You might also like
- Lab Report!!!Document10 pagesLab Report!!!Dharshanaa Babu0% (1)
- V Meter ManualDocument65 pagesV Meter Manualabada3No ratings yet
- Broken Access ControlDocument3 pagesBroken Access ControlGlady GladsonNo ratings yet
- Online Medicine Industry Competitor AnalysisDocument14 pagesOnline Medicine Industry Competitor Analysispawangadiya1210No ratings yet
- NFPA 97 - 2003 Standard Glossary of Terms Relating To Chimneys, Vents, and Heat-Producing AppliancesDocument34 pagesNFPA 97 - 2003 Standard Glossary of Terms Relating To Chimneys, Vents, and Heat-Producing Appliancesonepunchman yaoNo ratings yet
- Gi - 4 Ut2010Document2 pagesGi - 4 Ut2010Seghiour AbdellatifNo ratings yet
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDocument6 pagesApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNo ratings yet
- Ut Job Knowledge - TwiDocument10 pagesUt Job Knowledge - TwiBhanu Pratap ChoudhuryNo ratings yet
- Ultrasonic Examination Part 1Document4 pagesUltrasonic Examination Part 1JlkKumarNo ratings yet
- Astm e 587 - 2015Document9 pagesAstm e 587 - 2015Gerardo MediavillaNo ratings yet
- UT Testing-Section 4Document146 pagesUT Testing-Section 4Charlie Chong100% (1)
- Gi 4 UltrasonicDocument2 pagesGi 4 UltrasonicAnonymous EJR9VpdBLNo ratings yet
- Creeping 1Document3 pagesCreeping 1Demian PereiraNo ratings yet
- Simulation and experiments of tandem ultrasonic techniquesDocument10 pagesSimulation and experiments of tandem ultrasonic techniquesAbd Rahman AliasNo ratings yet
- Test TechniquesDocument15 pagesTest TechniquesAdarsh ChaturvediNo ratings yet
- Ultrasonic TestingDocument4 pagesUltrasonic TestingSyahmie AzreeNo ratings yet
- Ultrasonic Testing FundamentalsDocument48 pagesUltrasonic Testing FundamentalsstanleyNo ratings yet
- Introduction of NDT UltrasonicDocument8 pagesIntroduction of NDT Ultrasonicfarez77No ratings yet
- Ut IntrDocument25 pagesUt IntrJeevana Sugandha WijerathnaNo ratings yet
- Ultrasonic Examination of Difficult" Welds: Biuro@ultra - Wroclaw.plDocument6 pagesUltrasonic Examination of Difficult" Welds: Biuro@ultra - Wroclaw.plMohsin IamNo ratings yet
- Ultrasonic Inspection ExplainedDocument11 pagesUltrasonic Inspection ExplainedMuh SubhanNo ratings yet
- Ut - Q by B R MeghwalDocument31 pagesUt - Q by B R Meghwal1339979100% (1)
- Defect Detection in Thin Plates by Ultrasonic PDFDocument9 pagesDefect Detection in Thin Plates by Ultrasonic PDFshervinyNo ratings yet
- UT Testing Chapter Explains Methods & PrinciplesDocument5 pagesUT Testing Chapter Explains Methods & PrinciplesAliii RajaaaNo ratings yet
- Ultrasonic TestingDocument26 pagesUltrasonic TestingPraveen PrasadNo ratings yet
- 50 Question UT QuizDocument20 pages50 Question UT Quizskynyrd75100% (1)
- Measure corrosion rates in pipelines using long range ultrasonic testing (LRUTDocument7 pagesMeasure corrosion rates in pipelines using long range ultrasonic testing (LRUTNguyễn Tường MinhNo ratings yet
- Theoretical Modelling of Ultrasonic Non-Destructive TestingDocument5 pagesTheoretical Modelling of Ultrasonic Non-Destructive TestingAmir JoonNo ratings yet
- Ultrasonic Testing - Wikipedia PDFDocument26 pagesUltrasonic Testing - Wikipedia PDFKarthicWaitingNo ratings yet
- 11 Ver 2 Guided Wave UltrasonicDocument9 pages11 Ver 2 Guided Wave UltrasonicMuhammad ZariqNo ratings yet
