You might also like
- U4 Ws1-Key 12-9-13Document4 pagesU4 Ws1-Key 12-9-13Juan Kor78% (9)
- Experiment of HTDocument41 pagesExperiment of HTRonak ModiNo ratings yet
- Class 6 ICSE Chemistry Sample Paper Set 1Document3 pagesClass 6 ICSE Chemistry Sample Paper Set 1Sunaina RawatNo ratings yet
- 2004revconditionscokeform PDFDocument5 pages2004revconditionscokeform PDFMili Bueno RivasNo ratings yet
- Process Flow Determines Coker Heater PerformanceDocument7 pagesProcess Flow Determines Coker Heater PerformancesidharthNo ratings yet
- Energy Conversion and Management: Yu-Wei Chang, Chiao-Hung Cheng, Jung-Chang Wang, Sih-Li ChenDocument7 pagesEnergy Conversion and Management: Yu-Wei Chang, Chiao-Hung Cheng, Jung-Chang Wang, Sih-Li ChenTony K.PNo ratings yet
- 14 Yang Dejong ReuterDocument9 pages14 Yang Dejong ReuterAndres OelkerNo ratings yet
- Evaluating Thermal Fluid HeatersDocument4 pagesEvaluating Thermal Fluid HeatersManuel RojasNo ratings yet
- Lecture 1-Furnaces (Sep 2020) PDFDocument12 pagesLecture 1-Furnaces (Sep 2020) PDFrushdiNo ratings yet
- Controlling Film Temperature in Fired Heaters PDFDocument4 pagesControlling Film Temperature in Fired Heaters PDFPablo PaganiNo ratings yet
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- Ijarme Vol1 Iss2 08Document8 pagesIjarme Vol1 Iss2 08avgpaulNo ratings yet
- Article 9Document10 pagesArticle 9Mamitina Rolando RandriamanarivoNo ratings yet
- Advances in Delayed Coking Heat Transfer EquipmentDocument6 pagesAdvances in Delayed Coking Heat Transfer EquipmentBahar MeschiNo ratings yet
- Rossette 等。 - 2009 - The effect of start-up cycle in ceramic coating usDocument10 pagesRossette 等。 - 2009 - The effect of start-up cycle in ceramic coating usXin LiNo ratings yet
- Super Radiant CoilDocument13 pagesSuper Radiant CoilAbhik BanerjeeNo ratings yet
- Cieec 2017 8388490Document5 pagesCieec 2017 8388490MatejComelNo ratings yet
- MajaDocument5 pagesMajaDexther DingsonNo ratings yet
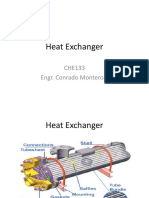
- Heat Exchanger 2Document64 pagesHeat Exchanger 2John Louie GresulaNo ratings yet
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 pagesImprove Vacuum Heater Reliability: Hydrocarbon Processingros56No ratings yet
- Lec 11 The Evolution of HeatDocument18 pagesLec 11 The Evolution of HeatSakunaPappuNo ratings yet
- A Model Study of Thermal Characteristics of Decarburization Annealing Furnace For Silicon Steel Strip PDFDocument8 pagesA Model Study of Thermal Characteristics of Decarburization Annealing Furnace For Silicon Steel Strip PDFد. علا محمد حداويNo ratings yet
- Lecture 3-1 - Heat Exchanger CalculationsDocument50 pagesLecture 3-1 - Heat Exchanger CalculationsBilal AhmedNo ratings yet
- 155 MM Gu Heat Transfer AnalysisDocument8 pages155 MM Gu Heat Transfer AnalysisgetachewggNo ratings yet
- Ohmite-What Is A Heatsink-StageDocument7 pagesOhmite-What Is A Heatsink-StagemilitiamonNo ratings yet
- Design of New Fin Baffle Shell and Tube Heat Exchanger For Heating of Biodiesel Fuel Based On SimulationDocument7 pagesDesign of New Fin Baffle Shell and Tube Heat Exchanger For Heating of Biodiesel Fuel Based On SimulationBarokah KarpovNo ratings yet
- Final Lab ManualDocument135 pagesFinal Lab ManualManicharanNo ratings yet
- Experimental Study On Multi-Layered Type of Gas-To-Gas Heat Exchanger Using Porous MediaDocument9 pagesExperimental Study On Multi-Layered Type of Gas-To-Gas Heat Exchanger Using Porous Media11751175No ratings yet
- Process HeatingDocument9 pagesProcess HeatingGajanan GaikwadNo ratings yet
