You might also like
- Aurora's End (The Aurora Cycle 3) by Amie Kaufman and Jay Kristoff Chapter SamplerDocument21 pagesAurora's End (The Aurora Cycle 3) by Amie Kaufman and Jay Kristoff Chapter SamplerAllen & Unwin21% (14)
- A Simulation Approach For Productivity Improvement of An IC FactoryDocument8 pagesA Simulation Approach For Productivity Improvement of An IC Factorycsrajmohan2924No ratings yet
- AnalisBasedSimulation PDFDocument5 pagesAnalisBasedSimulation PDFRieska foni YuniarNo ratings yet
- Self StudyDocument15 pagesSelf StudymadhuNo ratings yet
- SMS Module 5Document11 pagesSMS Module 5voriroNo ratings yet
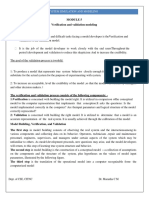
- UNIT 8: Verification and Validation Modeling: Dept of CSE, CECDocument13 pagesUNIT 8: Verification and Validation Modeling: Dept of CSE, CECManav UmashankarNo ratings yet
- Computer Modeling in Business AssigmntDocument10 pagesComputer Modeling in Business AssigmntMat SapikNo ratings yet
- Testing-As-A-Service (Taas) - Capabilities and Features For Real-Time Testing in CloudDocument8 pagesTesting-As-A-Service (Taas) - Capabilities and Features For Real-Time Testing in CloudAnonymous Gl4IRRjzNNo ratings yet
- Verification and ValidationDocument41 pagesVerification and ValidationcrossgNo ratings yet
- No Absen 5Document16 pagesNo Absen 5AliJunkoNo ratings yet
- CAT-2 NotesDocument26 pagesCAT-2 NotesDhanushNo ratings yet
- The Effectiveness of A Vehicle Manufacturing Line Using Probabilistic Process TimingDocument24 pagesThe Effectiveness of A Vehicle Manufacturing Line Using Probabilistic Process TimingIJRASETPublicationsNo ratings yet
- SMS QB IA1 AnsrDocument11 pagesSMS QB IA1 AnsrMukul KumarNo ratings yet
- Software Reliability Assessment Modeling and AlgorithmsDocument4 pagesSoftware Reliability Assessment Modeling and AlgorithmsayalewbelayNo ratings yet
- Experiment No. 1: Study of Simulation and Simulation Packages. IntroductionDocument12 pagesExperiment No. 1: Study of Simulation and Simulation Packages. Introductionanon_787511610No ratings yet
- Simulation and Re-Engineering of Truck Assembly Line: Second Asia International Conference On Modelling & SimulationDocument5 pagesSimulation and Re-Engineering of Truck Assembly Line: Second Asia International Conference On Modelling & SimulationEstewong ThuyNguyenNo ratings yet
- 11 Credible Valid ModelsDocument9 pages11 Credible Valid ModelsRoopa MurthyNo ratings yet
- A Model-Based Framework: An Approach For Profit-Driven OptimizationDocument11 pagesA Model-Based Framework: An Approach For Profit-Driven OptimizationSyakirah AzlanNo ratings yet
- Simulation Model From Lean maNF.Document16 pagesSimulation Model From Lean maNF.Ankita BaidNo ratings yet
- Nine Steps To A Successful Simulation Study: 1. Define The ProblemDocument6 pagesNine Steps To A Successful Simulation Study: 1. Define The ProblemEdgar Cortes PadillaNo ratings yet
- Klas 1 - Teknik Simulasi - Materi 1 - PendahuluanDocument76 pagesKlas 1 - Teknik Simulasi - Materi 1 - PendahuluanRatu SawitriNo ratings yet
- ArticuloDocument11 pagesArticuloTaniaNo ratings yet
- Nigerian Institute of Leather and Science Techology Samaru, Zaria, Kaduna StateDocument7 pagesNigerian Institute of Leather and Science Techology Samaru, Zaria, Kaduna StateSamuel OyetundeNo ratings yet
- Performability Analysis of Guarded-Operation Duration A Translation Approach For Reward Model SolutionsDocument28 pagesPerformability Analysis of Guarded-Operation Duration A Translation Approach For Reward Model SolutionsMeng HuangNo ratings yet
- Using SimulationDocument18 pagesUsing Simulationdr_hsn57No ratings yet
- φ= T Y (t) dt: Point EstimatorDocument7 pagesφ= T Y (t) dt: Point EstimatorPradyumna A KubearNo ratings yet
- φ= T Y (t) dt: Point EstimatorDocument7 pagesφ= T Y (t) dt: Point EstimatorPradyumna A KubearNo ratings yet
- φ= T Y (t) dt: Point EstimatorDocument7 pagesφ= T Y (t) dt: Point EstimatorPradyumna A KubearNo ratings yet
