You might also like
- Time Lapse Approach to Monitoring Oil, Gas, and CO2 Storage by Seismic MethodsFrom EverandTime Lapse Approach to Monitoring Oil, Gas, and CO2 Storage by Seismic MethodsNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- Chapter On Guided Waves in UT Level III Study GuideDocument12 pagesChapter On Guided Waves in UT Level III Study GuideVikas TiwariNo ratings yet
- An Approach For Wellbore Failure Analysis Using Rock Cavings and Image Processing PDFDocument14 pagesAn Approach For Wellbore Failure Analysis Using Rock Cavings and Image Processing PDFFabian Andrey DiazNo ratings yet
- NT NDT 008 Corrosion, Internal Detection and Sizing, Manual Ultrasonics.Document12 pagesNT NDT 008 Corrosion, Internal Detection and Sizing, Manual Ultrasonics.ironfaceNo ratings yet
- Frequency Dependant Damage Criteria Alex SpathisDocument14 pagesFrequency Dependant Damage Criteria Alex Spathiseduardoarias1973No ratings yet
- Org Seismic Data Acquisition EquipmentDocument6 pagesOrg Seismic Data Acquisition EquipmentAicha CherNo ratings yet
- BIGV Anurag PDFDocument21 pagesBIGV Anurag PDFSunny AceNo ratings yet
- The Use of SESK As A Trend Parameter For Localized Bearing Fault Diagnosis in Induction MachinesDocument13 pagesThe Use of SESK As A Trend Parameter For Localized Bearing Fault Diagnosis in Induction MachinesIndir JaganjacNo ratings yet
- C2 Multi beamBathymetricTechnologyDocument57 pagesC2 Multi beamBathymetricTechnologymadiduzNo ratings yet
- United States Patent: Point/roller I0 VDocument5 pagesUnited States Patent: Point/roller I0 VVinod Kumar KonagantiNo ratings yet
- Testing Techniques and Their Limitations: 3.1 Pulse Echo TechniqueDocument10 pagesTesting Techniques and Their Limitations: 3.1 Pulse Echo TechniqueAsad KhanNo ratings yet
- Creeping 1Document3 pagesCreeping 1Demian PereiraNo ratings yet
- The Application of "Line Drilling" and "Buffer Holes" Methods To Reduce Blasting VibrationDocument7 pagesThe Application of "Line Drilling" and "Buffer Holes" Methods To Reduce Blasting VibrationEdwin Snayder HidalgoNo ratings yet
- Schlurnberger Log Services B. V., The Hague, Netherlands: Spwla Twenty-Ninth Annual Logging Symposium, June 5-8, 1988Document25 pagesSchlurnberger Log Services B. V., The Hague, Netherlands: Spwla Twenty-Ninth Annual Logging Symposium, June 5-8, 1988pepito perezNo ratings yet
- Hand Held Ultrasonic Sizing of Stress Corrosion CRDocument19 pagesHand Held Ultrasonic Sizing of Stress Corrosion CRAnonymous 5qPKvmuTWCNo ratings yet
- Drilling Signals Analysis For Tricone Bit ConditioDocument9 pagesDrilling Signals Analysis For Tricone Bit ConditioDino YancachajllaNo ratings yet
- Handheld Sizing StressDocument18 pagesHandheld Sizing StressAntonio PerezNo ratings yet
- CavingDocument15 pagesCavingTanzilNo ratings yet
- Pesca de TuberiaDocument7 pagesPesca de TuberiaHolger PinzonNo ratings yet
- Weld Inspection by One Side OnlyDocument10 pagesWeld Inspection by One Side OnlyRamakrishnan AmbiSubbiahNo ratings yet
- UT Normal Beam Testing LatestDocument13 pagesUT Normal Beam Testing Latestmelrom232750% (2)
- An Approach For Wellbore Failure Analysis Using Rock Cavings and Image ProcessingDocument15 pagesAn Approach For Wellbore Failure Analysis Using Rock Cavings and Image ProcessingIgorCencičNo ratings yet
