You might also like
- BB831 Xa04xen E1 PDFDocument68 pagesBB831 Xa04xen E1 PDFDaniel RamirezNo ratings yet
- Rear-Mounted Range Shift Cylinder Rebuild T300Document20 pagesRear-Mounted Range Shift Cylinder Rebuild T300Hamilton MirandaNo ratings yet
- Hino J08C Engine Valve Adjustment Procedure, Valve Lash Clearance Specifications, Hino J08C Engine PartsDocument3 pagesHino J08C Engine Valve Adjustment Procedure, Valve Lash Clearance Specifications, Hino J08C Engine Partszakki ahmadNo ratings yet
- TD1297-04 Fifth Wheel ENDocument11 pagesTD1297-04 Fifth Wheel ENSyed Danyal SalamNo ratings yet
- MHT 10225 Repair Manual 2018 202 321Document120 pagesMHT 10225 Repair Manual 2018 202 321AlexNo ratings yet
- Hino J08C Engine Valve Adjustment Procedure, Valve Lash Clearance Specifications, Hino J08C Engine Parts, PDFDocument3 pagesHino J08C Engine Valve Adjustment Procedure, Valve Lash Clearance Specifications, Hino J08C Engine Parts, PDFArnold Mhlanga50% (2)
- MIN - 549410 - Poseidon Pegasus Seals (Aft) Installation & Maintenance ...Document9 pagesMIN - 549410 - Poseidon Pegasus Seals (Aft) Installation & Maintenance ...Marlon Alejandro Arboleda TapiaNo ratings yet
- Valve Data SheetDocument27 pagesValve Data SheetLuan Muoi67% (3)
- Fitting Equivalent LengthDocument4 pagesFitting Equivalent Lengtharah63100% (3)
- Fuel Pump Puncture ValveDocument7 pagesFuel Pump Puncture Valvestergios meletisNo ratings yet
- Boletim Tecnico - JF016 - Re0f10dDocument9 pagesBoletim Tecnico - JF016 - Re0f10dautomaticosbrasilNo ratings yet
- YT Fifthwheel Service Manual TD1297-01Document8 pagesYT Fifthwheel Service Manual TD1297-01Ngoc NguyenNo ratings yet
- Hydraulic Cylinder ServiceDocument8 pagesHydraulic Cylinder Servicehesham farouk86100% (1)
- Okoc AnisDocument168 pagesOkoc AnismoritzNo ratings yet
- ELME 817 Manual PDFDocument20 pagesELME 817 Manual PDFniko67% (3)
- Cylinder Head Valves: EspecificacionesDocument9 pagesCylinder Head Valves: Especificacionesgalvis1020No ratings yet
- Variable Valve TimingDocument19 pagesVariable Valve TimingShrigopal PrajapatNo ratings yet
- Control Valve - Theory & SizingDocument32 pagesControl Valve - Theory & SizingAmanda Porter100% (1)
- 2018 04 3-A EHEDG MatrixDocument18 pages2018 04 3-A EHEDG Matrixtênchỉđểgọi100% (1)
- Incorrect Expulsion of Coffee Pod On Aeg and Electrolux Coffee-MakersDocument7 pagesIncorrect Expulsion of Coffee Pod On Aeg and Electrolux Coffee-MakersAli AhmiaNo ratings yet
- Taper Lock BushesDocument4 pagesTaper Lock BushesGopi NathNo ratings yet
- T ISS PX01 Instruction Manual Rev.01Document9 pagesT ISS PX01 Instruction Manual Rev.01Louis Marino100% (1)
- En Es FR de PT RuDocument24 pagesEn Es FR de PT RuAlejandroNo ratings yet
- SETK RS5000RC User Servicing Manual 20210311Document18 pagesSETK RS5000RC User Servicing Manual 20210311Hes InstaNo ratings yet
- Atb 014Document3 pagesAtb 014tejonmxNo ratings yet
- Bath Drain: Before You Begin Before You BeginDocument6 pagesBath Drain: Before You Begin Before You Beginarizarmani10No ratings yet
- Assembly and Disassembly: Isave 21Document16 pagesAssembly and Disassembly: Isave 21Jan Antonius DjunaediNo ratings yet
- MN01023Document4 pagesMN01023hyarub9No ratings yet
- 180R9139 - Changing Pistons APP 21-43 - UKDocument12 pages180R9139 - Changing Pistons APP 21-43 - UKoleg-spbNo ratings yet
- 2531Document5 pages2531sangkil05No ratings yet
