You might also like
- Hose AssemblyDocument1 pageHose AssemblyScott SepperNo ratings yet
- 6L8-VL-PR3: Corrects/Prevents/ReducesDocument4 pages6L8-VL-PR3: Corrects/Prevents/ReducesautomaticosbrasilNo ratings yet
- 115802K InstructionsDocument6 pages115802K InstructionsJeffrey HewNo ratings yet
- RE4F03AHD2Document13 pagesRE4F03AHD2JD DionisioNo ratings yet
- RE4F04AHD2 Reprogramming KitDocument13 pagesRE4F04AHD2 Reprogramming KitMáster HansNo ratings yet
- Tools Install PDFDocument20 pagesTools Install PDFmfj79607555No ratings yet
- Tools, Installation, Operation and MaintenanceDocument20 pagesTools, Installation, Operation and MaintenanceAymeeenNo ratings yet
- 5eat HD 2 Transgo InstructionsDocument6 pages5eat HD 2 Transgo InstructionsStephane Glaude100% (1)
- Autoclave - Tools, Installation, Operation and MaintenanceDocument20 pagesAutoclave - Tools, Installation, Operation and Maintenancejbjb2000100% (1)
- Ip Fegv S4901Document2 pagesIp Fegv S4901diego martinezNo ratings yet
- G3 Receiver Instructions Rev 4 1Document4 pagesG3 Receiver Instructions Rev 4 1Henrique CorreiaNo ratings yet
- Repair ManualDocument2 pagesRepair ManualKleiton Silveira de CastroNo ratings yet
- WWP 40 HDocument13 pagesWWP 40 HHEMANTKHERANo ratings yet
- Superbolt Instructions: Pretensioning SystemsDocument12 pagesSuperbolt Instructions: Pretensioning SystemscakhokheNo ratings yet
- P&S Tightening Instructions 07 GBDocument12 pagesP&S Tightening Instructions 07 GBaputraNo ratings yet
- Installation Instructions For 603105 Valve Body Kit: 1967-1990 Ford C6Document4 pagesInstallation Instructions For 603105 Valve Body Kit: 1967-1990 Ford C6Miguel Angel Perez RosasNo ratings yet
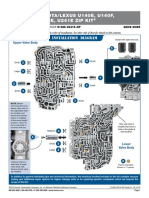
- U140e U241e Zip inDocument10 pagesU140e U241e Zip inAnonymous DNM4ZI100% (4)
- Halat KlemensDocument2 pagesHalat Klemensakın ersözNo ratings yet
- IAG V3 Fuel RailDocument4 pagesIAG V3 Fuel RailLeandro BarattoNo ratings yet
- Installation Instructions & Reference GuideDocument15 pagesInstallation Instructions & Reference GuidePaul CharltonNo ratings yet
- Magnehelic Gauge CalibrationDocument7 pagesMagnehelic Gauge CalibrationgrajukankayyaNo ratings yet
- 3.7 Using Thread RingsDocument6 pages3.7 Using Thread RingsmooninjaNo ratings yet
- PVK - Proportioning Valve Diagram: Classic Performance ProductsDocument1 pagePVK - Proportioning Valve Diagram: Classic Performance ProductsHenry CanalesNo ratings yet
- Generator Repair StepsDocument15 pagesGenerator Repair Stepsimran_aftech100% (3)
- Manual 120726 Imc5050 Carton SealerDocument9 pagesManual 120726 Imc5050 Carton SealerTheodora StefanNo ratings yet
- Fork Rebuilding PDFDocument2 pagesFork Rebuilding PDFmxckcxzlm.c,No ratings yet
- VZH-1820 CatalogDocument5 pagesVZH-1820 CatalogVinhNo ratings yet
- DC1220 Installation Procedure Pop A Plug CPI Perma Near EndDocument4 pagesDC1220 Installation Procedure Pop A Plug CPI Perma Near Endmiguel ángel VillarroelNo ratings yet
- Attention!: Lea Antes de Fijar La Manguera de AireDocument8 pagesAttention!: Lea Antes de Fijar La Manguera de AireOlier Muñoz GomezNo ratings yet
- 5561BB & 5561BB-O Installation Instructions: Classic Performance ProductsDocument1 page5561BB & 5561BB-O Installation Instructions: Classic Performance ProductsEduardo MiñoNo ratings yet
- Pfaff 467 Instruction Service Manual PDFDocument60 pagesPfaff 467 Instruction Service Manual PDFDidier Didier100% (2)
- WT 16 WSBDocument55 pagesWT 16 WSBJuan ChávezNo ratings yet
- 10 HangspinDocument1 page10 Hangspinbedoo54No ratings yet
