You might also like
- Chevy Differentials: How to Rebuild the 10- and 12-BoltFrom EverandChevy Differentials: How to Rebuild the 10- and 12-BoltRating: 5 out of 5 stars5/5 (8)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- SteeringDocument56 pagesSteeringBrian TenPowNo ratings yet
- Ajuste Valvulas e Inyectores DetroitDocument6 pagesAjuste Valvulas e Inyectores DetroitGabriel Duarte100% (19)
- Testing and AdjustingDocument20 pagesTesting and AdjustingAlexandra Yupanqui sarmiento100% (2)
- Awc Src3 Manual. 1Document5 pagesAwc Src3 Manual. 1ghionoiucNo ratings yet
- Parts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.ADocument16 pagesParts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.Ataxmac100% (2)
- LS Furmanite OyMDocument26 pagesLS Furmanite OyMDanny Carrasco Vicharra0% (2)
- Manual de Transmisiones Chrysler Años 90 PrincipalmenteDocument188 pagesManual de Transmisiones Chrysler Años 90 PrincipalmenteMarbelmen100% (1)
- 1971 Chevy Overhaul ManualDocument505 pages1971 Chevy Overhaul ManualCharlie Moretti100% (1)
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
- AZone Knowledge 2008 Dodge Charger 2.7L V6-1.17-Timing Chain Remove/installDocument19 pagesAZone Knowledge 2008 Dodge Charger 2.7L V6-1.17-Timing Chain Remove/installVan LawsonNo ratings yet
- Kearney and Trecker Installation ManualDocument12 pagesKearney and Trecker Installation Manualaa987100% (1)
- RX4 Tech Note 3323ADocument185 pagesRX4 Tech Note 3323AIulian Oprescu100% (3)
- SB1208 - ZF As Tronic - Clutch Component LubricationDocument12 pagesSB1208 - ZF As Tronic - Clutch Component LubricationCarlos José FariaNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Esquema Hidraulico ManitouDocument26 pagesEsquema Hidraulico Manitouctorres_505746No ratings yet
- Machining Process - I: Lathe Machine Operations and CalculationDocument40 pagesMachining Process - I: Lathe Machine Operations and CalculationNajshhsNo ratings yet
- Manitou Hyd Pump Repair ManualDocument48 pagesManitou Hyd Pump Repair ManualArdian Makhmud100% (2)
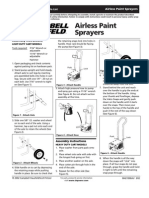
- Airless Owners ManualDocument12 pagesAirless Owners ManualJorge GomezNo ratings yet
- Pruebas y Ajustes Transmision D5B CATDocument13 pagesPruebas y Ajustes Transmision D5B CATHECTOR ESCALLON100% (1)
- PDF Programming Manual Fundamentals SiemensDocument612 pagesPDF Programming Manual Fundamentals SiemensPat CarpaNo ratings yet
- 594h Pipelayer - Power Shift - 96v00255-Up (Machine) Powered by d353 Engine (Sebp1164 - 00) - DocumentaciónDocument14 pages594h Pipelayer - Power Shift - 96v00255-Up (Machine) Powered by d353 Engine (Sebp1164 - 00) - DocumentaciónPizarro Andres100% (1)
- Cylinder Lube Oil Feed Rate Calculation From HMI R-ValueDocument4 pagesCylinder Lube Oil Feed Rate Calculation From HMI R-ValueАндрей АндреевичNo ratings yet
- Cowells Manuals PDFDocument16 pagesCowells Manuals PDFpedjaNo ratings yet
- IOM Actuator AutomaxSupernovaDocument4 pagesIOM Actuator AutomaxSupernovaNaser JahangiriNo ratings yet
- Alignment of TwoDocument15 pagesAlignment of TwoquintanacalzadillasjaimeNo ratings yet
- 9902 VwballjointandlinkpinfrontadjustersDocument4 pages9902 VwballjointandlinkpinfrontadjustersJuan SorleyNo ratings yet
