo ratings yet
- MTS AlignmentDocument4 pagesMTS AlignmentLuizNo ratings yet
- Balanceamento em CampoDocument15 pagesBalanceamento em CampoFabio Silveira CamposNo ratings yet
- Achieving Your Accuracy GoalsDocument11 pagesAchieving Your Accuracy GoalsSanjay MehrishiNo ratings yet
- Lesson 01 PDFDocument12 pagesLesson 01 PDFAbuubakr Abdelwhab HassanNo ratings yet
- A Method For Enhancing The Accuracy of CNC Machine Tools For On-Machine InspectionDocument9 pagesA Method For Enhancing The Accuracy of CNC Machine Tools For On-Machine InspectionAmandeep Singh ThukralNo ratings yet
- Anexo 3 JAWWA - Model Calibration Data - The Good The Bad and The UselessDocument6 pagesAnexo 3 JAWWA - Model Calibration Data - The Good The Bad and The UselessDaniela Valencia CanoNo ratings yet
- 2005 MECH-201 PSA Using Dial Indicators SynopsisDocument7 pages2005 MECH-201 PSA Using Dial Indicators Synopsisintravenous2k6100% (1)
- Advances in Data AnalysisDocument13 pagesAdvances in Data AnalysisNorbey Arcila QuinteroNo ratings yet
- Inline Component Inspection Lowers PCB Assembly CostsDocument9 pagesInline Component Inspection Lowers PCB Assembly Costsrsahim65No ratings yet
- Value Stream Mapping Using FlexSim Simulation SoftwareDocument14 pagesValue Stream Mapping Using FlexSim Simulation Softwaremano7428100% (1)
- Understanding Inertia Ratio and Its Effect On Machine PerformanceDocument6 pagesUnderstanding Inertia Ratio and Its Effect On Machine PerformancemangyanNo ratings yet
- Predictive Maintenance Challenges WhitepaperDocument11 pagesPredictive Maintenance Challenges WhitepaperVictor Nassau BatistaNo ratings yet
- Machine Installation - Shaft AlignmentDocument17 pagesMachine Installation - Shaft AlignmentD.b. Tampubolon100% (1)
- Pump AlignmentDocument69 pagesPump AlignmentJ.SIVIRA100% (1)
- Pryor - Single Plane Balancing Made SimpleDocument21 pagesPryor - Single Plane Balancing Made SimplevinothenergyNo ratings yet
- Position Measurement On Machine ToolsDocument13 pagesPosition Measurement On Machine ToolsAriel GermainNo ratings yet
- Control Charts: by Praveen GuptaDocument4 pagesControl Charts: by Praveen GuptaKlemen StrušnikNo ratings yet
- Fiber Optic ManufacturingDocument4 pagesFiber Optic ManufacturingEarlNo ratings yet
- System Modeling and Simulation For Predictive Maintenance: Edward Szczerbicki Warren WhiteDocument19 pagesSystem Modeling and Simulation For Predictive Maintenance: Edward Szczerbicki Warren WhiteTemesgenNo ratings yet
- A novel friction compensation scheme for ball and plate systemsDocument8 pagesA novel friction compensation scheme for ball and plate systemsNadeshiko KinomotoNo ratings yet
- Innovative Turbomachinery Shaft Coupling Alignment MethodDocument8 pagesInnovative Turbomachinery Shaft Coupling Alignment Methodejzuppelli8036100% (1)
- Continuous online vibration analysis systemsDocument1 pageContinuous online vibration analysis systemsphoneme79No ratings yet
- Effects of Misalignment on Machine PerformanceDocument6 pagesEffects of Misalignment on Machine Performancebrpnaidu2157No ratings yet
