You might also like
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsFrom EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsRating: 3.5 out of 5 stars3.5/5 (14)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Relief Valves in ParallelDocument5 pagesRelief Valves in ParallelJames R. Lawrence Sr.No ratings yet
- Sizing of Air ReceiverDocument6 pagesSizing of Air Receiverraghu_mn100% (1)
- Reinforced Concrete Refresher SetDocument5 pagesReinforced Concrete Refresher SetMark Neil Delgaco Gastilo100% (2)
- Komatsu HandbookDocument9 pagesKomatsu HandbookBarney Odgers50% (2)
- Hydrotest & Pneumatic TestDocument3 pagesHydrotest & Pneumatic TestjokishNo ratings yet
- Esd Valve Actuator SizingDocument19 pagesEsd Valve Actuator Sizingshinojbaby4148No ratings yet
- ESD ValvesDocument19 pagesESD Valvesrkubal100% (1)
- Project Standards and Specifications Offshore Process Design Rev01Document10 pagesProject Standards and Specifications Offshore Process Design Rev01sri9987No ratings yet
- Pneumatic TestDocument6 pagesPneumatic TestSubbarayan SaravanakumarNo ratings yet
- Best Practices For Rupture Disc (RD) / Pressure Relief Valve (PRV) CombinationsDocument4 pagesBest Practices For Rupture Disc (RD) / Pressure Relief Valve (PRV) Combinationskamy001No ratings yet
- Piping - Pipeline Design PressureDocument3 pagesPiping - Pipeline Design Pressureankur2061No ratings yet
- Field Testing of CompressorsDocument12 pagesField Testing of CompressorsmishraenggNo ratings yet
- Hydrotest FormulaDocument17 pagesHydrotest FormulaEarnest007100% (2)
- Definitions of Pressure Vessel and PSV Design and Fabrication ValuesDocument4 pagesDefinitions of Pressure Vessel and PSV Design and Fabrication ValuesDark KnightNo ratings yet
- Combining The Use of Rupture Discs With Relief ValvesDocument6 pagesCombining The Use of Rupture Discs With Relief Valveskronaf100% (1)
- Chemical & Process Technology - Two-Third (2 - 3) Rule or Ten-Thirteen (10 - 13) RuleDocument3 pagesChemical & Process Technology - Two-Third (2 - 3) Rule or Ten-Thirteen (10 - 13) RuleomeshchemNo ratings yet
- Design Requirements For Reciprocating CompressorsDocument3 pagesDesign Requirements For Reciprocating Compressorsvsvineesh100% (1)
- Pressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestDocument4 pagesPressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestRakesh RanjanNo ratings yet
- Hydrotest Vs Pneumatic TestDocument5 pagesHydrotest Vs Pneumatic TestMidhun K Chandrabose100% (1)
- B U L L E T I N: Application EngineeringDocument3 pagesB U L L E T I N: Application EngineeringMaria DazaNo ratings yet
- Hydro Vs PneumaticDocument4 pagesHydro Vs PneumaticAnonymous rYZyQQot55No ratings yet
- Hose Usage Guide PDFDocument10 pagesHose Usage Guide PDFKaustav SahaNo ratings yet
- Pipeline TestingDocument2 pagesPipeline TestingMayur MandrekarNo ratings yet
- Nozzle Load and PipingDocument5 pagesNozzle Load and PipingJose PradoNo ratings yet
- Specifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013Document7 pagesSpecifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013sebas_vNo ratings yet
- Field Surge Test ProcedureDocument10 pagesField Surge Test ProcedureShyam Adhikary0% (1)
- Specifying Shell and Tube Heat ExchangersDocument10 pagesSpecifying Shell and Tube Heat ExchangersMicheal BrooksNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument45 pagesAccepted Manuscript: Applied Thermal EngineeringMohammadreza NaghaviNo ratings yet
- Selection of Gas CompressorsDocument6 pagesSelection of Gas CompressorsganeshdhageNo ratings yet
- 15.01 General HvacDocument44 pages15.01 General HvacRadu ReluNo ratings yet
- Exchanger Design 2 - 3 y 10 - 13Document1 pageExchanger Design 2 - 3 y 10 - 13JesusNo ratings yet
