You might also like
- OptiBeam OB11-3 ManualDocument5 pagesOptiBeam OB11-3 ManualPendawa Seribu75% (4)
- Caso COLCHERTER LATHE-PROJECT SCAMP FMSDocument11 pagesCaso COLCHERTER LATHE-PROJECT SCAMP FMSTeam Winter FiveNo ratings yet
- INSTALLATION MANUAL BizhubPRO C6500Document20 pagesINSTALLATION MANUAL BizhubPRO C6500atjones100% (1)
- Shimano Nexus3 178 ManualDocument12 pagesShimano Nexus3 178 Manualgrazka20No ratings yet
- Operating Instructions - Standard Shoring - SBH Series 600 Manhole Shoring BoxDocument8 pagesOperating Instructions - Standard Shoring - SBH Series 600 Manhole Shoring BoxAmr Adel HameedNo ratings yet
- Grundig - Ps - 2500 - SM enDocument8 pagesGrundig - Ps - 2500 - SM enscribd_marxmanNo ratings yet
- TMB Guidelines LGMF00069DDocument2 pagesTMB Guidelines LGMF00069DLim KimtengNo ratings yet
- Instruction C02 78.3Document4 pagesInstruction C02 78.3ВиталийКрутиковNo ratings yet
- AR Series ACB UVT RemovalDocument3 pagesAR Series ACB UVT RemovalGeorgios MariolisNo ratings yet
- PianoTechEnglisch1 33Document11 pagesPianoTechEnglisch1 33André MatosNo ratings yet
- Vectrix VX-2 Service Manual 2011Document78 pagesVectrix VX-2 Service Manual 2011João Leonardo da Silva NascimentoNo ratings yet
- Yamaha Pacifica ManualDocument14 pagesYamaha Pacifica ManualDaz MasonNo ratings yet
- TBST Tents 20190523Document8 pagesTBST Tents 20190523Michael MayerhoferNo ratings yet
- Maximum Width-To-Thickness Ratios For Compression PDFDocument3 pagesMaximum Width-To-Thickness Ratios For Compression PDFtoliveira80No ratings yet
- Instalacion Yokogawa Pdit IM01C21B01-01E - IM01C21B01-01E PDFDocument4 pagesInstalacion Yokogawa Pdit IM01C21B01-01E - IM01C21B01-01E PDFHvictoria MadridNo ratings yet
- J Retro Deluxe 01Document6 pagesJ Retro Deluxe 01cphilpott1971No ratings yet
- Connector: Series 1051 A004-9: I - Tool RequiredDocument3 pagesConnector: Series 1051 A004-9: I - Tool RequiredRodolfo Victor Barrios CastilloNo ratings yet
- 2014 Subaru Outback 8 Front StrutDocument6 pages2014 Subaru Outback 8 Front StrutLeslie CooperNo ratings yet
- DACRON HighlanderManualChapter3Document49 pagesDACRON HighlanderManualChapter3wordpower777No ratings yet
- Instruction Manual: Trius BirdshooterDocument12 pagesInstruction Manual: Trius BirdshooterjeffNo ratings yet
- Discharge HoseDocument1 pageDischarge HosevinodiipmNo ratings yet
- A27010SDocument8 pagesA27010SP HandokoNo ratings yet
- Component FM200 2Document8 pagesComponent FM200 2awuawu86100% (1)
- OTR Installation Instruction - EngDocument14 pagesOTR Installation Instruction - EngAmir Hooshang Ghadymi MahaniNo ratings yet
- TVF2100NH - 09 008 432 1R2 PDFDocument39 pagesTVF2100NH - 09 008 432 1R2 PDFEfra Lan PeñaNo ratings yet
- Cushcraft A2706sDocument8 pagesCushcraft A2706sABALDASSAREGNo ratings yet
- Silent Partner E-Stringer ManualDocument13 pagesSilent Partner E-Stringer ManualTeresa CarterNo ratings yet
- Yamaha Guitar Owners ManualDocument14 pagesYamaha Guitar Owners ManualrpalotaiNo ratings yet
- Mef 1Document9 pagesMef 1DadangNo ratings yet
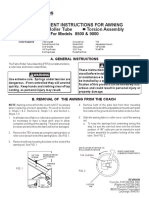
- Fabric Roller Tube Torsion Assembly Replacement Instructions For AwningDocument7 pagesFabric Roller Tube Torsion Assembly Replacement Instructions For Awningdogman1313No ratings yet
