You might also like
- U Channel Steel Astm A36 Lac: Mechanical PropertiesDocument1 pageU Channel Steel Astm A36 Lac: Mechanical PropertiesElvis Alcántara C.No ratings yet
- NPT Gewinde NPT Nach ASME B1.20.1Document1 pageNPT Gewinde NPT Nach ASME B1.20.1karthikNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-6Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-6VISHALNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-5Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-5VISHALNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-1Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-1VISHALNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-3Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-3VISHALNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-4Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-4VISHALNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-7Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-7VISHALNo ratings yet
- Stair CalculatorDocument3 pagesStair Calculatorhmendezg4680No ratings yet
- Profile Bar Technical Sheet: 877-840-0881 Carbondale, PA - Elgin, IL - Owensboro, KYDocument2 pagesProfile Bar Technical Sheet: 877-840-0881 Carbondale, PA - Elgin, IL - Owensboro, KYmodulor3dNo ratings yet
- E Z Wall 2006Document15 pagesE Z Wall 2006elle0% (1)
- Compact, One Piece, Large Flow Rate Full Cone Spray Nozzles Spray NozzlesDocument1 pageCompact, One Piece, Large Flow Rate Full Cone Spray Nozzles Spray NozzlesJUAN CARLOSNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-2Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-2VISHALNo ratings yet
- AISC. Tolerancias Dimensionales.Document14 pagesAISC. Tolerancias Dimensionales.Jose Luis VazquezNo ratings yet
- Super Slim Cassette Super Slim Cassette Super Slim CassetteDocument2 pagesSuper Slim Cassette Super Slim Cassette Super Slim CassetteFelix TámaraNo ratings yet
- FBP-10 Fbpi-10 FBP-15 Fbpi-15 FBP-20 Fbpi-20 FBP-25 Fbpi-25 FBP-30 Fbpi-30Document2 pagesFBP-10 Fbpi-10 FBP-15 Fbpi-15 FBP-20 Fbpi-20 FBP-25 Fbpi-25 FBP-30 Fbpi-30Edison MendozaNo ratings yet
- Tubeside Calculation DetailsDocument1 pageTubeside Calculation DetailsTIPAZONo ratings yet
- Specification Aichi Tokei Gas Flow MeterDocument4 pagesSpecification Aichi Tokei Gas Flow MeterSinggih KurniawanNo ratings yet
- Steel Calculation For Two Way Slab TamilDocument4 pagesSteel Calculation For Two Way Slab TamilRam ChandruNo ratings yet
- Suffix ListDocument69 pagesSuffix Listsylvain croteauNo ratings yet
- EXM - 2 - 320xpc Blasthole Drill Specification SheetDocument3 pagesEXM - 2 - 320xpc Blasthole Drill Specification Sheetnoe taquima hinchoNo ratings yet
- Sustento de Diametro de Agujero de Placa Base Segun SCDocument2 pagesSustento de Diametro de Agujero de Placa Base Segun SCjuan ormacheaNo ratings yet
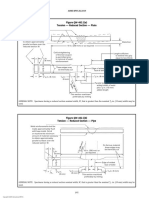
- Figure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Document2 pagesFigure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Carlos Lluen AquinoNo ratings yet
- Global Pearl - Global Petro TechDocument1 pageGlobal Pearl - Global Petro TechMike JonesNo ratings yet
- Drains & Suctions / 8" & 10" Covers and Frames: SpecificationsDocument1 pageDrains & Suctions / 8" & 10" Covers and Frames: SpecificationsChhomNo ratings yet
- Eco-Crete 2.039.001.am - enDocument2 pagesEco-Crete 2.039.001.am - engiovanni arguedas ortizNo ratings yet
- GoBeam081 DemoDocument5 pagesGoBeam081 DemoYaser ShabasyNo ratings yet
- Foundation 001Document47 pagesFoundation 001Nazrul Islam SajolNo ratings yet
