You might also like
- Engineering Bulletin No 1: Boiler and Furnace TestingFrom EverandEngineering Bulletin No 1: Boiler and Furnace TestingRating: 4.5 out of 5 stars4.5/5 (2)
- Reading Coal Flame in Tangentially Fired BoilerDocument4 pagesReading Coal Flame in Tangentially Fired Boilerbhaskar1rkumar4092No ratings yet
- Boiler - Quality of Flame: Boiler Furnace Combustion TuningDocument4 pagesBoiler - Quality of Flame: Boiler Furnace Combustion TuningRajashekarBheemaNo ratings yet
- 110 - Trouble Shooting and Adjusting GuideDocument14 pages110 - Trouble Shooting and Adjusting GuideAl MalleyNo ratings yet
- Kiln Control VariablesDocument50 pagesKiln Control Variableseng_mhassan1No ratings yet
- Kiln Control VariablesDocument50 pagesKiln Control VariablesElder A. Gutiérrez Villacorta100% (1)
- Bixby 115 Trouble Shooting and Adjusting GuideDocument16 pagesBixby 115 Trouble Shooting and Adjusting GuideBob Clish100% (1)
- What Is A Process ControlDocument17 pagesWhat Is A Process ControlpashaNo ratings yet
- 115 Trouble Shooting and Adjusting GuideDocument15 pages115 Trouble Shooting and Adjusting GuideAl Malley100% (5)
- Combustion TuningDocument9 pagesCombustion TuningRamakrishnan NatarajanNo ratings yet
- Emergency Condition in Any Rotary Cement KilnDocument10 pagesEmergency Condition in Any Rotary Cement Kilnmahendra senNo ratings yet
- 110 Cleaning The 110 Exhaust ManifoldDocument5 pages110 Cleaning The 110 Exhaust ManifoldAl MalleyNo ratings yet
- Boiler Light UpDocument19 pagesBoiler Light Upm_ganesh1983No ratings yet
- Boiler Daily ChecksDocument2 pagesBoiler Daily Checkspm-kcpNo ratings yet
- Boiler Maintenance On ShipsDocument7 pagesBoiler Maintenance On ShipsRobert LuuNo ratings yet
- Boiler EmergencyDocument41 pagesBoiler Emergencysubrata guhaNo ratings yet
- Dust Explosion in CFBC BoilersDocument5 pagesDust Explosion in CFBC BoilersS V NAGESHNo ratings yet
- Boiler Light UpDocument19 pagesBoiler Light Upabbutalibb5407100% (1)
- Boiler Inspection - DailyDocument31 pagesBoiler Inspection - DailySumitskb100% (2)
- Furnace Operation and Trouble-ShootingDocument30 pagesFurnace Operation and Trouble-ShootingNaresh100% (1)
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDocument26 pagesClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedNo ratings yet
- Furnaces 2012Document54 pagesFurnaces 2012mujeebmehar100% (1)
- Q and A Refinery ProcessesDocument9 pagesQ and A Refinery ProcessesnishilgeorgeNo ratings yet
- 03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1Document6 pages03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1rupesh soniNo ratings yet
- MH40PH ManualDocument12 pagesMH40PH ManualShaju KoickelNo ratings yet
- Furnace Explosion in CFBC BoilersDocument6 pagesFurnace Explosion in CFBC BoilersHardik Kumar MendparaNo ratings yet
- Cement Plant VIPDocument51 pagesCement Plant VIPengr kazamNo ratings yet
- Kiln Emergency YSDocument50 pagesKiln Emergency YSMUhammad Ishfaq Shakoor100% (1)
- Furnace Explosion in CFBC BoilersDocument7 pagesFurnace Explosion in CFBC Boilersyogeshmangal1974100% (1)
- Kiln Emergency YSDocument50 pagesKiln Emergency YSShadi Al Habbal100% (3)
- Kiln Emergency YSDocument50 pagesKiln Emergency YSNelly Isabel Narvaez PachecoNo ratings yet
- Emergency in Power PlantDocument12 pagesEmergency in Power PlantCo-gen ManagerNo ratings yet
- The Laboratory Burner: Experiment 1Document6 pagesThe Laboratory Burner: Experiment 1EDWIN KHANNo ratings yet
- ... Boiler Problems......Document576 pages... Boiler Problems......Sundara Veerraju86% (7)
- Afbc Boiler Light Up ProcedureDocument4 pagesAfbc Boiler Light Up ProcedureRaj Kumar Ahmed86% (14)