- BTS3900L-Quick Installation GuideDocument12 pagesBTS3900L-Quick Installation GuideimabadloserNo ratings yet
- InstallationDocument1 pageInstallationtim8682No ratings yet
- Ununtenna Assy 082217Document5 pagesUnuntenna Assy 082217kushanv1984No ratings yet
- Hilux Fitting ManualDocument14 pagesHilux Fitting ManualParallel UniverseNo ratings yet
- Trango Antenna User Manual ADXX XX SX 1 and 2 FT DiamDocument14 pagesTrango Antenna User Manual ADXX XX SX 1 and 2 FT DiamhussainNo ratings yet
- NTB02 089bDocument2 pagesNTB02 089bPMNo ratings yet
- Bosch™ ECM OEM Connector SeriesDocument6 pagesBosch™ ECM OEM Connector SeriesO mecanicoNo ratings yet
- Series Border Installation GuideDocument1 pageSeries Border Installation GuideSpenNo ratings yet
- 4ft Antenna SB4 With Wind Kit 250kmh Reflector Installation (NMT560-03)Document11 pages4ft Antenna SB4 With Wind Kit 250kmh Reflector Installation (NMT560-03)guns1976No ratings yet
- 4ft Antenna SB4-142 Reflector Installation (NMT564-01)Document11 pages4ft Antenna SB4-142 Reflector Installation (NMT564-01)guns1976No ratings yet
- Si F570CDocument1 pageSi F570CmegclayNo ratings yet
- 13 B 2 NDocument7 pages13 B 2 NRay Ramilo100% (1)
- 1219681808-SHS Instruction Manual English2005Document13 pages1219681808-SHS Instruction Manual English2005Antonio Rodrigo LabraNo ratings yet
- BTS3902E WCDMA Quick Installation Guide (01) (PDF) - enDocument16 pagesBTS3902E WCDMA Quick Installation Guide (01) (PDF) - enhungpn84100% (1)
- 1.2m Vsat HD ManualDocument4 pages1.2m Vsat HD Manualchiper81No ratings yet
- Shunt TripsDocument12 pagesShunt TripsMohamed MeeranNo ratings yet
- Universal Belt Tension MeterDocument7 pagesUniversal Belt Tension MeterTali MohamedNo ratings yet
- Symptom: CD Changer Will Not Operate Properly When Placed On Top of or Near OtherDocument2 pagesSymptom: CD Changer Will Not Operate Properly When Placed On Top of or Near OtherSv KoNo ratings yet
- MN1661 - 0222 (W)Document8 pagesMN1661 - 0222 (W)Julio Cesar Madero MartinezNo ratings yet
- DVD Digital Cinema System: Consists of XV-THM508, SP-PWM508, SP-THM508F, SP-THM508C and SP-THM505SDocument52 pagesDVD Digital Cinema System: Consists of XV-THM508, SP-PWM508, SP-THM508F, SP-THM508C and SP-THM505SLasantha De SilvaNo ratings yet
- Ir ADVANCE C7065 - C9075PRO ITB Replacement ProcedureDocument54 pagesIr ADVANCE C7065 - C9075PRO ITB Replacement ProcedureRICHARD ALBERTO NARVA ORTIZNo ratings yet
- Aiwa Tv-c1400 Chassis Cp-005aDocument27 pagesAiwa Tv-c1400 Chassis Cp-005apetricabogdanNo ratings yet
- U NT U NV U B: Project Code: 719002 Document No.: CAL-1-004-C-0001 Date: 30/08/2023 REV: 2Document14 pagesU NT U NV U B: Project Code: 719002 Document No.: CAL-1-004-C-0001 Date: 30/08/2023 REV: 2Anh KyNo ratings yet
- H1AC1 Installation GuideDocument12 pagesH1AC1 Installation GuideWillNo ratings yet
- Automatic Transaxle Shift MechanismDocument9 pagesAutomatic Transaxle Shift MechanismSebastian SirventNo ratings yet
- Instalación Dresser Imtm-CtDocument2 pagesInstalación Dresser Imtm-CtLuis Angel Cuevas Ortega0% (1)
- Shari : Service Manual TeDocument24 pagesShari : Service Manual TeLorenaNo ratings yet
- Belt Friction ExperimentDocument4 pagesBelt Friction Experimentsajanasubhasinghe75% (8)
- 4ft Antenna SB4 Reflector Installation (NMT480-08)Document11 pages4ft Antenna SB4 Reflector Installation (NMT480-08)guns1976No ratings yet