- Quick Start Guide: English Français Deutsch EspañolDocument12 pagesQuick Start Guide: English Français Deutsch EspañolIshtiaq Anmol Engr IshtiaqNo ratings yet
- Forward and Reverse Abuse Vale KitDocument2 pagesForward and Reverse Abuse Vale KitMichel Le DocteNo ratings yet
- Packard KV2 Maintenance ManualDocument5 pagesPackard KV2 Maintenance ManualTerry SmithNo ratings yet
- Portable Static Cone PenetrometerDocument8 pagesPortable Static Cone PenetrometerFawwaz HaadiiNo ratings yet
- Pfaff 130-6Document22 pagesPfaff 130-6Rany Phat McAllister100% (3)
- Dodge ALL-STEEL Pillow Blocks: Instruction Manual ForDocument2 pagesDodge ALL-STEEL Pillow Blocks: Instruction Manual ForWisnu BharataNo ratings yet
- Multistage Centrifugal Pumps: Vertical Inline ModelsDocument16 pagesMultistage Centrifugal Pumps: Vertical Inline ModelsBang MatNo ratings yet
- 15-25kV 200A Fuse Elbow Instruction SheetDocument4 pages15-25kV 200A Fuse Elbow Instruction Sheet01666754614No ratings yet
- Install HPC NuTLink SuperTLinkDocument1 pageInstall HPC NuTLink SuperTLinkAndy LNo ratings yet
- Taifun Gsii ManualDocument22 pagesTaifun Gsii ManualnenjaminzeNo ratings yet
- Allen, Laura - Greywater, Green Landscape - How To Install Simple Water-Saving Irrigation Systems in Your Yard-Storey Publishing (2017) - 8Document20 pagesAllen, Laura - Greywater, Green Landscape - How To Install Simple Water-Saving Irrigation Systems in Your Yard-Storey Publishing (2017) - 8Hector Alfredo Gutierrez RomeroNo ratings yet
- Big Block Main Bearing Stud Girdle Kit HUG7380K For "B" & "RB" BlocksDocument6 pagesBig Block Main Bearing Stud Girdle Kit HUG7380K For "B" & "RB" BlocksGabriel ChiavettoNo ratings yet
- Resilient Seated Wedge Gate Valve: Installation, Operation & Maintenance InstructionsDocument2 pagesResilient Seated Wedge Gate Valve: Installation, Operation & Maintenance InstructionsshahqazwsxNo ratings yet
- Singer 211G146, 151, 157, 158, 351, 357, 358, 451, 457, 651, 657, 658 Service ManualDocument22 pagesSinger 211G146, 151, 157, 158, 351, 357, 358, 451, 457, 651, 657, 658 Service ManualFelipe KowalskiNo ratings yet
- J Retro Deluxe 01Document6 pagesJ Retro Deluxe 01cphilpott1971No ratings yet
- Adjustment Instructions: From WM No 5044 OnwardsDocument6 pagesAdjustment Instructions: From WM No 5044 OnwardsMohammedasifNo ratings yet
- Yamaha TDM 850 Scottoiler VSystem English8!8!2012Document1 pageYamaha TDM 850 Scottoiler VSystem English8!8!2012kojot-bg2640No ratings yet
- 887-sk700 TH700-R4 - SHIFT KITDocument13 pages887-sk700 TH700-R4 - SHIFT KITSjoling8211No ratings yet
- Sure Cure Kit: Application Chrysler 42RH/REDocument8 pagesSure Cure Kit: Application Chrysler 42RH/REmarcelo ustarezNo ratings yet
- SKU660EDocument4 pagesSKU660Edaniel gervacioNo ratings yet
- SelfEducting Foam Nozzles RevADocument10 pagesSelfEducting Foam Nozzles RevARaúl Manuel Espinoza RetamozoNo ratings yet
- Oops FittingsDocument2 pagesOops Fittingsengine wangNo ratings yet
- Bow Thruster Installation InstructionsDocument9 pagesBow Thruster Installation InstructionsRovert AlonzoNo ratings yet
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- Wired Chinese Knot, Wire Jewelry Tutorial: Layer Coiled Crystal Pearls EarringsFrom EverandWired Chinese Knot, Wire Jewelry Tutorial: Layer Coiled Crystal Pearls EarringsRating: 1 out of 5 stars1/5 (1)
- Bon JourDocument15 pagesBon JourNikolinaJamicic0% (1)
- Ham (Son of Noah) - WikipediaDocument3 pagesHam (Son of Noah) - Wikipediamike bNo ratings yet
- Danese and Romano (2011) ModerationDocument14 pagesDanese and Romano (2011) ModerationUmer NaseemNo ratings yet
