You might also like
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Injection Molding GuideDocument33 pagesInjection Molding Guidethangkhungpro0% (1)
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- 2013 12 Handbok Fittings ENG WebDocument72 pages2013 12 Handbok Fittings ENG WebVictor BiacoloNo ratings yet
- Welding DocumentDocument128 pagesWelding DocumentVishal SharmaNo ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Hot Dip GalvanizingDocument24 pagesHot Dip GalvanizingKarthikeyan MuniaswamyNo ratings yet
- FCE Reading and Use of English - Practice Test 14Document13 pagesFCE Reading and Use of English - Practice Test 14Andrea LNo ratings yet
- Aluminium Cladding Method StatementDocument4 pagesAluminium Cladding Method StatementAllan Bryan Sario50% (2)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- The Outside Diameter As Their Nominal DiameterDocument75 pagesThe Outside Diameter As Their Nominal Diameterngutor100% (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Transport of Dangerous GoodsDocument16 pagesTransport of Dangerous Goodskeaty100% (1)
- Heat Shrink CoatingDocument5 pagesHeat Shrink CoatingMekhmanNo ratings yet
- Datasheet - 74LS283 - Somador Binário Completo de 4 BitsDocument7 pagesDatasheet - 74LS283 - Somador Binário Completo de 4 BitsLucas CarvalhoNo ratings yet
- Pressure Vessel Costly MistakeDocument11 pagesPressure Vessel Costly MistakearjayNo ratings yet
- Basic Info TK-U.B.I Sleeves3Document17 pagesBasic Info TK-U.B.I Sleeves3Saradhi MedapureddyNo ratings yet
- GUIDE, VDI 6022 - GOLD - SILVER C Hygienic Design - Swegon PDFDocument6 pagesGUIDE, VDI 6022 - GOLD - SILVER C Hygienic Design - Swegon PDFkiagus artaNo ratings yet
- Jerguson Spec GuideDocument30 pagesJerguson Spec GuideGanesh YadavNo ratings yet
- ESCL-SOP-015, Procedure For Production of Egba Split-Sleeve ClampsDocument12 pagesESCL-SOP-015, Procedure For Production of Egba Split-Sleeve Clampsadiqualityconsult100% (1)
- Armaflex Install PDFDocument5 pagesArmaflex Install PDFPeter BqkNo ratings yet
- Unax InternalsDocument4 pagesUnax InternalsMohamed ShehataNo ratings yet
- 720 Pipette Puller ManualDocument22 pages720 Pipette Puller ManualPaulo CamargoNo ratings yet
- Introducing Cold Pilger Mill TechnologyDocument7 pagesIntroducing Cold Pilger Mill TechnologyTomás BonelloNo ratings yet
- Valve & Flange Box FundamentalsDocument20 pagesValve & Flange Box Fundamentalsautin3:16No ratings yet
- DME Report 1Document21 pagesDME Report 1Mujtaba ShoaibNo ratings yet
- AN5963Document7 pagesAN5963Smriti SNo ratings yet
- Vessel VolumesDocument72 pagesVessel VolumesPaula RiveraNo ratings yet
- Vessel VolumesDocument71 pagesVessel VolumesAnonymous a4Jwz14W100% (1)
- DB Tech Specs - BDDocument5 pagesDB Tech Specs - BDDarshit VyasNo ratings yet
- PAL - Construction GuidelinesDocument28 pagesPAL - Construction GuidelinesCarew Mohammed AbayomiNo ratings yet
- Insulating Gaskets & Its Practical DifficultiesDocument6 pagesInsulating Gaskets & Its Practical Difficulties4A28Sparsh JainNo ratings yet
- DWG REF QTY Number Description Material Shell: Order SectionDocument2 pagesDWG REF QTY Number Description Material Shell: Order SectionRamanNegiNo ratings yet