- Installation Instructions: Balance BarsDocument2 pagesInstallation Instructions: Balance BarsTan Gin HuiNo ratings yet
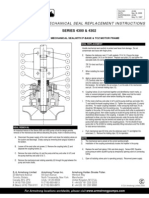
- Mechanical Seal Replacement InstructionsDocument1 pageMechanical Seal Replacement InstructionsGiorgio FerNo ratings yet
- Ducati 1198-1098-848 Aluminum Servo Plate KitDocument7 pagesDucati 1198-1098-848 Aluminum Servo Plate KitgvenetisNo ratings yet
- Read Me FirstDocument9 pagesRead Me Firstmijael1393No ratings yet
- Mechanical Adjustment of Hydrostatic Power Control Unit Linkage (Internal)Document7 pagesMechanical Adjustment of Hydrostatic Power Control Unit Linkage (Internal)Moicano P SánchezNo ratings yet
- ClutchDocument6 pagesClutchAlex CastilloNo ratings yet
- Electrical System: Service ManualDocument4 pagesElectrical System: Service ManualEdin HadzicNo ratings yet
- Precione de Trasmicion D6eDocument14 pagesPrecione de Trasmicion D6efranklin oliverosNo ratings yet
- Retract Doc 01 (3) PDFDocument8 pagesRetract Doc 01 (3) PDFAlmeida FábioNo ratings yet
- FPI Valve Actuator ManualDocument6 pagesFPI Valve Actuator ManualJake KoNo ratings yet
- Testing and AdjustingDocument53 pagesTesting and AdjustingAlexandra Yupanqui sarmiento100% (1)
- Edison Disc Motor ManualDocument12 pagesEdison Disc Motor ManualherbstNo ratings yet
- Pruebas y Ajustes Caja D7HDocument83 pagesPruebas y Ajustes Caja D7HAlfredo GuzmánNo ratings yet
- 1971-1972 ALSPORT Snowmobile ManualDocument4 pages1971-1972 ALSPORT Snowmobile ManualtimmckennaNo ratings yet
- TT Bearing Insp Proc v3Document7 pagesTT Bearing Insp Proc v3Rino AdityaNo ratings yet
- Aero 1000Document28 pagesAero 1000Florian “Flux” LacinaNo ratings yet
- Winding Machine Instruction ManualDocument67 pagesWinding Machine Instruction Manualkhaled abdalnaserNo ratings yet
- 2005 RockShox WartungshandbuchDocument99 pages2005 RockShox Wartungshandbuchpsagnes3142No ratings yet
- Differential & Bevel GearDocument7 pagesDifferential & Bevel GearNadhifatulNo ratings yet
- Service Manual Tandberg Td20aDocument41 pagesService Manual Tandberg Td20aangelescuo100% (1)
- 307D Excavator-Before PerationDocument8 pages307D Excavator-Before PerationMecatrónico100% (1)
- PM1236 SetupAndUse 1Document23 pagesPM1236 SetupAndUse 1timr45No ratings yet
- Iom TorqmaxDocument10 pagesIom TorqmaxReddy SadhanaNo ratings yet
- Snowblower Manual0001Document27 pagesSnowblower Manual0001WA9GXR100% (1)
- Vertical and Horizontal End Suction Pumps Installation, Operation and Maintenance ManualDocument12 pagesVertical and Horizontal End Suction Pumps Installation, Operation and Maintenance ManualAlex DanNo ratings yet
- Ball Injector O&m InstructionDocument12 pagesBall Injector O&m InstructionArgonauta_navegadorNo ratings yet
- OM5510 05 (Positioner)Document16 pagesOM5510 05 (Positioner)JayeshJayarajanNo ratings yet
- 950F CaterpillarDocument15 pages950F CaterpillarMartinez Mauricio Martinez GomezNo ratings yet
- Service Bulletin: ProductionDocument11 pagesService Bulletin: ProductionVictor PinedoNo ratings yet
- AUMA Acutator ManualDocument13 pagesAUMA Acutator ManualSrinivasa Rao PallelaNo ratings yet
- Control SL Hub Replacement Instruction GuideDocument2 pagesControl SL Hub Replacement Instruction Guidesuperduke990No ratings yet