- φ= T Y (t) dt: Point EstimatorDocument7 pagesφ= T Y (t) dt: Point EstimatorPradyumna A KubearNo ratings yet
- (SMS) Verification and ValidationDocument11 pages(SMS) Verification and ValidationVGirishReddyNo ratings yet
- System Simulation-Development SimensDocument3 pagesSystem Simulation-Development SimensglisoNo ratings yet
- AIMLME V20MEJ03 Unit4Document6 pagesAIMLME V20MEJ03 Unit4hyctortyNo ratings yet
- Paperpublished18 EnesisalawuandothersDocument9 pagesPaperpublished18 EnesisalawuandothersPeter Tendai MakaraNo ratings yet
- Improving Software Automation Testing Using Jenkins, and Machine Learning Under Big DataDocument10 pagesImproving Software Automation Testing Using Jenkins, and Machine Learning Under Big DataFranckNo ratings yet
- Improvement of Component Integration Testing TechnDocument15 pagesImprovement of Component Integration Testing TechnJis GiraNo ratings yet
- SSM Unit-8 VikDocument5 pagesSSM Unit-8 Vikpreeth_tNo ratings yet
- Real-Time Multibody Modeling and Simulation of A Scaled Bogie Test RigDocument14 pagesReal-Time Multibody Modeling and Simulation of A Scaled Bogie Test RigIvica BudrovacNo ratings yet
- ICEE13 2-10-2: Optimization of Outbound Logistics System of A Cement Manufacturing CompanyDocument6 pagesICEE13 2-10-2: Optimization of Outbound Logistics System of A Cement Manufacturing CompanyAntony J KNo ratings yet
- On The Use of Machine Learning Methods To Predict Component Reliability From Data-Driven Industrial Case StudiesDocument15 pagesOn The Use of Machine Learning Methods To Predict Component Reliability From Data-Driven Industrial Case StudiesAnurag BansalNo ratings yet
- 2018 ICPE Smart CPSDocument4 pages2018 ICPE Smart CPSJosé Manuel Ortiz RodriguezNo ratings yet
- SimulationDocument33 pagesSimulationHIRWA YVAN MVUNABONo ratings yet
- Early Estimate The Size of Test Suites From Use CasesDocument6 pagesEarly Estimate The Size of Test Suites From Use CasesHanzasNo ratings yet
- All in One Simulation NotesDocument448 pagesAll in One Simulation NotesJincy JacobNo ratings yet
- R-April Et. Al. 2003Document11 pagesR-April Et. Al. 2003SHFARANo ratings yet
- Testing Approach For Automatic Test Case Generation and Optimization Using GADocument3 pagesTesting Approach For Automatic Test Case Generation and Optimization Using GAInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Publication 2 (Final)Document7 pagesPublication 2 (Final)Ranjana DalwaniNo ratings yet
- Intro Simulation PDFDocument11 pagesIntro Simulation PDFSenthil Kumar SNo ratings yet
- 1 Introduction To Simulation (Harrell) FromDocument88 pages1 Introduction To Simulation (Harrell) FromzNo ratings yet
- Validation Jerry BanksDocument31 pagesValidation Jerry BanksFauzan MiracleNo ratings yet
- Management SMEDocument12 pagesManagement SMERieska foni YuniarNo ratings yet
- "Simulation": Sarvajanik College of Engineering & Technology, SuratDocument22 pages"Simulation": Sarvajanik College of Engineering & Technology, Suratanurag bhattNo ratings yet
- An Integrated Lean Six Sigma Approach To Modeling and Simulation A Case Study From Clothing SMEDocument7 pagesAn Integrated Lean Six Sigma Approach To Modeling and Simulation A Case Study From Clothing SMEMario AburtoNo ratings yet
- Balancing The Production Line by The Simulation and Statistics Techniques: A Case StudyDocument10 pagesBalancing The Production Line by The Simulation and Statistics Techniques: A Case StudyDonald Robert ManikNo ratings yet
- Done by Passant Ahmed Mosaad Ali Hany Kotb Hossam GalalDocument13 pagesDone by Passant Ahmed Mosaad Ali Hany Kotb Hossam GalalFatma MohomedNo ratings yet
- How To Build Valid and Credible Simulation ModelsDocument8 pagesHow To Build Valid and Credible Simulation ModelsFabián Muñoz RamosNo ratings yet
- Article MechanismMachineTheory Budinger PDFDocument17 pagesArticle MechanismMachineTheory Budinger PDFfei312chenNo ratings yet