- International Journal of Fatigue: SciencedirectDocument12 pagesInternational Journal of Fatigue: SciencedirectDina CordovaNo ratings yet
- Blast Designfor Controlling SomeofnuisancesbydeepholeblastingDocument8 pagesBlast Designfor Controlling SomeofnuisancesbydeepholeblastingMohan Raj ShresthaNo ratings yet
- IADC/SPE 128299 Gyro Guidance Techniques and Telemetry Methods Prove Economical in Onshore Multi-Well Pad Drilling Operations in The Piceance BasinDocument8 pagesIADC/SPE 128299 Gyro Guidance Techniques and Telemetry Methods Prove Economical in Onshore Multi-Well Pad Drilling Operations in The Piceance BasinAli mohammadNo ratings yet
- Ultrasonic Phased Array Technology For Enhanced POD & Inspection Speed in Corrosion Detection and Wall Thickness MeasurementDocument11 pagesUltrasonic Phased Array Technology For Enhanced POD & Inspection Speed in Corrosion Detection and Wall Thickness MeasurementJuampi PizarroNo ratings yet
- The Influence of Water-Jet Modification of Soil CoDocument33 pagesThe Influence of Water-Jet Modification of Soil CoCory WashingtonNo ratings yet
- CAST Paper - Spwla-2016-MmmDocument11 pagesCAST Paper - Spwla-2016-MmmFuad RahimovNo ratings yet
- SPE 63194 Seismic While Drilling For Enhanced Look-Ahead-of-Bit Capabilities - Case Study of Successful Mud Pulse Coupling DemonstrationDocument4 pagesSPE 63194 Seismic While Drilling For Enhanced Look-Ahead-of-Bit Capabilities - Case Study of Successful Mud Pulse Coupling DemonstrationddqylxgNo ratings yet
- Spe 526 MS PDFDocument5 pagesSpe 526 MS PDFAliNo ratings yet
- A Comprehensive Review of Torsional Vibration MitigationDocument53 pagesA Comprehensive Review of Torsional Vibration MitigationCoordinador Regional Sur YouthGTONo ratings yet
- Crack Detection of Cantilever Beam by Natural Frequency Tracking Using Experimental and Finite Element AnalysisDocument12 pagesCrack Detection of Cantilever Beam by Natural Frequency Tracking Using Experimental and Finite Element AnalysisKhurram ShehzadNo ratings yet
- Applsci 13 05002Document14 pagesApplsci 13 05002Jefferson Lazon ZamoraNo ratings yet
- Journal of Natural Gas Science and EngineeringDocument14 pagesJournal of Natural Gas Science and EngineeringMohammed Al-shargabiNo ratings yet
- Corrosion and Erosion Monitoring in Plates and Pipes Using Constant Group Velocity Lamb Wave InspectionDocument10 pagesCorrosion and Erosion Monitoring in Plates and Pipes Using Constant Group Velocity Lamb Wave InspectionpjhollowNo ratings yet
- Shale Crush PermDocument15 pagesShale Crush Permismail.shNo ratings yet
- Surface Properties in Ultrasonic Vibration Assisted Turning of 2014 ProcediDocument6 pagesSurface Properties in Ultrasonic Vibration Assisted Turning of 2014 Procedihasib_07No ratings yet
- 13 - Han and Yan 2009Document4 pages13 - Han and Yan 2009CRAZY FIGHTER lolNo ratings yet
- Forecasting Potential Rock Slope Failure in Open by Rose & HungrDocument14 pagesForecasting Potential Rock Slope Failure in Open by Rose & HungrshalehNo ratings yet
- The Application of Vibration SignatureDocument9 pagesThe Application of Vibration SignaturePhong Lê ĐìnhNo ratings yet