- 7.summary of Boiler PerfDocument46 pages7.summary of Boiler PerfRAJESH KUMARNo ratings yet
- Class 4 Quick Reference For MEP - Motor and General Er Shashwat - 1Document227 pagesClass 4 Quick Reference For MEP - Motor and General Er Shashwat - 1Lovy Singh100% (2)
- Furnace Internal PressureDocument3 pagesFurnace Internal PressureskluxNo ratings yet
- Leak Test Procedure of BoilerDocument3 pagesLeak Test Procedure of BoilerDavid Hoffman100% (3)
- Boilers SOPDocument18 pagesBoilers SOPPrakash WarrierNo ratings yet
- Fired Heaters Operation Troubleshooting 1589699753 PDFDocument80 pagesFired Heaters Operation Troubleshooting 1589699753 PDFAliNo ratings yet
- Product Knowledge (New Edited)Document54 pagesProduct Knowledge (New Edited)lestermusca100% (2)
- Plate Freezer Performance.Document4 pagesPlate Freezer Performance.Behnam AshouriNo ratings yet
- Use and Importance of Furnaces in Oil RefineriesDocument6 pagesUse and Importance of Furnaces in Oil RefineriesMusa KaleemNo ratings yet
- A Case Study in Furnace Explosion of CFBC BoilerDocument14 pagesA Case Study in Furnace Explosion of CFBC Boilerparthi2006576883% (12)
- Furnace Handbook: General InformationDocument6 pagesFurnace Handbook: General Informationრაქსშ საჰაNo ratings yet
- If One F.D. Fan TripsDocument9 pagesIf One F.D. Fan TripsAhemad100% (1)
- Preheat and Drying of The Kiln From Cold ConditionsDocument4 pagesPreheat and Drying of The Kiln From Cold ConditionsJCSNo ratings yet
- TG EmergenciesDocument15 pagesTG EmergenciessasibhushanNo ratings yet
- Gasoline and Oil Stoves, "New Process" and "Standard." 1901From EverandGasoline and Oil Stoves, "New Process" and "Standard." 1901No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- Maxims and Instructions for the Boiler Room: Useful to Engineers, Firemen & Mechanics; Relating to Steam Generators, Pumps, Appliances, Steam Heating, Practical Plumbing, etcFrom EverandMaxims and Instructions for the Boiler Room: Useful to Engineers, Firemen & Mechanics; Relating to Steam Generators, Pumps, Appliances, Steam Heating, Practical Plumbing, etcNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168From EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168No ratings yet
- The Traveling Engineers' Association to Improve the Locomotive Engine Service of American Railroads: Examination Questions and Answers for Firemen for Promotion and New Men for EmploymentFrom EverandThe Traveling Engineers' Association to Improve the Locomotive Engine Service of American Railroads: Examination Questions and Answers for Firemen for Promotion and New Men for EmploymentNo ratings yet
- The Traveling Engineers' Association to Improve the Locomotive Engine Service of American RailroadsFrom EverandThe Traveling Engineers' Association to Improve the Locomotive Engine Service of American RailroadsNo ratings yet
- 1264 1270 1 PBDocument8 pages1264 1270 1 PBLakshminarayanNo ratings yet
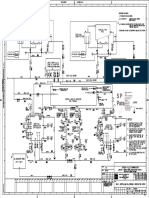
- PID Lube Oil R01-CertifiedDocument1 pagePID Lube Oil R01-CertifiedLakshminarayanNo ratings yet
- A Study On 500 MW Coal Fired Boiler Unit's Bowl Mill Performance Through Coal Sampling and Characterization: CPRI's ExperienceDocument6 pagesA Study On 500 MW Coal Fired Boiler Unit's Bowl Mill Performance Through Coal Sampling and Characterization: CPRI's ExperienceLakshminarayanNo ratings yet
- Mejia Ph-II, 500mw, Vol-1 CepDocument339 pagesMejia Ph-II, 500mw, Vol-1 CepLakshminarayanNo ratings yet
- Case Study On Minimum Flow Through Cep Recirculation LineDocument5 pagesCase Study On Minimum Flow Through Cep Recirculation LineLakshminarayanNo ratings yet
- 1 - Boiler Tube FailuresDocument55 pages1 - Boiler Tube FailuresLakshminarayan100% (1)