- Mansoura University Faculty of Engineering: Production Engineering & Mechanical DesignDocument8 pagesMansoura University Faculty of Engineering: Production Engineering & Mechanical DesignAhmed MawrdyNo ratings yet
- Field Calibrators & Field Device ManagementDocument13 pagesField Calibrators & Field Device ManagementVignesh RajanNo ratings yet
- Qc20-w Sales Brochure Luck PTSCDocument8 pagesQc20-w Sales Brochure Luck PTSCAnansitthichok MuangNo ratings yet
- 6 Steps To Shaft Alignment PDFDocument18 pages6 Steps To Shaft Alignment PDFAhmed SaifeldinNo ratings yet
- Real-Time Predictive Maintenance UsingDocument9 pagesReal-Time Predictive Maintenance UsingRadim SlovakNo ratings yet
- Drilling Rig Sensor Data Validation in TDocument14 pagesDrilling Rig Sensor Data Validation in Tradouane74No ratings yet
- New Shaft Alignment TechniqueDocument9 pagesNew Shaft Alignment TechniquelangtuNo ratings yet
- Q&A Webinar - Detecting Misalignment Using Vibration Analysis - LudecaDocument6 pagesQ&A Webinar - Detecting Misalignment Using Vibration Analysis - LudecaCarlos PNo ratings yet
- Feature MapDocument9 pagesFeature Map이성군No ratings yet
- The Importance of Integrated Software Solutions in Troubleshooting Gear WhineDocument7 pagesThe Importance of Integrated Software Solutions in Troubleshooting Gear WhineAshwanth MichealNo ratings yet
- Why Alignment 8 Page Brochure Ali 9.100!02!10 GDocument8 pagesWhy Alignment 8 Page Brochure Ali 9.100!02!10 GAlejandro Jimenez FuentesNo ratings yet
- IONA ARTICLE 3 Steps To Improving Robot AccuracyDocument7 pagesIONA ARTICLE 3 Steps To Improving Robot AccuracyFaizalNo ratings yet
- SSRN Id4080303Document3 pagesSSRN Id4080303Juan Lautaro LopezNo ratings yet
- Model Based Diagnosis For The Air Intake System of The SI-EngineDocument12 pagesModel Based Diagnosis For The Air Intake System of The SI-EngineecasayangNo ratings yet
- Filling The GapDocument3 pagesFilling The Gapho-faNo ratings yet
- A Case For Capturing and Analyzing Trends in Your Alignment DataDocument5 pagesA Case For Capturing and Analyzing Trends in Your Alignment DataangelNo ratings yet
- Recent Issues in Statistical Process Control: SAS Solutions for Modeling AutocorrelationDocument18 pagesRecent Issues in Statistical Process Control: SAS Solutions for Modeling AutocorrelationGeorge MarkasNo ratings yet
- Measurement System Analysis (MSADocument10 pagesMeasurement System Analysis (MSAMark AntonyNo ratings yet
- Process Control and Automation 08 MarDCEDocument4 pagesProcess Control and Automation 08 MarDCEAdhitNo ratings yet
- Modelling Measurement UncertaintyDocument25 pagesModelling Measurement Uncertaintymatteo2009No ratings yet
- Phase 2 ReportDocument20 pagesPhase 2 ReportSusheel PoonjaNo ratings yet
- Joe Carvalho Position PaperDocument5 pagesJoe Carvalho Position Paperjaguilarn1960No ratings yet
- New Strategy for Building Logistic Regression ModelsDocument10 pagesNew Strategy for Building Logistic Regression ModelsputcallparityNo ratings yet
- Software for Roundoff Analysis of Matrix AlgorithmsFrom EverandSoftware for Roundoff Analysis of Matrix AlgorithmsRating: 3 out of 5 stars3/5 (1)
- Cooling TowersDocument16 pagesCooling TowersAjit KumarNo ratings yet