- Fermat 2012 Machine CatalogDocument34 pagesFermat 2012 Machine CatalogWalkerMachineryNo ratings yet
- The CNC Generating and Profile Grinding Machines LCS 200 To 500Document16 pagesThe CNC Generating and Profile Grinding Machines LCS 200 To 500vengadeshNo ratings yet
- BPCL Report MechanicalDocument44 pagesBPCL Report MechanicalritikaNo ratings yet
- Commissioning Manual: FF 500 CNCDocument55 pagesCommissioning Manual: FF 500 CNCJoe JoeNo ratings yet
- IPE SakibBhaiMagicChothaDocument55 pagesIPE SakibBhaiMagicChothaTousif SadmanNo ratings yet
- Experiment No. 1: Aim: Study of The CNC Lathe Trainer Kit & Cut Viewer Turn SoftwareDocument18 pagesExperiment No. 1: Aim: Study of The CNC Lathe Trainer Kit & Cut Viewer Turn SoftwareJarvis EdwinNo ratings yet
- Tool WearDocument4 pagesTool WearzidaaanNo ratings yet
- Operating and Maintenance Manual: Universal Milling Machine FU 321MDocument64 pagesOperating and Maintenance Manual: Universal Milling Machine FU 321MUriel Francisco RiveraNo ratings yet
- Mantech Tie 6122 Assignment Bouquet Oct 2019 PDFDocument4 pagesMantech Tie 6122 Assignment Bouquet Oct 2019 PDFNativity MabasaNo ratings yet
- HurcoLathe Max Start r0115-101Document108 pagesHurcoLathe Max Start r0115-101rastaeggNo ratings yet
- Rev o Lu Tion: Medium Chrome Tool SteelDocument6 pagesRev o Lu Tion: Medium Chrome Tool SteelX800XLNo ratings yet
- Performance Evaluation of Vegetable Oil-Based Cutting Fluids in Mild Steel MachiningDocument12 pagesPerformance Evaluation of Vegetable Oil-Based Cutting Fluids in Mild Steel MachiningIzzah HzmhNo ratings yet
- ASTM A29 Grade 1045Document3 pagesASTM A29 Grade 1045Elang KevinNo ratings yet
- Groove-Turn Tools PDFDocument413 pagesGroove-Turn Tools PDFbrusilicaNo ratings yet
- CNC and The EMCO Compact 5 Lathe PDFDocument19 pagesCNC and The EMCO Compact 5 Lathe PDFabyzenNo ratings yet
- Chip Standard Shapes (ISO 3685,1977Document7 pagesChip Standard Shapes (ISO 3685,1977sathishelakkiyaNo ratings yet
- Basic CNC Programming V2Document76 pagesBasic CNC Programming V2nuzul hamdaniNo ratings yet
- MILLING CATALOG 38 - 2021 p187 318Document132 pagesMILLING CATALOG 38 - 2021 p187 318MeuMundoMinecraftNo ratings yet
- Cam Sheet Cutting ReportDocument57 pagesCam Sheet Cutting ReportJAYAPRABHAKARAN N NNo ratings yet
- HCN-5000 50 BrochureDocument3 pagesHCN-5000 50 Brochurevictor saenz100% (1)
- Taguchi Method Approach On Effect of Lubrication Condition On Surface Roughness in Milling OperationDocument6 pagesTaguchi Method Approach On Effect of Lubrication Condition On Surface Roughness in Milling OperationBalu BhsNo ratings yet
- Rigibore Activeedge NewDocument18 pagesRigibore Activeedge NewRjgandhi65No ratings yet
- Carbide Roll MaterialDocument10 pagesCarbide Roll MaterialziadNo ratings yet
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
- ANSI-IsO Turning Inserts 1Document5 pagesANSI-IsO Turning Inserts 1Parameshwaran PraveenNo ratings yet
- CNC-Lab Mechanical ManualDocument21 pagesCNC-Lab Mechanical ManualHaresh RaisinghaniNo ratings yet
- Lathe Machine and Its OperationsDocument13 pagesLathe Machine and Its OperationsRuben MasihNo ratings yet