You might also like
- Service Manual: FOR Diagnostic Ultrasound SystemDocument52 pagesService Manual: FOR Diagnostic Ultrasound SystemTRI NURCAHYO100% (4)
- Endolift 980nm+1470nmDocument10 pagesEndolift 980nm+1470nmImran Adeel100% (4)
- Is 13311 - 2 Ra 2018Document9 pagesIs 13311 - 2 Ra 2018fareeda67% (3)
- Is 848 2006Document13 pagesIs 848 2006Mahendra singhNo ratings yet
- Is 15799 RtofDocument10 pagesIs 15799 Rtofdivyadeenu9390No ratings yet
- Bitumen Based Felt - Methods of Test: Indian StandardDocument8 pagesBitumen Based Felt - Methods of Test: Indian StandardNKPCNo ratings yet
- Hydrophobic Portland Specification: Indian StandardDocument9 pagesHydrophobic Portland Specification: Indian StandardRaghav TiwaryNo ratings yet
- Indian Standard: Technical Supply Conditions For - T Threaded Steel FastenersDocument4 pagesIndian Standard: Technical Supply Conditions For - T Threaded Steel FastenersHarshith Rao VadnalaNo ratings yet
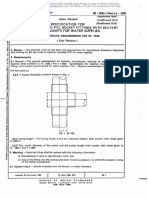
- Specification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesDocument8 pagesSpecification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesCIPET TESTING - AGARTALANo ratings yet
- C-Oncrete Admixtures - Specification (First Revision) : Indian StandardDocument17 pagesC-Oncrete Admixtures - Specification (First Revision) : Indian StandardmanasNo ratings yet
- Is 8062-2006 (Part-1 & 3) - Cathodic ProtectionDocument29 pagesIs 8062-2006 (Part-1 & 3) - Cathodic ProtectionA N MadhavanNo ratings yet
- 707 - 2011 - Timber Technologyreff2021Document42 pages707 - 2011 - Timber Technologyreff2021Debabrata PalNo ratings yet
- Ikwyh, Ffkyhu Fiqye VKSJ 'KHV Fof'Kf"V: HKKJRH EkudDocument12 pagesIkwyh, Ffkyhu Fiqye VKSJ 'KHV Fof'Kf"V: HKKJRH EkudSajal DeyNo ratings yet
- 2508 - 2016 - 3rd Riv - Reff2022Document12 pages2508 - 2016 - 3rd Riv - Reff2022Deepak100% (1)
- Handayani 2020 IOP Conf. Ser. Mater. Sci. Eng. 980 012001Document6 pagesHandayani 2020 IOP Conf. Ser. Mater. Sci. Eng. 980 012001BPTK PPKNo ratings yet
- Arrq-: Cfit1IfDocument8 pagesArrq-: Cfit1IfNikhil ShindeNo ratings yet
- Indian Standard: Bonded Mineral Wool - Specification (Document10 pagesIndian Standard: Bonded Mineral Wool - Specification (Indira BanerjeeNo ratings yet
- Is 9573 - 1Document9 pagesIs 9573 - 1Shubham DhupkarNo ratings yet
- $TFKM WVT: Preformed Fibrous Pipe Insulation - Specification (Document10 pages$TFKM WVT: Preformed Fibrous Pipe Insulation - Specification (OMEGA CONSULTANT SERVICESNo ratings yet
- Is 4990Document17 pagesIs 4990AnuradhaPatraNo ratings yet
- Is2712 Gaskets PDFDocument11 pagesIs2712 Gaskets PDFRajasekaran MuruganNo ratings yet
- Is 15462 2004 Modified Rubber BItumen PDFDocument16 pagesIs 15462 2004 Modified Rubber BItumen PDFrajeshji_000100% (3)
- Is 9845Document8 pagesIs 9845Pavitra SinghNo ratings yet
- IS 13464 - 1992 - Spec - Nylon 66Document10 pagesIS 13464 - 1992 - Spec - Nylon 66Abhi GhavatNo ratings yet
- Indian Standard: Bonded Mineral Wool - Specification (Document10 pagesIndian Standard: Bonded Mineral Wool - Specification (drg gocNo ratings yet
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument9 pagesWinding Wires For Submersible Motors - Specification: Indian StandardkrixotNo ratings yet
- Is 101 - 3 - 2Document11 pagesIs 101 - 3 - 2Ruby MalhotraNo ratings yet
- k@ii-m-R-Rl (K: A@wa-Q@dfamf%Document23 pagesk@ii-m-R-Rl (K: A@wa-Q@dfamf%PARMAR TESTING LAB AND RESEARCH CENTRENo ratings yet
- Specification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesDocument2 pagesSpecification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water Suppliesanurag singhNo ratings yet