- Wad Regular Meeting Arrangement-V1Document2 pagesWad Regular Meeting Arrangement-V1Shams TabrezNo ratings yet
- Wad Regular Meeting Arrangement-V1Document2 pagesWad Regular Meeting Arrangement-V1Shams TabrezNo ratings yet
- 101596085-Marimuthu-RESUME-Rotating-Equipment-Specialist-June-2012 (1)Document10 pages101596085-Marimuthu-RESUME-Rotating-Equipment-Specialist-June-2012 (1)Shams TabrezNo ratings yet
- Manpower & Equipment Deployment Rev 0Document345 pagesManpower & Equipment Deployment Rev 0syedahmad39100% (1)
- ArcelorMittal Jubail Seamless Pipe Factory Project MemoDocument1 pageArcelorMittal Jubail Seamless Pipe Factory Project MemoShams TabrezNo ratings yet
- ETW HelperDocument1 pageETW HelperShams TabrezNo ratings yet
- ETW HelperDocument1 pageETW HelperShams TabrezNo ratings yet
- Gas Turbine ReportDocument13 pagesGas Turbine Reportwaleed100% (1)
- Abrar ResumeDocument6 pagesAbrar ResumeShams TabrezNo ratings yet
- Date: Feb 15, 2012 To: Mr. Motassim MaashouqDocument1 pageDate: Feb 15, 2012 To: Mr. Motassim MaashouqShams TabrezNo ratings yet
- AMTPJ Project Overview: 600K Ton Steel Mill in Saudi ArabiaDocument68 pagesAMTPJ Project Overview: 600K Ton Steel Mill in Saudi ArabiaShams TabrezNo ratings yet
- CV Electrical Engineer 2.7 Yrs ExpDocument4 pagesCV Electrical Engineer 2.7 Yrs ExpShams Tabrez0% (1)
- Car Request From Car PoolDocument2 pagesCar Request From Car PoolShams TabrezNo ratings yet
- SpeechDocument1 pageSpeechShams TabrezNo ratings yet
- CV Electrical Engineer 2.7 Yrs ExpDocument4 pagesCV Electrical Engineer 2.7 Yrs ExpShams Tabrez0% (1)
- Invitation to attend 10M safety hours event ArcelorMittal JubailDocument1 pageInvitation to attend 10M safety hours event ArcelorMittal JubailShams TabrezNo ratings yet
- Passenger(s) : FLIGHT: Dammam To Doha (QR717) Vendor Locator: ZI2EMN Monday, July 16Document2 pagesPassenger(s) : FLIGHT: Dammam To Doha (QR717) Vendor Locator: ZI2EMN Monday, July 16Shams TabrezNo ratings yet
- Sabre Reference: PLKNLC Passenger(s) :: Alghamdi/AliamrDocument1 pageSabre Reference: PLKNLC Passenger(s) :: Alghamdi/AliamrShams TabrezNo ratings yet
- Date: Feb 15, 2012 To: Mr. Motassim MaashouqDocument1 pageDate: Feb 15, 2012 To: Mr. Motassim MaashouqShams TabrezNo ratings yet
- Budget Rent A CarDocument2 pagesBudget Rent A CarShams TabrezNo ratings yet
- Jeddah Trip FlightsDocument2 pagesJeddah Trip FlightsShams TabrezNo ratings yet
- Sabre Reference: ORNYFS Passenger(s) :: Alghamdi/AliamrDocument1 pageSabre Reference: ORNYFS Passenger(s) :: Alghamdi/AliamrShams TabrezNo ratings yet
- Financial Accounting by DrummerDocument48 pagesFinancial Accounting by DrummershabahatanwaraliNo ratings yet
- Register For Back-Charge List Amr 20120204Document24 pagesRegister For Back-Charge List Amr 20120204Shams TabrezNo ratings yet
- FBJNHR: Flight Depart Arrival Booking Status Class Recommended Check-InDocument2 pagesFBJNHR: Flight Depart Arrival Booking Status Class Recommended Check-InShams TabrezNo ratings yet
- 009-Courier Service RequestDocument4 pages009-Courier Service RequestShams TabrezNo ratings yet
- Financial & Cost Accounting Volume-1Document5 pagesFinancial & Cost Accounting Volume-1Shams TabrezNo ratings yet