- Revised Pile Calculation Sheet For Redsun TowerDocument21 pagesRevised Pile Calculation Sheet For Redsun TowerAfaq AhmedNo ratings yet
- FRNT ColDocument96 pagesFRNT ColARUN RAWATNo ratings yet
- Tabla Asme b31.1Document1 pageTabla Asme b31.1agustin100% (1)
- 6.625 HWDPDocument23 pages6.625 HWDPözgüncNo ratings yet
- ASTM Carbon Alloy Pipe and TubingDocument1 pageASTM Carbon Alloy Pipe and TubingServando LozanoNo ratings yet
- 5 - Lecture Five Mech2305Document7 pages5 - Lecture Five Mech2305shehnilaNo ratings yet
- Calculation POWorkbookDocument66 pagesCalculation POWorkbookEngFaisal AlraiNo ratings yet
- Sr. No. Important Points For Roof Truss Designs: Pitches of TrussesDocument2 pagesSr. No. Important Points For Roof Truss Designs: Pitches of TrussesELISHA SHINDE0% (1)
- For T-Beam Bridge Enter Foundation and Sub-Structure Data in The 1st Table and Super Structure Data in The 2nd TableDocument27 pagesFor T-Beam Bridge Enter Foundation and Sub-Structure Data in The 1st Table and Super Structure Data in The 2nd Tableshashi rajhansNo ratings yet
- Technical Input Sheet Safety Line & WalkwaysDocument1 pageTechnical Input Sheet Safety Line & WalkwaysfGNo ratings yet
- En Henkelman AtmozDocument3 pagesEn Henkelman AtmozKrisTina MKmNo ratings yet
- GoBeam081 DemoDocument5 pagesGoBeam081 DemoAbu BiduNo ratings yet
- Defect ASME Sec. I ASME B31.1 ASME Sec. VIII, Div. I, Para. UW-51 API 650 Asme Sec Viii Div. I, Paragraph UW-52Document7 pagesDefect ASME Sec. I ASME B31.1 ASME Sec. VIII, Div. I, Para. UW-51 API 650 Asme Sec Viii Div. I, Paragraph UW-52AnilNo ratings yet
- Rotary Blasthole Drill: General SpecificationDocument3 pagesRotary Blasthole Drill: General SpecificationEfrain DYNo ratings yet
- Air Duct CalculatorDocument1 pageAir Duct CalculatorRinaldy100% (9)
- AWS D1.1/D1.1M:2015 Clause 5. FabricationDocument1 pageAWS D1.1/D1.1M:2015 Clause 5. FabricationRohit KambleNo ratings yet
- Spiral Jet Technical DocumentDocument3 pagesSpiral Jet Technical DocumentykozeNo ratings yet
- FR Ipr Ac Astm A36Document2 pagesFR Ipr Ac Astm A36SERVICIOS INTEGRALES OSDANo ratings yet
- Reten-Deten Calculator (ADS) 7.8Document10 pagesReten-Deten Calculator (ADS) 7.8rhuchiyama9265No ratings yet
- Backhus A30Document2 pagesBackhus A30Leo ManciniNo ratings yet
- Probe TaDocument1 pageProbe Tajose manuel paz fernandezNo ratings yet
- Assgn 2 Has+muto+fdel+anto+irvi+raysDocument134 pagesAssgn 2 Has+muto+fdel+anto+irvi+raysFadel PutraNo ratings yet
- Listado Spool DañadosDocument1 pageListado Spool Dañadosjuan ormacheaNo ratings yet
- Excavation, Backfill and Compaction For Structures Construction SpecificationDocument16 pagesExcavation, Backfill and Compaction For Structures Construction Specificationjuan ormacheaNo ratings yet
- Sociedad Minera Cerro Verde S.A.A. Project No. A6Cv: Structural Concrete and Reinforcing Construction SpecificationDocument27 pagesSociedad Minera Cerro Verde S.A.A. Project No. A6Cv: Structural Concrete and Reinforcing Construction Specificationjuan ormacheaNo ratings yet
- Brida Socket WeldDocument1 pageBrida Socket Weldjuan ormacheaNo ratings yet
- Ajuste de Pernos en ConcretoDocument3 pagesAjuste de Pernos en Concretojuan ormacheaNo ratings yet
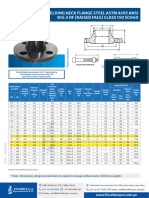
- Bridas WN Clase 150Document1 pageBridas WN Clase 150juan ormacheaNo ratings yet
- Brida Ciega Clase 300Document1 pageBrida Ciega Clase 300juan ormacheaNo ratings yet
- Brida Ciega Clase 150Document1 pageBrida Ciega Clase 150juan ormacheaNo ratings yet
- Brida Sli On Flat FaceDocument1 pageBrida Sli On Flat Facejuan ormacheaNo ratings yet