- Comparing ODS RTF in Batch Using VBA and SASDocument8 pagesComparing ODS RTF in Batch Using VBA and SASseafish1976No ratings yet
- Daftar PustakaDocument6 pagesDaftar PustakaSeptian UtamaNo ratings yet
- Hayat ProposalDocument22 pagesHayat Proposalsebehadinahmed1992No ratings yet
- SPE-199498-MS Reuse of Produced Water in The Oil and Gas IndustryDocument10 pagesSPE-199498-MS Reuse of Produced Water in The Oil and Gas Industry叶芊No ratings yet
- RPS Manajemen Keuangan IIDocument2 pagesRPS Manajemen Keuangan IIaulia endiniNo ratings yet
- Does Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and PurchasesDocument7 pagesDoes Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and Purchasesyash_28No ratings yet
- March FOMC: Tighter Credit Conditions Substituting For Rate HikesDocument8 pagesMarch FOMC: Tighter Credit Conditions Substituting For Rate HikeshaginileNo ratings yet
- Agitha Diva Winampi - Childhood MemoriesDocument2 pagesAgitha Diva Winampi - Childhood MemoriesAgitha Diva WinampiNo ratings yet
- Green Biocomposites For Structural ApplicationsDocument27 pagesGreen Biocomposites For Structural ApplicationsLamia Nour Ben abdelrahmenNo ratings yet
- Pre-Boarding Announcement Skill Focus: ListeningDocument5 pagesPre-Boarding Announcement Skill Focus: ListeningJony SPdNo ratings yet
- Module 5amp6 Cheerdance PDF FreeDocument27 pagesModule 5amp6 Cheerdance PDF FreeKatNo ratings yet
- Pre Joining Guidelines For InfosysDocument21 pagesPre Joining Guidelines For InfosysGokul0% (2)
- Mangaid CoDocument50 pagesMangaid CoFk Fit RahNo ratings yet
- BUS 301 - Hospitality Industry Vietnam - Nguyễn Thị Thanh Thuý - 1632300205Document55 pagesBUS 301 - Hospitality Industry Vietnam - Nguyễn Thị Thanh Thuý - 1632300205Nguyễn Thị Thanh ThúyNo ratings yet
- Review of Related LiteratureDocument9 pagesReview of Related LiteratureMarion Joy GanayoNo ratings yet
- Answer The Statements Below by Boxing The Past Perfect TenseDocument1 pageAnswer The Statements Below by Boxing The Past Perfect TenseMa. Myla PoliquitNo ratings yet
- Kerjaya JuruterbangDocument11 pagesKerjaya JuruterbangAqil NazriNo ratings yet
- Where Is The Love?-The Black Eyed Peas: NBA National KKK Ku Klux KlanDocument3 pagesWhere Is The Love?-The Black Eyed Peas: NBA National KKK Ku Klux KlanLayane ÉricaNo ratings yet
- Horgolás Minta - PulcsiDocument5 pagesHorgolás Minta - PulcsiCagey Ice-RoyNo ratings yet
- Group 1 Reviewer Social LegislationDocument5 pagesGroup 1 Reviewer Social Legislationxsar_xNo ratings yet
- Internship Report On A Study of The Masterbranding of Dove: Urmee Rahman SilveeDocument45 pagesInternship Report On A Study of The Masterbranding of Dove: Urmee Rahman SilveeVIRAL DOSHINo ratings yet
- Trainee'S Record Book: Technical Education and Skills Development Authority (Your Institution)Document17 pagesTrainee'S Record Book: Technical Education and Skills Development Authority (Your Institution)Ronald Dequilla PacolNo ratings yet
- AFI 90-901 Operational Risk ManagementDocument7 pagesAFI 90-901 Operational Risk ManagementJohan Lai100% (1)
- Surat Textile MillsDocument3 pagesSurat Textile MillsShyam J VyasNo ratings yet
- EEN 203 Slide Notes Year 2018: PART I - Numbers and CodesDocument78 pagesEEN 203 Slide Notes Year 2018: PART I - Numbers and CodesSHIVAM CHOPRANo ratings yet
- Operations Management Final Exam Solutions CourseraDocument2 pagesOperations Management Final Exam Solutions Courseratheswingineer0% (5)
- Harlem Renaissance LiteratureDocument2 pagesHarlem Renaissance LiteratureSylvia Danis100% (1)