- Damage To Surface Structures Due To Blast VibrationsDocument13 pagesDamage To Surface Structures Due To Blast VibrationsSubhamoy GhoshNo ratings yet
- 1 s2.0 S0016236114002701 MainDocument8 pages1 s2.0 S0016236114002701 Maindorian.axel.ptNo ratings yet
- Ultrasonics Sonochemistry: Xiangning Bu, Muidh AlheshibriDocument11 pagesUltrasonics Sonochemistry: Xiangning Bu, Muidh AlheshibriatulhbariNo ratings yet
- Variable Length Scale Surface Finish Assessment of Machined G 2014 ProcediaDocument7 pagesVariable Length Scale Surface Finish Assessment of Machined G 2014 Procediahasib_07No ratings yet
- A Measurement Method of Corrosion Rate in Condensate Pipeline Using Long Range Ultrasonic TestDocument7 pagesA Measurement Method of Corrosion Rate in Condensate Pipeline Using Long Range Ultrasonic TestNguyễn Tường MinhNo ratings yet
- s62 1 OnlineDocument2 pagess62 1 OnlineNOUARI mohamedNo ratings yet
- Importance of Blast-Design in Reduction of Blast-IDocument7 pagesImportance of Blast-Design in Reduction of Blast-IJuan Carlos AburtoNo ratings yet
- Determination of Wave Reflection Formulae For Vertical and Sloped Seawalls Via Experimental ModellingDocument9 pagesDetermination of Wave Reflection Formulae For Vertical and Sloped Seawalls Via Experimental ModellingsherlinNo ratings yet
- Journal of Energy Resources Technology Volume 130 Issue 4 2008 PDFDocument12 pagesJournal of Energy Resources Technology Volume 130 Issue 4 2008 PDFChIO2590No ratings yet
- Appraisal of Explosive Performance by Measurement of Velocity of Detonation (Vod) in Mines - DiscussionDocument9 pagesAppraisal of Explosive Performance by Measurement of Velocity of Detonation (Vod) in Mines - Discussionpartha das sharma100% (2)
- CIRED 2019 - New Distribution Pole Tester 569 PDFDocument5 pagesCIRED 2019 - New Distribution Pole Tester 569 PDFRam KumarNo ratings yet
- Innovative Initiation System - Digital DetonatorDocument8 pagesInnovative Initiation System - Digital Detonatoropql1234100% (1)
- Materials and Design: Abid A. Shah, Yuri Ribakov, Sohichi HiroseDocument8 pagesMaterials and Design: Abid A. Shah, Yuri Ribakov, Sohichi HiroseHerison ScottonNo ratings yet
- Measurement: Yanfeng Gao, Jiamin Zhao, Qisheng Wang, Jianhua Xiao, Hua ZhangDocument10 pagesMeasurement: Yanfeng Gao, Jiamin Zhao, Qisheng Wang, Jianhua Xiao, Hua ZhangClaudia UngureanuNo ratings yet
- Processes 11 02007Document21 pagesProcesses 11 02007mohaned.jedidiNo ratings yet
- Surface RetardadaDocument17 pagesSurface RetardadaivofsjrNo ratings yet
- Org Borehole Seismic and Sonic MethodsDocument4 pagesOrg Borehole Seismic and Sonic MethodsAicha CherNo ratings yet
- Ultrasonic Testing of Structural WeldsDocument7 pagesUltrasonic Testing of Structural WeldsKo Kar choonNo ratings yet
- Paper - Campbell&Thruley - Application of Laser Scanning To Measure Fragmentation in Underground MinesDocument9 pagesPaper - Campbell&Thruley - Application of Laser Scanning To Measure Fragmentation in Underground MinesJuan Pablo Henríquez ValenciaNo ratings yet
- SmartFind S5 AIS SART Datasheet A4 Iss1. 2Document2 pagesSmartFind S5 AIS SART Datasheet A4 Iss1. 2R J P TRAVELNo ratings yet
- BTS InstalationDocument23 pagesBTS InstalationFOOD DiSCOVERYNo ratings yet
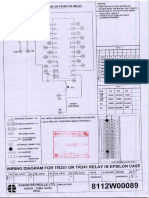