- Blackmer 807b and 828b Manual - BLACKMERDocument6 pagesBlackmer 807b and 828b Manual - BLACKMERGerencia Rigar Colombia SASNo ratings yet
- BVH23, BVA23, BVP23, BVE23: Installation and Maintenance InstructionDocument2 pagesBVH23, BVA23, BVP23, BVE23: Installation and Maintenance InstructionMehedi HasanNo ratings yet
- AH10540Document2 pagesAH10540Valeria MartinezNo ratings yet
- Ground Effects I SheetDocument50 pagesGround Effects I SheetEvanNo ratings yet
- Ninja 400 OhlinsDocument8 pagesNinja 400 OhlinsSportBike GarageNo ratings yet
- Kubota VC5030 RTVX900 - X1120D Wiper Kit (172 Degree) Rev. - , 6 PagesDocument7 pagesKubota VC5030 RTVX900 - X1120D Wiper Kit (172 Degree) Rev. - , 6 PagesmartinNo ratings yet
- N7100 Cleaning Consumable Guide CG00002 291401Document20 pagesN7100 Cleaning Consumable Guide CG00002 291401Rafał Krzysztof KowalskiNo ratings yet
- Mounting Instructions: Cartridge Kit For Kawasaki Ninja 250R Ninja 300Document8 pagesMounting Instructions: Cartridge Kit For Kawasaki Ninja 250R Ninja 300Ivan TlNo ratings yet
- Service PAR-MAX 31xxx and Flojet QuadDocument2 pagesService PAR-MAX 31xxx and Flojet QuadErmes FrancoNo ratings yet
- VW 3VWLN6161CM082257 AllSystemDTC 20221028150536Document9 pagesVW 3VWLN6161CM082257 AllSystemDTC 20221028150536hitecNo ratings yet
- Rear Sway Bar Installation InstructionsDocument4 pagesRear Sway Bar Installation InstructionsRaduNo ratings yet
- 37 1 606Document26 pages37 1 606khalafNo ratings yet
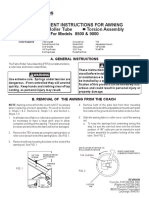
- Fabric Roller Tube Torsion Assembly Replacement Instructions For AwningDocument7 pagesFabric Roller Tube Torsion Assembly Replacement Instructions For Awningdogman1313No ratings yet
- Timing Belt Replacement 2008 Audi A4 20tdiDocument2 pagesTiming Belt Replacement 2008 Audi A4 20tdiJustinas RackauskasNo ratings yet
- Cambio de FritaDocument1 pageCambio de FritasarasaNo ratings yet
- RE4F04AHD2 Reprogramming KitDocument13 pagesRE4F04AHD2 Reprogramming KitMáster HansNo ratings yet
- Self-Priming Pumps: Models 11850-0711 11850-0701Document2 pagesSelf-Priming Pumps: Models 11850-0711 11850-0701Rade PesteracNo ratings yet
- Kit de Instalación 1250RO-4 para OL500 SeriesDocument1 pageKit de Instalación 1250RO-4 para OL500 SeriesHarold VasquezNo ratings yet
- Poseidon Pegasus Seals Deluxe (Forw) Installation and Maintenance Manual...Document10 pagesPoseidon Pegasus Seals Deluxe (Forw) Installation and Maintenance Manual...Marlon Alejandro Arboleda TapiaNo ratings yet
- (Rev. A) Hot Injection Adapter KitDocument8 pages(Rev. A) Hot Injection Adapter KitLost LionNo ratings yet
- DisassemblyDocument3 pagesDisassemblyEdson CRNo ratings yet
- Input Drum Reinforcement Kit 77733-02KDocument2 pagesInput Drum Reinforcement Kit 77733-02KMichel Le DocteNo ratings yet
- Norgren - 00537UI PGS10 User InstructionsDocument11 pagesNorgren - 00537UI PGS10 User InstructionsShigueo EnamotoNo ratings yet
- PB9900Document4 pagesPB9900Jan SoukupNo ratings yet
- Einbau Kolbenringsaetze Piston Ring Sets enDocument3 pagesEinbau Kolbenringsaetze Piston Ring Sets enEdimilson RodriguesNo ratings yet
- TTR125 150BigBore Update2Document4 pagesTTR125 150BigBore Update2eddielindermannNo ratings yet
- Simplex NS-Series Nut Splitters ManualDocument4 pagesSimplex NS-Series Nut Splitters ManualTitanplyNo ratings yet