- Astm D6521-08Document6 pagesAstm D6521-08ROBERTO MIRANDANo ratings yet
- 2011 Reff2021Document13 pages2011 Reff2021Shubham DhupkarNo ratings yet
- 31 Oil Resistance TestDocument2 pages31 Oil Resistance TestChindhi LaalNo ratings yet
- 1991 Reff2019Document5 pages1991 Reff2019Bunu SahooNo ratings yet
- @iw4t@m: Mm$r'mgdi+rDocument7 pages@iw4t@m: Mm$r'mgdi+rSANDEEP SAININo ratings yet
- IS 319 - 2007 - Reff2022Document11 pagesIS 319 - 2007 - Reff2022k27571No ratings yet
- Patternmakingbyusing Expandedpolystyrenematerial-Codeofpractice (Document5 pagesPatternmakingbyusing Expandedpolystyrenematerial-Codeofpractice (NitinNo ratings yet
- Steel Cylinders For Compressed Gases (Atmospheric Gases, Hydrogen, High Pressure Liquefiable Gases and Dissolved Acetylene Gases) - Code of PracticeDocument18 pagesSteel Cylinders For Compressed Gases (Atmospheric Gases, Hydrogen, High Pressure Liquefiable Gases and Dissolved Acetylene Gases) - Code of PracticeSrikanth SrikantiNo ratings yet
- Laminated Veneer Lumber Specification: Indian StandardDocument11 pagesLaminated Veneer Lumber Specification: Indian Standardanishkumar.vNo ratings yet
- Astm C658 - 98 (2012)Document2 pagesAstm C658 - 98 (2012)minhhuan0101No ratings yet
- Non-Destructwetestingof Concrete-Methodsoftest: Indian StandardDocument9 pagesNon-Destructwetestingof Concrete-Methodsoftest: Indian StandardAnuradhaPatraNo ratings yet
- %%Wirjt'Skf%Wrfim: - RF$TFKDocument11 pages%%Wirjt'Skf%Wrfim: - RF$TFKDevesh Kumar PandeyNo ratings yet
- Free Cutting Brass Bars, Rods and Section - Specification: Indian StandardDocument11 pagesFree Cutting Brass Bars, Rods and Section - Specification: Indian StandardocsspectroNo ratings yet
- Standard Specification For Materialsl: This IY L)Document6 pagesStandard Specification For Materialsl: This IY L)Dŕáğøņ RyzhonNo ratings yet
- Lndian Standard: Clay Roofing Tiles, Mangalore Pattern - Specification (Document11 pagesLndian Standard: Clay Roofing Tiles, Mangalore Pattern - Specification (Sooraj Matter LabNo ratings yet
- 2017Document12 pages2017ਸੁਖਬੀਰ ਸਿੰਘ ਮਾਂਗਟNo ratings yet
- 2010 AMD3 Reff2021Document24 pages2010 AMD3 Reff2021Roushan KumarNo ratings yet
- Rubber Seals For Hydraulic Gates - Specification: Indian StandardDocument13 pagesRubber Seals For Hydraulic Gates - Specification: Indian StandardSuraj PantNo ratings yet
- 2185 4 2008 Reff2019Document16 pages2185 4 2008 Reff2019Siva GuruNo ratings yet
- Zaouai IRECEDocument5 pagesZaouai IRECEismail douidiNo ratings yet
- 6003 2010 Reff2021 PDFDocument10 pages6003 2010 Reff2021 PDFAadarsh Kumar ShitalNo ratings yet
- Testing Epoxy Resin Adhesive: Standard Method of Test ForDocument13 pagesTesting Epoxy Resin Adhesive: Standard Method of Test ForCasey Ryback100% (1)
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument12 pagesWinding Wires For Submersible Motors - Specification: Indian StandardShivangi BhardwajNo ratings yet
- C-Oncrete Admixtures - Specification (First Revision) : Indian StandardDocument17 pagesC-Oncrete Admixtures - Specification (First Revision) : Indian StandardbiranchimohantyNo ratings yet
- D6521-05 Pav - AgingDocument6 pagesD6521-05 Pav - AgingAli YousefNo ratings yet
- Lisqn Iksvzysam Lhesav Fof'Kf"V: HKKJRH EkudDocument13 pagesLisqn Iksvzysam Lhesav Fof'Kf"V: HKKJRH EkudRaghav TiwaryNo ratings yet
- Lajpukxr Ç Kstuksa Ds Fy, Eè E, Oa MPP Ru RK Ds Blikr DH Fjosv Nm+SaDocument7 pagesLajpukxr Ç Kstuksa Ds Fy, Eè E, Oa MPP Ru RK Ds Blikr DH Fjosv Nm+SaPARMAR TESTING LAB AND RESEARCH CENTRENo ratings yet