- DWG REF QTY Number Description Material Shell: Dash Length L IN (MM) P IN (MM) S IN (MM) Approx Weight LB (KG)Document3 pagesDWG REF QTY Number Description Material Shell: Dash Length L IN (MM) P IN (MM) S IN (MM) Approx Weight LB (KG)RamanNegiNo ratings yet
- (2012) Complete IELTS Bands 5-6.5 Student's BookDocument3 pages(2012) Complete IELTS Bands 5-6.5 Student's BookAhmed Hamdy0% (1)
- Cycolac Process GuideDocument25 pagesCycolac Process GuideTorcuato Gonzalez100% (1)
- Fuji Finepix s5200 s5600Document121 pagesFuji Finepix s5200 s5600zilikonNo ratings yet
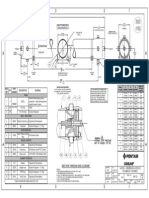
- Codeline, 150 PSI, Drawing - 80S15Document3 pagesCodeline, 150 PSI, Drawing - 80S15RamanNegiNo ratings yet
- Technical Notes (General Specification) FOR Air Cooled Heat ExchangersDocument55 pagesTechnical Notes (General Specification) FOR Air Cooled Heat Exchangerscprcdocumentation01No ratings yet
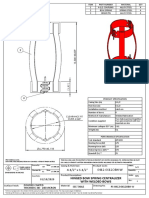
- Drawing 80H30Document3 pagesDrawing 80H30kpranjal15No ratings yet
- QFN LAnd PatternsDocument9 pagesQFN LAnd PatternsTyler WilsonNo ratings yet
- Investment Casting: Workshop ProjectDocument25 pagesInvestment Casting: Workshop Project2K20CH39 Kshitij ShubhamNo ratings yet
- Preparation of Test Panels For Accelerated and Outdoor Weathering of Bituminous CoatingsDocument4 pagesPreparation of Test Panels For Accelerated and Outdoor Weathering of Bituminous CoatingsdaovandongpktNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Hot Dip GalvanizeDocument9 pagesHot Dip GalvanizeSreedhar Patnaik.MNo ratings yet
- 06-086-098 Weld Ring GasketsDocument13 pages06-086-098 Weld Ring Gasketsopenid_ZrfbXb06No ratings yet
- Conection of Cryogenic Fluid LinesDocument10 pagesConection of Cryogenic Fluid LinesnapoleonmNo ratings yet
- PVC / CPVC Pressure Pipe: ASTM D1784/ 5 Sch. 80Document5 pagesPVC / CPVC Pressure Pipe: ASTM D1784/ 5 Sch. 80idiayNo ratings yet
- Stencil Design For Mixed Technology through-holeSMDocument8 pagesStencil Design For Mixed Technology through-holeSMRobert MartosNo ratings yet
- 2750 515-150 enDocument6 pages2750 515-150 enPavan KumarNo ratings yet
- Technofondi General CatalogDocument28 pagesTechnofondi General CatalogYein YeeNo ratings yet
- STANDARD TECHNICAL SPECIFICATION Ball Valves PDFDocument2 pagesSTANDARD TECHNICAL SPECIFICATION Ball Valves PDFSen vanNo ratings yet
- Expansion Joint Technical Specification and Data Sheet1Document9 pagesExpansion Joint Technical Specification and Data Sheet1RAPHAEL suzartNo ratings yet
- API Rev.1Document36 pagesAPI Rev.1Ismail KarmanaNo ratings yet
- 110 00 Training Guide Rev 1Document30 pages110 00 Training Guide Rev 1vilegual1No ratings yet
- Ofet Test Chips Low DensityDocument10 pagesOfet Test Chips Low DensityTHULASIRAMAN SUNDARAJOONo ratings yet
- Vessel VolumesDocument98 pagesVessel VolumesRicardo Ramos100% (1)
- Waterproof Lining of WaDocument37 pagesWaterproof Lining of WaAyakkkNo ratings yet
- SECTION 07 31 26 Slate ShinglesDocument8 pagesSECTION 07 31 26 Slate ShinglesJuanPaoloYbañezNo ratings yet
- Consola Phonic CELEUS800 en EspañolDocument32 pagesConsola Phonic CELEUS800 en EspañolRoberto BurgosNo ratings yet