- J Enconman 2010 03 003Document8 pagesJ Enconman 2010 03 003kumar DeepakNo ratings yet
- Design of Heat ExchangerDocument20 pagesDesign of Heat ExchangerSHIVAM GUPTANo ratings yet
- ML12142A123Document58 pagesML12142A123Mohammed RiyaazNo ratings yet
- Why Vacuum Unit Fired Heaters CokeDocument7 pagesWhy Vacuum Unit Fired Heaters Cokesaleh4060No ratings yet
- 04-Why Vacuum Unit Fired Heaters Coke - P PDFDocument7 pages04-Why Vacuum Unit Fired Heaters Coke - P PDFGeorge J AlukkalNo ratings yet
- Li 2015Document6 pagesLi 2015Amr KamelNo ratings yet
- Chapter 11 Printable Handout PDFDocument19 pagesChapter 11 Printable Handout PDFRaymond LeoNo ratings yet
- Claus Waste Heat Boiler Economics Part 2: Mechanical ConsiderationsDocument6 pagesClaus Waste Heat Boiler Economics Part 2: Mechanical ConsiderationsAlexNo ratings yet
- Fired Heater (H-101)Document17 pagesFired Heater (H-101)Muhammad Asyraf II100% (1)
- Structure of A Two in One Device - Combustor and Heat ExchangerDocument35 pagesStructure of A Two in One Device - Combustor and Heat ExchangerMadhur SherawatNo ratings yet
- Enhancement of Heat Transfer With Conical Hole Filament Insert in A Flow Through Circular TubeDocument4 pagesEnhancement of Heat Transfer With Conical Hole Filament Insert in A Flow Through Circular TubeMonis AbdulmananNo ratings yet
- Applied Thermal EngineeringDocument10 pagesApplied Thermal EngineeringSanskar AgarwalNo ratings yet
- Heat Optimisation of Processor Cooling by Varying Casing MaterialDocument5 pagesHeat Optimisation of Processor Cooling by Varying Casing MaterialAzhariArdyNo ratings yet
- Raouf ICSOBADocument12 pagesRaouf ICSOBAPedro Milton ChibulachoNo ratings yet
- Fabricating A Heat Pipe Structure Within A Radiating Plate For Electronics Fan-Less CoolingDocument5 pagesFabricating A Heat Pipe Structure Within A Radiating Plate For Electronics Fan-Less CoolingRahul RakhadeNo ratings yet
- Lab ManualDocument57 pagesLab ManualFawziyyah AgboolaNo ratings yet
- 6407 English IranArze PDFDocument6 pages6407 English IranArze PDFkesavaganesan58No ratings yet
- Optimizing Fired HeaterDocument5 pagesOptimizing Fired Heatermohamed hegazyNo ratings yet
- Lecturenote - 2143378738chapter - 9Document56 pagesLecturenote - 2143378738chapter - 9Hadj MeknassiNo ratings yet
- Computational Model For Estimation of Refractory Wear and Skull Deposition in Blast FurnaceDocument5 pagesComputational Model For Estimation of Refractory Wear and Skull Deposition in Blast FurnaceGrant ManuelNo ratings yet
- Heat Transfer in The Furnace of Shell Type BoilerDocument17 pagesHeat Transfer in The Furnace of Shell Type BoilerSheikh Wajih Ud DinNo ratings yet
- Lecture 6 - Heat Transfer EquipmentDocument72 pagesLecture 6 - Heat Transfer EquipmentLouie GresulaNo ratings yet
- 583 2585 1 PBDocument8 pages583 2585 1 PBVijay KumarNo ratings yet
- EnconDocument16 pagesEnconSilvia PlataNo ratings yet
- 5 Thermal DesignDocument28 pages5 Thermal Designshubham singhalNo ratings yet
- Fired Heaters Working Components Types Function Sections Maintenance PDFDocument17 pagesFired Heaters Working Components Types Function Sections Maintenance PDFSharad IvneNo ratings yet
- Electric Heating and WeldingDocument61 pagesElectric Heating and Weldingshuva rajNo ratings yet
- Calculation of Radiant Section TemperaturesDocument8 pagesCalculation of Radiant Section TemperaturesmedobasNo ratings yet
- Analysis of A Heat Pipe Assisted Heat SinkDocument6 pagesAnalysis of A Heat Pipe Assisted Heat SinkBALAMUGUNDANNo ratings yet