- Exchanger Design 2 - 3 y 10 - 13Document1 pageExchanger Design 2 - 3 y 10 - 13JesusNo ratings yet
- Piping Code Testing StuffDocument14 pagesPiping Code Testing StuffbillNo ratings yet
- Don't Be A Compressor Killer: Know Causes To Prevent Failures!Document4 pagesDon't Be A Compressor Killer: Know Causes To Prevent Failures!Mechanical PowerNo ratings yet
- Catalogo de Compresores BristolDocument31 pagesCatalogo de Compresores BristolsalvatoreNo ratings yet
- USe of Higher PSV Set PressureDocument12 pagesUSe of Higher PSV Set Pressurezubair195No ratings yet
- Cut The Cost and Raise The Reliability of Your InstrumentationDocument5 pagesCut The Cost and Raise The Reliability of Your InstrumentationJulie MerrillNo ratings yet
- Rupture Disc-PSV CombinationDocument3 pagesRupture Disc-PSV CombinationManikandan SubramanianNo ratings yet
- Best Practices For RD - PRV-Fike TB8105-minDocument4 pagesBest Practices For RD - PRV-Fike TB8105-minRahul ChandrawarNo ratings yet
- Steam Generator Tube Rupture Analysis Using Dynamic SimulationDocument5 pagesSteam Generator Tube Rupture Analysis Using Dynamic SimulationvasuNo ratings yet
- Testing Procedures: Pressure Test Which Is Also Called The Modified Hydrostatic Test. Hydrostatic Testing Is Also A WayDocument5 pagesTesting Procedures: Pressure Test Which Is Also Called The Modified Hydrostatic Test. Hydrostatic Testing Is Also A Wayvaresh111No ratings yet
- Nfpa 13Document23 pagesNfpa 13meena340% (1)
- Compressor Performance TestDocument13 pagesCompressor Performance TestAnonymous dGzE1FUSTL100% (2)
- Hydro Testing: Mode of MeasurementDocument6 pagesHydro Testing: Mode of Measurementruhuna013100% (1)
- Surge Control Considerations in Centrifugal Compressors: Blog About Jim CahillDocument3 pagesSurge Control Considerations in Centrifugal Compressors: Blog About Jim Cahill586301No ratings yet
- Hydrotest BlindDocument9 pagesHydrotest BlindAdrian RogersNo ratings yet
- Compressor Performance TestDocument13 pagesCompressor Performance Testdhanu_aqua100% (1)
- Dynamic Modeling of Heat Exchanger Tube RaptureDocument20 pagesDynamic Modeling of Heat Exchanger Tube RaptureRajesh NimmakayalaNo ratings yet
- Parsing Pressure and Temperature RatingsDocument6 pagesParsing Pressure and Temperature RatingsAhmed AbdullaNo ratings yet
- Turbine MaintainanceDocument9 pagesTurbine Maintainanceer_sanjaypatel100% (2)
- Anti-Surge White PaperDocument8 pagesAnti-Surge White Papervgogulakrishnan100% (1)
- Pressure Gauge SelectionDocument4 pagesPressure Gauge SelectionkarthickNo ratings yet
- API 521 7 Edition Ballot Item 6.1 New Work Item - Potential ASME Code ViolationsDocument14 pagesAPI 521 7 Edition Ballot Item 6.1 New Work Item - Potential ASME Code ViolationsAyadi_AymanNo ratings yet
- Pressure Relief SystemsDocument4 pagesPressure Relief SystemsaqhammamNo ratings yet
- By Rick Stasyshan and Ian Macleod, Compressed Air & Gas InstituteDocument5 pagesBy Rick Stasyshan and Ian Macleod, Compressed Air & Gas InstituteRaul BautistaNo ratings yet
- Hydrotest Procedure For Piping SystemsDocument6 pagesHydrotest Procedure For Piping Systemscatherine100% (1)
- Interveiw QuestionnairsDocument4 pagesInterveiw QuestionnairsSky spaceNo ratings yet
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AFrom EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANo ratings yet
- 517 520Tesma412IJEASTDocument5 pages517 520Tesma412IJEASTMohamed GasimNo ratings yet
- Eviromental DataDocument1 pageEviromental DataMohamed GasimNo ratings yet
- SSR AmendmentDocument2 pagesSSR AmendmentMohamed GasimNo ratings yet
- Sales Agreement - Terms ConditionsDocument7 pagesSales Agreement - Terms ConditionsMohamed GasimNo ratings yet