- TR231 or TR241 - 8112W00089Document1 pageTR231 or TR241 - 8112W00089Dave ChaudhuryNo ratings yet
- Microwave MCQ Part1Document13 pagesMicrowave MCQ Part1SureshNo ratings yet
- WheelchairDocument15 pagesWheelchairMuskan SiddiqueNo ratings yet
- Unit-2 Induction MotorDocument8 pagesUnit-2 Induction MotorJayantSharmaNo ratings yet
- C Audio - Ra1001 Ra2001 Ra3001 Power AmplifierDocument9 pagesC Audio - Ra1001 Ra2001 Ra3001 Power AmplifierSadie SomersNo ratings yet
- White High Efficiency HD IP67: AdonisDocument6 pagesWhite High Efficiency HD IP67: AdonisShoeb UndreNo ratings yet
- Ic EquivalentDocument4 pagesIc EquivalentMarwan Bin Jiddo67% (3)
- ECU® Trouble Shoot Guide For Engine-: ControlsDocument6 pagesECU® Trouble Shoot Guide For Engine-: ControlsAsad AbbasNo ratings yet
- DSE3110 Installation InstructionsDocument2 pagesDSE3110 Installation InstructionsInversiones Viva Seguro86% (7)
- POSKOM 매뉴얼Document115 pagesPOSKOM 매뉴얼Dân Nguyễn Tấn100% (5)
- Electric Leads: G Nuovo PignoneDocument4 pagesElectric Leads: G Nuovo Pignonecvg ertdNo ratings yet
- Electricity Previous Year Questiosn Class 10 ScienceDocument6 pagesElectricity Previous Year Questiosn Class 10 Sciencepdthedon007No ratings yet
- LT 1866Document38 pagesLT 1866cherraj ahmedNo ratings yet
- Quote For Micro Hydropower Unit: Suneco Green Energy Limited 138 Dongsan Road, Dongying, Shandong 257000 China EmailDocument2 pagesQuote For Micro Hydropower Unit: Suneco Green Energy Limited 138 Dongsan Road, Dongying, Shandong 257000 China Emailვასილ კაცაძეNo ratings yet
- 325 Lab 2 ReportDocument8 pages325 Lab 2 Reportapi-241454978No ratings yet
- Is580 SeriesDocument151 pagesIs580 SeriesLam Nhat QuangNo ratings yet
- MAGNA3, Model D (I & O Instructions)Document70 pagesMAGNA3, Model D (I & O Instructions)Moshi KayandaNo ratings yet
- Rip550sha enDocument2 pagesRip550sha enJoonasNo ratings yet
- Mee 22625Document31 pagesMee 22625kunalpatil7367No ratings yet
- Wind Power Generators - Standard Doubly-Fed Induction Generators - 9AKK105233 - RevE - EN 06-2019 - LowresDocument2 pagesWind Power Generators - Standard Doubly-Fed Induction Generators - 9AKK105233 - RevE - EN 06-2019 - LowresMorteza MahdaviNo ratings yet
- WWW Samsung Com - TranslateDocument5 pagesWWW Samsung Com - TranslateÇAĞATAY ÇALIŞKANNo ratings yet
- Land Mine Detection Robot Using BLE-3.0 Voice Controlled, Using Joystick and Gyroscopic SensorDocument6 pagesLand Mine Detection Robot Using BLE-3.0 Voice Controlled, Using Joystick and Gyroscopic SensorInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- BMS DevelopmentDocument51 pagesBMS DevelopmentRaghavendra Gopala100% (1)
- Dr. M. Syed Jamil Asghar: Paper Published: 80Document6 pagesDr. M. Syed Jamil Asghar: Paper Published: 80Awaiz NoorNo ratings yet
- BN208-Networked Applications - T1 2020 - Assessment PaperDocument9 pagesBN208-Networked Applications - T1 2020 - Assessment PaperMuhammad YousafNo ratings yet
- Specification ChillerDocument28 pagesSpecification Chillermishtinil100% (1)
- Only-VLSI - VLSI Interview Questions With Answers - 1Document2 pagesOnly-VLSI - VLSI Interview Questions With Answers - 1Anupam DubeyNo ratings yet
- Homework Set # 1Document4 pagesHomework Set # 1John SmithNo ratings yet