- Is 4148 1989 (R2021)Document9 pagesIs 4148 1989 (R2021)CTNo ratings yet
- Norm AstmDocument4 pagesNorm AstmEdmundo Jaita CuellarNo ratings yet
- PDFDocument28 pagesPDFsaurabh markamNo ratings yet
- Ufgs 07 92 00Document17 pagesUfgs 07 92 00sharethefilesNo ratings yet
- GRP and Buildings: A Design Guide for Architects and EngineersFrom EverandGRP and Buildings: A Design Guide for Architects and EngineersNo ratings yet
- Warning: Komatsu PC210-11/PC240-11/PC290-11 and PC360-11/ PC390-11/PC490-11 Excavator Installation InstructionsDocument52 pagesWarning: Komatsu PC210-11/PC240-11/PC290-11 and PC360-11/ PC390-11/PC490-11 Excavator Installation InstructionsTran Trong PhuNo ratings yet
- Soal Gala Putaran 2 Pertemuan 4Document4 pagesSoal Gala Putaran 2 Pertemuan 4Elisya Ayu RiskiNo ratings yet
- How To Perform Criticality Analysis To Prioritize Asset MaintenanceDocument22 pagesHow To Perform Criticality Analysis To Prioritize Asset MaintenanceSreekanthMylavarapuNo ratings yet
- Emulgel A ReviewDocument11 pagesEmulgel A ReviewariNo ratings yet
- Stamina SystemDocument2 pagesStamina SystemLaraNo ratings yet
- Case Presentation DVTDocument26 pagesCase Presentation DVTimad mokalledNo ratings yet
- Proiect Casa PrispaDocument319 pagesProiect Casa Prispaand.simonescuNo ratings yet
- Waste Incineration Insert v2Document2 pagesWaste Incineration Insert v2Namik HadziibrahimovicNo ratings yet
- Modern Physics Mcqs and Fill in The Blanks 2023Document8 pagesModern Physics Mcqs and Fill in The Blanks 2023LakshmiNo ratings yet
- Disorientation in VFR Pilots (2005)Document6 pagesDisorientation in VFR Pilots (2005)Dumitru EninNo ratings yet
- Omnova Coatings PresentationDocument12 pagesOmnova Coatings PresentationNatalia Rodriguez100% (1)
- AcuPulse Versatility SupplementDocument16 pagesAcuPulse Versatility SupplementSD DSNo ratings yet
- Watershed Moments by Gari Meacham SamplerDocument23 pagesWatershed Moments by Gari Meacham SamplerZondervanNo ratings yet
- Brochure Ovr PV en - 2csc432012b0301Document24 pagesBrochure Ovr PV en - 2csc432012b0301Mitchell DanielsNo ratings yet
- 2019 CPDDocument61 pages2019 CPDSalleurNo ratings yet
- High Flow Nasal Cannula Oxygen Therapy in Long Hauler Covid-19 PatientsDocument7 pagesHigh Flow Nasal Cannula Oxygen Therapy in Long Hauler Covid-19 PatientsFefiEkaWNo ratings yet
- XI Model Paper of Annual ExamDocument5 pagesXI Model Paper of Annual Examkvhflih.uNo ratings yet
- Author's Accepted Manuscript: Journal of Affective DisordersDocument3 pagesAuthor's Accepted Manuscript: Journal of Affective DisordersEzekiel LucasNo ratings yet
- Msds Liqui Moly Hand Cleaning PasteDocument9 pagesMsds Liqui Moly Hand Cleaning PasteHans HaroNo ratings yet
- Pengelolaan SampahDocument9 pagesPengelolaan SampaharikaNo ratings yet
- Answering Unit 1 - Biology (Ed Excel)Document42 pagesAnswering Unit 1 - Biology (Ed Excel)SharmilaJerome100% (5)
- Evolve Proline Operative TechniqueDocument20 pagesEvolve Proline Operative TechniqueRadomir CzajkaNo ratings yet
- Complementary Therapies in Medicine: ReviewDocument7 pagesComplementary Therapies in Medicine: ReviewHielmy Auliya HasyimNo ratings yet
- Microbes in Human WelfareDocument8 pagesMicrobes in Human WelfareJeevika shanmugasundaramNo ratings yet
- Villa Borghese 2 MenuDocument6 pagesVilla Borghese 2 MenuJaimeNo ratings yet
- Final BPDocument39 pagesFinal BPapi-19471040No ratings yet
- How To Retire Rich PDFDocument6 pagesHow To Retire Rich PDFAra TaningcoNo ratings yet
- SSM Lab 1 PpsDocument9 pagesSSM Lab 1 PpsYASHNo ratings yet