- 9.product CatalogueDocument42 pages9.product CatalogueMohamed GasimNo ratings yet
- Corex WI SpesificationsDocument1 pageCorex WI SpesificationsMohamed GasimNo ratings yet
- Sudan Fact SheetDocument2 pagesSudan Fact SheetMohamed GasimNo ratings yet
- General License Authorizing Transactions Involving SudanDocument2 pagesGeneral License Authorizing Transactions Involving SudanMohamed GasimNo ratings yet
- Gasoil Specification SPC 2016Document1 pageGasoil Specification SPC 2016Mohamed GasimNo ratings yet
- 0Document170 pages0Patricia J ÁngelesNo ratings yet
- Plant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)Document3 pagesPlant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)aslam.ambNo ratings yet
- Technical Data Sheet D245SDocument14 pagesTechnical Data Sheet D245SAslam Kamal AfdhalNo ratings yet
- 200kN-TW Trailer Mounted - 2009 Until 31-12-2009Document1 page200kN-TW Trailer Mounted - 2009 Until 31-12-2009Adakole ObekaNo ratings yet
- Untitled 2Document50 pagesUntitled 2Cesar Rumiche HernándezNo ratings yet
- PCI 7 - Tinh Toan Dau Dam KhacDocument4 pagesPCI 7 - Tinh Toan Dau Dam KhachNo ratings yet
- Water Jet and Abrasive Water Jet MachiningDocument38 pagesWater Jet and Abrasive Water Jet MachiningEthan HuntNo ratings yet
- Millng CutterDocument49 pagesMillng CuttersameekshaNo ratings yet
- St. Clair: Allison "World" & "1000/2000/2400" TransmissionDocument65 pagesSt. Clair: Allison "World" & "1000/2000/2400" TransmissionEinar PupoNo ratings yet
- Physics in Daily Life by Kushal JainDocument8 pagesPhysics in Daily Life by Kushal JainNayLinNo ratings yet
- JMEUT Volume 50 Issue 4 Pages 45-49Document5 pagesJMEUT Volume 50 Issue 4 Pages 45-49Behi GhNo ratings yet
- PLI (Pounds Per Linear Foot)Document5 pagesPLI (Pounds Per Linear Foot)ccorp00890% (1)
- Lesson plan-2015-XI PDFDocument3 pagesLesson plan-2015-XI PDFprashant vaishnavNo ratings yet
- Don CVP CatalogueDocument59 pagesDon CVP CatalogueoichiNo ratings yet
- Control Valve 16 - 8230usa-GS3Document6 pagesControl Valve 16 - 8230usa-GS3Amin De Rossi SudrajatNo ratings yet
- 4 Way Hacksaw MachineDocument8 pages4 Way Hacksaw Machinepandi67% (3)
- Power Cable Installation GuideDocument49 pagesPower Cable Installation Guidemivey100% (1)
- HVAC PrinciplesDocument60 pagesHVAC PrinciplesshreyashNo ratings yet
- Installation Instructions Service Kit - 28453: Monsoon Universal Part NoDocument28 pagesInstallation Instructions Service Kit - 28453: Monsoon Universal Part NonicehornetNo ratings yet
- Sample Preparation: ApplicationDocument3 pagesSample Preparation: ApplicationDilhara WickramaarachchiNo ratings yet
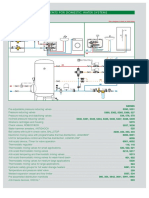
- Components For Domestic Water Systems: This Diagram Is Just An IndicationDocument22 pagesComponents For Domestic Water Systems: This Diagram Is Just An Indicationravi00098No ratings yet
- Ducati Monster 821Document270 pagesDucati Monster 821Michael NguyenNo ratings yet
- SD22Document2 pagesSD22It. jinyiNo ratings yet
- Lesson 7 - Fundamentals of Fluid FlowDocument25 pagesLesson 7 - Fundamentals of Fluid FlowJenuine LimonNo ratings yet
- 920 01 641 ImpellerOverview 08.03.2017 WebDocument1 page920 01 641 ImpellerOverview 08.03.2017 Websaroat moongwattanaNo ratings yet
- Adr Design RulesDocument14 pagesAdr Design RulesLucas MundayNo ratings yet
- Pengaruh Kandungan Frekuensi Gempa Terhadap Simpangan Dan Drift Ratio 2 Arah Struktur Bangunan Set-Back Bertingkat BanyakDocument9 pagesPengaruh Kandungan Frekuensi Gempa Terhadap Simpangan Dan Drift Ratio 2 Arah Struktur Bangunan Set-Back Bertingkat BanyakIvan MuhammadNo ratings yet
- ME - MD Mecha. Robotics, PP - SOL - 2650Document35 pagesME - MD Mecha. Robotics, PP - SOL - 2650VivekMishraNo ratings yet