- Farm Size Factor Productivity and Returns To ScaleDocument8 pagesFarm Size Factor Productivity and Returns To ScaleAkshay YadavNo ratings yet
- Metal Roof Roll Forming MachineDocument6 pagesMetal Roof Roll Forming MachineDarío Fernando LemaNo ratings yet
- Equipment: MR 51 / MR 51V42 - Handy Power MR 56 / MR 56V42 - Strong PowerDocument4 pagesEquipment: MR 51 / MR 51V42 - Handy Power MR 56 / MR 56V42 - Strong PowerIsmailBelguithNo ratings yet
- BB204-Toddler Bed Assembly InstructionsDocument10 pagesBB204-Toddler Bed Assembly InstructionsCaloi PastorfideNo ratings yet
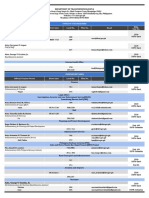
- Updated DOTr Directory As of 29 October 2021Document9 pagesUpdated DOTr Directory As of 29 October 2021Twinkle MiguelNo ratings yet
- Unit 2Document9 pagesUnit 2Quinn LilithNo ratings yet
- Biogas Processes and Sustainable DevelopmentDocument199 pagesBiogas Processes and Sustainable DevelopmentH.J.PrabhuNo ratings yet
- Questions On Function and I T FDocument19 pagesQuestions On Function and I T FNilansh RajputNo ratings yet
- DS-7204HI-VS Net DVR - V2.0 (080909)Document88 pagesDS-7204HI-VS Net DVR - V2.0 (080909)ANTONIO PEREZNo ratings yet
- ACP Supplement For SVR AUG 2017Document104 pagesACP Supplement For SVR AUG 2017Kasun WijerathnaNo ratings yet
- Assignment 3 - NTFP&SLE (HNM AgFE IITKGP) - RERUN 2 (3) .NewDocument13 pagesAssignment 3 - NTFP&SLE (HNM AgFE IITKGP) - RERUN 2 (3) .NewDebasish Datta Research Scholar, Dept. of Biochem. Engg., IIT (BHU)No ratings yet
- BCB NO1) Bearing CatalogDocument17 pagesBCB NO1) Bearing CatalogGabriela TorresNo ratings yet
- Queueing TheoryDocument6 pagesQueueing TheoryElmer BabaloNo ratings yet
- The Laws of Motion ¿ ¿ Cengage LearningDocument57 pagesThe Laws of Motion ¿ ¿ Cengage LearningNguyễn Khắc HuyNo ratings yet
- GD - 202011 - G2 Inverter - Sungrow Single Phase Inverter Commissioning Guide - V1.0Document13 pagesGD - 202011 - G2 Inverter - Sungrow Single Phase Inverter Commissioning Guide - V1.0AbbasNo ratings yet
- S800 SCL SR - 2CCC413009B0201 PDFDocument16 pagesS800 SCL SR - 2CCC413009B0201 PDFBalan PalaniappanNo ratings yet
- Catalogo EnduroDocument52 pagesCatalogo EnduroCarqtre Carqtre TegNo ratings yet
- Recognizing and Classifying Daily Human Activities: Group-22Document23 pagesRecognizing and Classifying Daily Human Activities: Group-22Divyam GuptaNo ratings yet
- Ste FannyDocument17 pagesSte FannyElmer DE LA CruzNo ratings yet
- JVC KD-G331Document179 pagesJVC KD-G331Saša DumanovićNo ratings yet
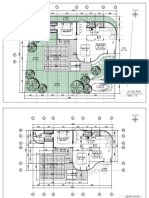
- 2023.01.25 Plan Pecatu Villa - FinishDocument3 pages2023.01.25 Plan Pecatu Villa - FinishTika AgungNo ratings yet
- Ps 0412 0612obh WDocument1 pagePs 0412 0612obh WHunterNo ratings yet
- 300+ TOP Production and Operation Management MCQs & AnswersDocument14 pages300+ TOP Production and Operation Management MCQs & AnswersPranoy SarkarNo ratings yet
- Spring Diameter of Spring Coil/cm Elastic Limit/n Spring Constant/nm-1 MaterialDocument4 pagesSpring Diameter of Spring Coil/cm Elastic Limit/n Spring Constant/nm-1 MaterialZahari Bin BakriNo ratings yet
- O Level Physics ATP ReferencesDocument4 pagesO Level Physics ATP ReferencesHassan Ali BhuttaNo ratings yet