- Service Bulletin: SubjectDocument6 pagesService Bulletin: SubjectWaitylla DiasNo ratings yet
- Technical Manual - Replacing - Aluminium Spoke - Fulcrum - 2013Document2 pagesTechnical Manual - Replacing - Aluminium Spoke - Fulcrum - 2013markmls2000No ratings yet
- Removal PDFDocument5 pagesRemoval PDFkarlosNo ratings yet
- 7-Mbe900-04a InyectorDocument4 pages7-Mbe900-04a InyectorGerson AquinoNo ratings yet
- Catálogo Bomba BanjoDocument8 pagesCatálogo Bomba BanjoVitchenzo Zimmer DezordiNo ratings yet
- Bottom Bracket Replacement - TDCMDocument16 pagesBottom Bracket Replacement - TDCMDenza_666No ratings yet
- 2012 Fork Service ManualDocument36 pages2012 Fork Service ManualFer SabidongNo ratings yet
- Tilt Cylinder: CylindersDocument6 pagesTilt Cylinder: CylindersCoque de LunaNo ratings yet
- FSA bb30Document3 pagesFSA bb30odeiviNo ratings yet
- Como Instalar Sellos Cat 2Document2 pagesComo Instalar Sellos Cat 2jhonNo ratings yet
- 111-Piping Design InfoDocument248 pages111-Piping Design Infobakhtyar21No ratings yet
- Format For Valve IndexDocument9 pagesFormat For Valve IndexAmit PandeyNo ratings yet
- Triangle Pump Product Catalog 5Document113 pagesTriangle Pump Product Catalog 5Joel CieltoNo ratings yet
- DX300LCA - SEND300A0001 655 HydDocument1 pageDX300LCA - SEND300A0001 655 HydMeterio Cao SuNo ratings yet
- 50MackHolley PDFDocument14 pages50MackHolley PDFDiego De La FuenteNo ratings yet
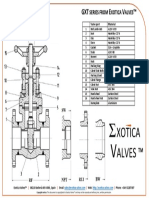
- Gate Valve Cast A216 WCB Body Hastelloy C276 TrimDocument1 pageGate Valve Cast A216 WCB Body Hastelloy C276 TrimGiovanni PetrizzoNo ratings yet
- Yanbu: Export Refinery ProjectDocument8 pagesYanbu: Export Refinery ProjectJanakiraman MalligaNo ratings yet
- Bahan Pipa & Accessories: No Jenis Barang Ukuran Satuan Harga (RP.)Document117 pagesBahan Pipa & Accessories: No Jenis Barang Ukuran Satuan Harga (RP.)Laras SembadaNo ratings yet
- Inlet and Exhaust Valves: Phaser/1000 SeriesDocument1 pageInlet and Exhaust Valves: Phaser/1000 SeriesNikNo ratings yet
- MTO ValveDocument2 pagesMTO ValveAgus MarpaungNo ratings yet
- NB 95 - 7) N2 Instrument ListDocument8 pagesNB 95 - 7) N2 Instrument Listionut nicolaeNo ratings yet
- Base de Valvulas Iso DuplomaticDocument12 pagesBase de Valvulas Iso DuplomaticEduardo CramerNo ratings yet
- ODS-2 Listado Valvulas RetiradasDocument2 pagesODS-2 Listado Valvulas RetiradasKatherine Toloza AcostaNo ratings yet
- FIre Hydrant SupliersDocument15 pagesFIre Hydrant SupliersKarthick MahadevanNo ratings yet
- Cylinder Head: N103.4H3 Tractor (N3 Series)Document2 pagesCylinder Head: N103.4H3 Tractor (N3 Series)Patrick LandinNo ratings yet
- Typical Valve Isolation: A.1. Double Block and Bleed Isolation Integrity Test (2 Valves)Document3 pagesTypical Valve Isolation: A.1. Double Block and Bleed Isolation Integrity Test (2 Valves)elias mwiineNo ratings yet
- Spare Parts List Series L90LS: Code Part # Description RemarksDocument1 pageSpare Parts List Series L90LS: Code Part # Description RemarksfuchswebdeNo ratings yet
- Wagi Valve Asia Pacific SDN - BHD.: Delivery RecordsDocument7 pagesWagi Valve Asia Pacific SDN - BHD.: Delivery Recordsunnamed90No ratings yet
- Danfoss Cantaş KataloğuDocument359 pagesDanfoss Cantaş KataloğuMetin BoyluNo ratings yet
- F 9358 PDFDocument1 pageF 9358 PDFingjfhpNo ratings yet
- LPOSSV Brochure 1Document4 pagesLPOSSV Brochure 1Ari AzadNo ratings yet