- ASTM A 108 Grade 1020Document1 pageASTM A 108 Grade 1020juan ormacheaNo ratings yet
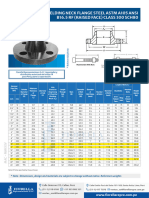
- Bridas WN Clase 300Document1 pageBridas WN Clase 300juan ormacheaNo ratings yet
- Operational Readiness and Airport TransferDocument2 pagesOperational Readiness and Airport TransferochweriNo ratings yet
- BKNC3 - Activity 1 - Review ExamDocument3 pagesBKNC3 - Activity 1 - Review ExamDhel Cahilig0% (1)
- Sample Interview Questions For Planning EngineersDocument16 pagesSample Interview Questions For Planning EngineersPooja PawarNo ratings yet
- English For General SciencesDocument47 pagesEnglish For General Sciencesfauzan ramadhanNo ratings yet
- PNGRB - Electrical Safety Audit ChecklistDocument4 pagesPNGRB - Electrical Safety Audit ChecklistKritarth SrivastavNo ratings yet
- Investigative JournalismDocument8 pagesInvestigative JournalismMitchie LlagasNo ratings yet
- 03-F10 Planned Job ObservationDocument1 page03-F10 Planned Job ObservationSn Ahsan100% (1)
- Micro - Systemic Bacteriology Questions PDFDocument79 pagesMicro - Systemic Bacteriology Questions PDFShashipriya AgressNo ratings yet
- SahanaDocument1 pageSahanamurthyarun1993No ratings yet
- ATAL Selected FDPs AY 2023 24Document15 pagesATAL Selected FDPs AY 2023 24parthiban palanisamy100% (2)
- Jota - EtchDocument3 pagesJota - EtchRidwan BaharumNo ratings yet
- Watch One Piece English SubDub Online Free On Zoro - ToDocument1 pageWatch One Piece English SubDub Online Free On Zoro - ToSadeusuNo ratings yet
- Strategic Capital Management: Group - 4 Jahnvi Jethanandini Shreyasi Halder Siddhartha Bayye Sweta SarojDocument5 pagesStrategic Capital Management: Group - 4 Jahnvi Jethanandini Shreyasi Halder Siddhartha Bayye Sweta SarojSwetaSarojNo ratings yet
- ArrowrootDocument8 pagesArrowrootSevi CameroNo ratings yet
- BluePrint & High Pressure Pascalization (HPP)Document3 pagesBluePrint & High Pressure Pascalization (HPP)Prof C.S.PurushothamanNo ratings yet
- Research Methods in Developmental PsychologyDocument9 pagesResearch Methods in Developmental PsychologyHugoNo ratings yet
- Evolis SDK Use Latest IomemDocument10 pagesEvolis SDK Use Latest IomempatrickNo ratings yet
- UBMM1011 Unit Plan 201501Document12 pagesUBMM1011 Unit Plan 201501摩羯座No ratings yet
- Mobile Services: Your Account Summary This Month'S ChargesDocument3 pagesMobile Services: Your Account Summary This Month'S Chargeskumarvaibhav301745No ratings yet
- Sanskrit Lessons: �丘��恆� � by Bhikshuni Heng HsienDocument4 pagesSanskrit Lessons: �丘��恆� � by Bhikshuni Heng HsiendysphunctionalNo ratings yet
- June 2014 (v3) QP - Paper 3 CIE Physics IGCSEDocument20 pagesJune 2014 (v3) QP - Paper 3 CIE Physics IGCSECole KhantNo ratings yet
- Shaker ScreenDocument2 pagesShaker ScreenRiaz EbrahimNo ratings yet
- Principles To Action (Short)Document6 pagesPrinciples To Action (Short)nsadie34276No ratings yet
- Advanced Java SlidesDocument134 pagesAdvanced Java SlidesDeepa SubramanyamNo ratings yet
- Asu 2019-12Document49 pagesAsu 2019-12janineNo ratings yet
- Perturbation MethodsDocument29 pagesPerturbation Methodsmhdr100% (1)
- Risk Analysis and Assessment Methodologies in Work SitesDocument49 pagesRisk Analysis and Assessment Methodologies in Work SitesNhut NguyenNo ratings yet
- FDD Spindle Motor Driver: BA6477FSDocument12 pagesFDD Spindle Motor Driver: BA6477FSismyorulmazNo ratings yet
- MOS - Steel StructureDocument15 pagesMOS - Steel StructuredennisNo ratings yet
- Beer Pilkhani DistilleryDocument44 pagesBeer Pilkhani DistillerySunil Vicky VohraNo ratings yet