- Heat Exchanger Design - Part 2Document15 pagesHeat Exchanger Design - Part 2Siddhant SoymonNo ratings yet
- Unsteady State Heat TransferDocument26 pagesUnsteady State Heat TransferRoshan JainNo ratings yet
- Hot Spot in TransformerDocument4 pagesHot Spot in Transformeryash maheshwariNo ratings yet
- SHU Ciomas - UdaraDocument3 pagesSHU Ciomas - UdaraEdi AriyantoNo ratings yet
- Colors ListDocument2 pagesColors Listjumajoy35No ratings yet
- Enthalpy WKST KEYDocument4 pagesEnthalpy WKST KEYمحمد گراوندNo ratings yet
- Report Iffco UREA PRODUCTIONDocument44 pagesReport Iffco UREA PRODUCTIONRahul BaghelNo ratings yet
- Usp 197Document2 pagesUsp 197Francisco ReyesNo ratings yet
- Energy: Faisal Asfand, Youssef Stiriba, Mahmoud BourouisDocument14 pagesEnergy: Faisal Asfand, Youssef Stiriba, Mahmoud BourouisDilip SwamiNo ratings yet
- Bohr Valence PP Interactive!Document17 pagesBohr Valence PP Interactive!jespher gnilo100% (1)
- BlowersDocument58 pagesBlowersmahmad61100% (1)
- Prob SetDocument2 pagesProb Setαγαπημένη του ΧριστούNo ratings yet
- Chemistry Project On Foaming Capacity of SoapsDocument13 pagesChemistry Project On Foaming Capacity of SoapsAditya Kumar67% (3)
- Atomic Structure: Solved QuestionsDocument4 pagesAtomic Structure: Solved QuestionsItu DeyNo ratings yet
- Project Report I Sem 2021-22Document20 pagesProject Report I Sem 2021-22Akshay bypNo ratings yet
- IChO 49# (KIMOR)Document14 pagesIChO 49# (KIMOR)Michael MichaelNo ratings yet
- Exergy and Exergoeconomic Analysis of A Crude Oil Combined Distillation UnitDocument28 pagesExergy and Exergoeconomic Analysis of A Crude Oil Combined Distillation Unitangel vandelanNo ratings yet
- Thermal Dissociation and Recombination of Polyatomic MoleculesDocument14 pagesThermal Dissociation and Recombination of Polyatomic Moleculescoolatuber1No ratings yet
- Lesson 1: Dynamic EquilibriumDocument43 pagesLesson 1: Dynamic EquilibriumCecilia TresyNo ratings yet
- Electrolitycal Purification of RH From RH (SO) SolutionDocument4 pagesElectrolitycal Purification of RH From RH (SO) SolutionGmmmm123No ratings yet
- Lab 9 PolarizationDocument5 pagesLab 9 PolarizationEric Doctore KrageNo ratings yet
- Assessing The Grenness of Some Typical Laboratory Ionic Liquid Preparations", M. Deetlefs, K. R. Seddon, Green Chem. 12, 17-30 (2010)Document14 pagesAssessing The Grenness of Some Typical Laboratory Ionic Liquid Preparations", M. Deetlefs, K. R. Seddon, Green Chem. 12, 17-30 (2010)Nayara GlóriaNo ratings yet
- Science: First Quarter - Module 3 Mixtures and SubstancesDocument26 pagesScience: First Quarter - Module 3 Mixtures and SubstancesFatulousNo ratings yet
- Boyles Law and Charles LawDocument23 pagesBoyles Law and Charles LawSharmaine C. TABADANo ratings yet
- Chapter 3Document54 pagesChapter 3Gopal LoharNo ratings yet
- Reagents and Procedures For The Ultraviolet Spectral Analysis of FlavonoidsDocument6 pagesReagents and Procedures For The Ultraviolet Spectral Analysis of FlavonoidsNahda ZafiraNo ratings yet
- Energy ManagementDocument20 pagesEnergy Managementhasan_jafri_2No ratings yet
- Physical ChenistryDocument146 pagesPhysical ChenistrychemasimNo ratings yet
- The World's Most Efficient and Reliable: ElectrolysersDocument16 pagesThe World's Most Efficient and Reliable: ElectrolysersVăn Tuấn NguyễnNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityJaineshNo ratings yet
- LAS Physical Science Week 3Document8 pagesLAS Physical Science Week 3Shekaina Faith Cuizon LozadaNo ratings yet