- The ML Test Score: A Rubric For ML Production Readiness and Technical Debt ReductionDocument10 pagesThe ML Test Score: A Rubric For ML Production Readiness and Technical Debt ReductionDinesh BhatiaNo ratings yet
- Explain The Various Steps Involved in A Simulation Study With A Neat DiagramDocument10 pagesExplain The Various Steps Involved in A Simulation Study With A Neat Diagramrajashekar reddy nallalaNo ratings yet
- CS664 SimulationDocument46 pagesCS664 SimulationShuaib AhmedNo ratings yet
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- LeaP Science G8 Week 1 Q3Document3 pagesLeaP Science G8 Week 1 Q3patriarca patricia anneNo ratings yet
- Feasibility Study of 100Kw Solar PV System Using Retscreen: Jannatul Ferdous ShimuDocument40 pagesFeasibility Study of 100Kw Solar PV System Using Retscreen: Jannatul Ferdous ShimualhoumarNo ratings yet
- Curriculum Guide: Instructional PlanningDocument10 pagesCurriculum Guide: Instructional PlanningMERCEDITA S. TOJINONo ratings yet
- Efficiency of Using Eco-Bag Instead of Plastic Bags in Hagonoy in Coping Environmental IssuesDocument11 pagesEfficiency of Using Eco-Bag Instead of Plastic Bags in Hagonoy in Coping Environmental IssuesGlenn ClementeNo ratings yet
- Product Data: CADA-PC Modal Analysis Software - WT 9240 To WT 9245Document4 pagesProduct Data: CADA-PC Modal Analysis Software - WT 9240 To WT 9245jhon vargasNo ratings yet
- Mid-Term-Syllabus (Without Edits)Document27 pagesMid-Term-Syllabus (Without Edits)mohiuddin BhuiyanNo ratings yet
- Iso 3567 2011Document11 pagesIso 3567 2011Ashish DubeyNo ratings yet
- JNU M. SC Physics Entrance Paper 2Document10 pagesJNU M. SC Physics Entrance Paper 2webuNo ratings yet
- NTPC Quality InspectionDocument39 pagesNTPC Quality InspectionPower Power60% (5)
- EF3e Int Progresstest 6 10bDocument7 pagesEF3e Int Progresstest 6 10bIrena BykovaNo ratings yet
- Week 014-Module Citation and DocumentationDocument9 pagesWeek 014-Module Citation and DocumentationAnne Marie SanchezNo ratings yet
- (SNS), Ini Menjelaskan Tentang Aktivitas Sehari2 Yg Perlu Dilakukan KPD OurDocument6 pages(SNS), Ini Menjelaskan Tentang Aktivitas Sehari2 Yg Perlu Dilakukan KPD OurPutriNida FarihahNo ratings yet
- PROCEEDING ARDC2016 SECURED - Compressed PDFDocument355 pagesPROCEEDING ARDC2016 SECURED - Compressed PDFPriemadellaDirgaRizkiNo ratings yet
- Automatic Control III Homework Assignment 3 2015Document4 pagesAutomatic Control III Homework Assignment 3 2015salimNo ratings yet
- Nav Log TrialDocument33 pagesNav Log TrialRudro KumarNo ratings yet
- Energy Research & Social Science: Da Li, Carol C. Menassa, Aslihan KaratasDocument16 pagesEnergy Research & Social Science: Da Li, Carol C. Menassa, Aslihan KaratasDr. Muhammad ImranNo ratings yet
- Syllabus Multi Body Dynamics and RoboticsDocument10 pagesSyllabus Multi Body Dynamics and Roboticsmery6914No ratings yet
- Clinical Coordinator Cover LetterDocument7 pagesClinical Coordinator Cover Letterwisaj0jat0l3100% (2)
- CBH-22-303 Plain Washer M14 4.6 SelfDocument1 pageCBH-22-303 Plain Washer M14 4.6 SelfqualityNo ratings yet
- IIESTDocument1 pageIIESTbenjamin omniNo ratings yet
- Cwats - Mapua UniversityDocument3 pagesCwats - Mapua UniversityJoyce CulloNo ratings yet
- Steel BridgeDocument4 pagesSteel Bridgenadher albaghdadiNo ratings yet
- Utility BillDocument1 pageUtility BillAchraf NekfardNo ratings yet
- In Cold Blood Character AnalysisDocument1 pageIn Cold Blood Character AnalysisTarun Karthikeyan Student - PantherCreekHSNo ratings yet
- 7882a45g14 51421265 18 11 2022Document41 pages7882a45g14 51421265 18 11 2022Misael CruzNo ratings yet
- Research Guidelines Umu RulesDocument4 pagesResearch Guidelines Umu Ruleshenry chandlor100% (1)
- Concept of Leadership and ManagementDocument13 pagesConcept of Leadership and ManagementPia Amistoso100% (1)
- Research Plan and Project Data LogbookDocument26 pagesResearch Plan and Project Data LogbookRome Tancioco TayerNo ratings yet
- SDS US - UVEX Fog Eliminator ClothDocument6 pagesSDS US - UVEX Fog Eliminator ClothRaul RodriguezNo ratings yet