- Concentration Control of Silica in Water ChemicalDocument6 pagesConcentration Control of Silica in Water ChemicalLakshminarayanNo ratings yet
- Clean Air Flow TestDocument4 pagesClean Air Flow TestLakshminarayanNo ratings yet
- Air Pre HeaterDocument7 pagesAir Pre HeaterLakshminarayanNo ratings yet
- Esp CommgDocument16 pagesEsp CommgLakshminarayanNo ratings yet
- Controlled Circulation PumpDocument5 pagesControlled Circulation PumpLakshminarayanNo ratings yet
- COMMISSIONING Question PaperDocument9 pagesCOMMISSIONING Question PaperLakshminarayanNo ratings yet
- Shutdown Jobs List C & IDocument12 pagesShutdown Jobs List C & Imanohar kumar0% (1)
- Turbine Start Up ProcedureDocument2 pagesTurbine Start Up ProcedureyuvaduraiNo ratings yet
- Tech DiaryDocument121 pagesTech DiaryhahaaNo ratings yet
- Project Proposal On Sesame OilDocument28 pagesProject Proposal On Sesame OilMohamed Asherif100% (1)
- Thermal Power PlantDocument15 pagesThermal Power PlantAnonymous HyOfbJ6100% (1)
- 100 KLPD EthanolDocument45 pages100 KLPD EthanolANDREW JOHNNo ratings yet
- Basic Plant CycleDocument87 pagesBasic Plant CycleRobin RobinNo ratings yet
- FUKUI-catalog PDF Generation PDFDocument58 pagesFUKUI-catalog PDF Generation PDFWahyudiNo ratings yet
- Boiler Control Standard Proposal - 1Document3 pagesBoiler Control Standard Proposal - 1Hery PrabowoNo ratings yet
- Basic Engineering 2Document5 pagesBasic Engineering 2Marcial Jr. MilitanteNo ratings yet
- Series 6000 - Models 6933, 6934 and 6935: FeaturesDocument12 pagesSeries 6000 - Models 6933, 6934 and 6935: Featuresفؤاد ابوزيدNo ratings yet
- Power Plant Operation Turbine & Auxiliaries: 8 January 2013 H K Sethi 1Document43 pagesPower Plant Operation Turbine & Auxiliaries: 8 January 2013 H K Sethi 1rohit_0123100% (2)
- Fluidized Bed SystemsDocument300 pagesFluidized Bed SystemshexbiNo ratings yet
- Energy Saving Equipment ListDocument15 pagesEnergy Saving Equipment ListMaintenance Circle100% (3)
- Automatic Recirculation ValveDocument3 pagesAutomatic Recirculation ValveIsares PodkohNo ratings yet
- Boiler Efficiency GuideDocument30 pagesBoiler Efficiency GuideSergio BenavidesNo ratings yet
- Full ThesisDocument174 pagesFull Thesishasan noahNo ratings yet
- High Pressure BoilerDocument58 pagesHigh Pressure BoilerPATIL YASH SANJAYNo ratings yet
- Calculation of Boiler EfficiencyDocument43 pagesCalculation of Boiler EfficiencyTamer Abd ElrasoulNo ratings yet
- Agua Pura Destilador Labtech LWD 3004 3008 3012 EngDocument20 pagesAgua Pura Destilador Labtech LWD 3004 3008 3012 EngZakNo ratings yet
- DHT Question Answer BankDocument41 pagesDHT Question Answer BankBikas Saha100% (3)
- IE 3353 Homework 5Document3 pagesIE 3353 Homework 5Simay ÇelikNo ratings yet
- A Summary of Six Case StudiesDocument12 pagesA Summary of Six Case StudiesKaliyaperumal KalamegamNo ratings yet
- FLV 07 ISO Valve For FCV I/L I/L 40 800# 9032195Document7 pagesFLV 07 ISO Valve For FCV I/L I/L 40 800# 9032195Manikandan elumalaiNo ratings yet
- Electrode Boiler Book PDFDocument13 pagesElectrode Boiler Book PDFfauzi endraNo ratings yet
- Training Overview: Presented by Akash KarpeDocument22 pagesTraining Overview: Presented by Akash KarpeMukesh Kumar VaishnavNo ratings yet
- Complete Report Rla SWCC Ksa Phase 1 Unit5boilerDocument149 pagesComplete Report Rla SWCC Ksa Phase 1 Unit5boilerWaseem ArshadNo ratings yet
- Santosh Kumar: Producl Engineer / BPP FBDocument17 pagesSantosh Kumar: Producl Engineer / BPP FBjp mishraNo ratings yet
- Estudo de Caso - Asme 2398Document6 pagesEstudo de Caso - Asme 2398biancogallazziNo ratings yet
- Steam GeneratingDocument80 pagesSteam GeneratingJustin Alvin P. Caballa100% (9)