- First Time Tunisian Crochet: Step-by-Step Basics Plus 5 ProjectsFrom EverandFirst Time Tunisian Crochet: Step-by-Step Basics Plus 5 ProjectsNo ratings yet
- Router Machine Using Pantograph and Four Bar MechanismDocument14 pagesRouter Machine Using Pantograph and Four Bar MechanismPooja G0% (1)
- Injection MouldingDocument241 pagesInjection MouldingRAJESH TIWARINo ratings yet
- Tri Clamp CatalogueDocument25 pagesTri Clamp CatalogueNenad PetrovicNo ratings yet
- QAP CondenserDocument3 pagesQAP CondenserisaacNo ratings yet
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocument7 pagesWrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForedwinbadajosNo ratings yet
- Led FPSDocument2 pagesLed FPSDiana Carolina Galeano EstrellaNo ratings yet
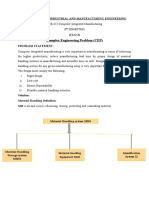
- Department of Industrial and Manufacturing EngineeringDocument7 pagesDepartment of Industrial and Manufacturing Engineeringitezaz ahmedNo ratings yet
- Compressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDocument5 pagesCompressible-Washer-Type Direct Tension Indicators For Use With Structural Fastenersedder contreras maximoNo ratings yet
- Ss ScopeDocument1 pageSs ScopebinepaNo ratings yet
- Atlas Copco 2Document1 pageAtlas Copco 2Abhishek GauravNo ratings yet
- Lecture 4 (Packaging of Horticultural Crops)Document21 pagesLecture 4 (Packaging of Horticultural Crops)Ana Mae AquinoNo ratings yet
- MPPL PT Calendar 2024 2025Document6 pagesMPPL PT Calendar 2024 2025Joby GeorgeNo ratings yet
- reva ASTM-A500-A500M-23Document4 pagesreva ASTM-A500-A500M-238nb9kdwg2mNo ratings yet
- Hole Making Tools IscarDocument449 pagesHole Making Tools IscarMarcosNo ratings yet
- Galozinc 1180Document48 pagesGalozinc 1180Pramod SherkarNo ratings yet
- Faithjames Servano - SA No. 4 - Chapter 3 Job Order CostingDocument1 pageFaithjames Servano - SA No. 4 - Chapter 3 Job Order CostingFaith James ServanoNo ratings yet
- Internship ReportDocument20 pagesInternship ReportSOWMIYA S PSGRKCWNo ratings yet
- BS1400 HTB1Document2 pagesBS1400 HTB1Atul KulkarniNo ratings yet
- GSP-0205 Partition ST60Document3 pagesGSP-0205 Partition ST60salvoNo ratings yet
- Month Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Month& Year Code For CastingDocument2 pagesMonth Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Month& Year Code For CastingJatin SharmaNo ratings yet
- 12 - 20 Des 21 Non BondedDocument20 pages12 - 20 Des 21 Non Bondedakadir jailaniNo ratings yet
- STANDARD 5751 - 6171 - 00 - Ed06 - 221014 - enDocument12 pagesSTANDARD 5751 - 6171 - 00 - Ed06 - 221014 - engetatodicaNo ratings yet
- PCB MAking MethodsDocument2 pagesPCB MAking MethodsRavikant VermaNo ratings yet
- NIC Corporate PPT PMACDocument19 pagesNIC Corporate PPT PMACAman SinhaNo ratings yet
- Aeng 213 Aircraft Materials Construction and Repair (Prelims)Document21 pagesAeng 213 Aircraft Materials Construction and Repair (Prelims)Bea SaguinsinNo ratings yet
- Malha ST30Document4 pagesMalha ST30almeidaNo ratings yet
- Darshan WORDDocument28 pagesDarshan WORDTRILOCHANPRASADNo ratings yet
- Ye Tu19 Turning MDocument36 pagesYe Tu19 Turning MferNo ratings yet
- Information Sheet 4. Waste DiversionDocument10 pagesInformation Sheet 4. Waste DiversionRAHIB SAMAYATINNo ratings yet