- Novatel OEM7 Commands Logs ManualDocument1,090 pagesNovatel OEM7 Commands Logs ManualraceralphNo ratings yet
- Yi Smart LaMP-EnDocument3 pagesYi Smart LaMP-EnCiprian GeorgeNo ratings yet
- GEMINI II Operating Instructions 06-235975-001 Print 5127 2014-05-08Document120 pagesGEMINI II Operating Instructions 06-235975-001 Print 5127 2014-05-08Nattapong Natt100% (1)
- 4N25 DatasheetDocument9 pages4N25 DatasheetStavros KalapothasNo ratings yet
- Performance Comparison: Dell Latitude E5430 vs. HP ProBook 4440sDocument16 pagesPerformance Comparison: Dell Latitude E5430 vs. HP ProBook 4440sPrincipled TechnologiesNo ratings yet
- Tags and Labels Billet MarkingDocument2 pagesTags and Labels Billet MarkingINDRAJIT SAONo ratings yet
- Apega Salary PDFDocument137 pagesApega Salary PDFharshdNo ratings yet
- Fpga - Dx7 EDA385 - Project Report: Andreas Irestål Rajanarayana Priyanka, Marigi Shadi Abdu-RahmanDocument40 pagesFpga - Dx7 EDA385 - Project Report: Andreas Irestål Rajanarayana Priyanka, Marigi Shadi Abdu-Rahmantejas1991100% (2)
- KL-Singapore HSR Project Overview PDFDocument6 pagesKL-Singapore HSR Project Overview PDFcarbasemyNo ratings yet
- 615 Series Quick Start Guide 757435 ENa. Relay ABBDocument4 pages615 Series Quick Start Guide 757435 ENa. Relay ABBTung NguyenNo ratings yet
- Design of Slotted Waveguide Antenna for Radar at X-BandDocument3 pagesDesign of Slotted Waveguide Antenna for Radar at X-BandSyed Nazim shahNo ratings yet
- SPRINGS-UNIT-5Document6 pagesSPRINGS-UNIT-5Uday Narasimha100% (2)
- Building Automation & Control Catalog 2007Document176 pagesBuilding Automation & Control Catalog 2007Molnár Sándor0% (2)
- PCC1300 O&M ManualDocument54 pagesPCC1300 O&M ManualThein Htoon lwinNo ratings yet
- UPA Type Series BookletDocument122 pagesUPA Type Series BookletRicardo BarrosNo ratings yet
- USB Flash Drive Price ListDocument1 pageUSB Flash Drive Price Listrick990No ratings yet
- QuantityWare Quantity Data Flow BCPDocument16 pagesQuantityWare Quantity Data Flow BCPspsuman05No ratings yet
- Step by Step License and Risk Management GuideDocument14 pagesStep by Step License and Risk Management GuideamjadonlineNo ratings yet
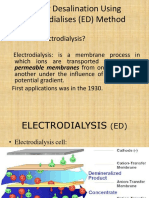
- Water Desalination Using Electrodialysis (EDDocument18 pagesWater Desalination Using Electrodialysis (EDibrahimawad06No ratings yet
- Signal IsolatorDocument3 pagesSignal IsolatorMutharasan VishnuNo ratings yet
- Runge Kutta AlgorithmDocument3 pagesRunge Kutta AlgorithmRodrigo AbdoNo ratings yet
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- Tandemloc Aj12a00Document2 pagesTandemloc Aj12a00baloo122No ratings yet
- Manual de Operación y Mantenimiento Sistema de Bombeo Contra Incendios SCDocument157 pagesManual de Operación y Mantenimiento Sistema de Bombeo Contra Incendios SCAndres Bojorquez100% (3)
- Problem Set Mock Exam - CHE PDFDocument11 pagesProblem Set Mock Exam - CHE PDFBenzene100% (1)
- Evaluation and Analysis of Soil Stabilization With Some Non Conventional Additives IJERTV9IS070265Document8 pagesEvaluation and Analysis of Soil Stabilization With Some Non Conventional Additives IJERTV9IS070265slv buildersNo ratings yet