- Nonlinear Ultrasonic Wave Propagation For Detection of Initial Stage of Corrosion in Reinforced ConcreteDocument13 pagesNonlinear Ultrasonic Wave Propagation For Detection of Initial Stage of Corrosion in Reinforced Concreteselvi1056No ratings yet
- NDTDocument10 pagesNDTgovandeakshayNo ratings yet
- CHIME - A New Ultrasonic Method For Rapid Screening of Pipe, Plate and Inaccessible GeometriesDocument9 pagesCHIME - A New Ultrasonic Method For Rapid Screening of Pipe, Plate and Inaccessible GeometriesCarlos BustamanteNo ratings yet
- Automatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Document14 pagesAutomatic Inspection of Welded Pipes With Ultrasound: ECNDT 2006 - Tu.2.3.1Jeremy BeltranNo ratings yet
- Nondestructive TestingDocument35 pagesNondestructive TestingabyNo ratings yet
- RT SafetyDocument157 pagesRT SafetyYasser Abd El FattahNo ratings yet
- History: Non-Destructive Testing UltrasonicDocument32 pagesHistory: Non-Destructive Testing UltrasonicAkshay KumarNo ratings yet
- Assessment of Uncertainty in Damage Evaluation by Ultrasonic Testing of Composite StructuresDocument38 pagesAssessment of Uncertainty in Damage Evaluation by Ultrasonic Testing of Composite StructuresTonysetiawanpratomoNo ratings yet
- LatihanDocument18 pagesLatihanAhmad DulfiNo ratings yet
- PA Ultrasonic Flaw Detection Using Longitudinal Wave Sector ScanDocument9 pagesPA Ultrasonic Flaw Detection Using Longitudinal Wave Sector ScanArgexander CarballoNo ratings yet
- Optimization of Ultrasonic Testing System Applicable To High Manganese Steel RailsDocument8 pagesOptimization of Ultrasonic Testing System Applicable To High Manganese Steel RailsMasood AhmedNo ratings yet
- 1998 - Ultrasonic C-Scan Standardization For Polymer-Matrix CompositesDocument8 pages1998 - Ultrasonic C-Scan Standardization For Polymer-Matrix Compositesdhiraj.biswasNo ratings yet
- Real-Time Nondestructive Evaluation of Airframe Structures For Health Monitoring and Residual Life PredictionDocument12 pagesReal-Time Nondestructive Evaluation of Airframe Structures For Health Monitoring and Residual Life PredictionArunNo ratings yet
- UTDocument88 pagesUTEzhil Vendhan Palanisamy100% (2)
- Aydin (2015) Upgraded ISRM Suggested Method For Determining Sound Velocity by Ultrasonic Pulse Transmission TechniqueDocument5 pagesAydin (2015) Upgraded ISRM Suggested Method For Determining Sound Velocity by Ultrasonic Pulse Transmission TechniqueSebastian Jorquera HenriquezNo ratings yet
- Guided Wave TestingDocument4 pagesGuided Wave TestingalphadingNo ratings yet
- Bender Element Test Determines Shear ModulusDocument6 pagesBender Element Test Determines Shear ModulusNaman KantesariaNo ratings yet
- Heat ExchangerDocument11 pagesHeat ExchangerTita Tokcher SnheuenNo ratings yet
- NDTDocument18 pagesNDTtxjiangNo ratings yet
- Testing of Buried Pipelines Using Guided Waves: A. Demma, D. Alleyne, B. PavlakovicDocument7 pagesTesting of Buried Pipelines Using Guided Waves: A. Demma, D. Alleyne, B. PavlakovicNordin SuhadatNo ratings yet
- FEM Acoustic Analysis - NDT Angle Beam ExampleDocument28 pagesFEM Acoustic Analysis - NDT Angle Beam ExampleN DNo ratings yet
- Extended Abstract Template - JCY 2019 - Comparation Ultrasonic UpdateDocument3 pagesExtended Abstract Template - JCY 2019 - Comparation Ultrasonic UpdateRamadhani Yasyfi CyselaNo ratings yet
- Ultrasonic oDocument8 pagesUltrasonic oDiego Alfonso Godoy PerezNo ratings yet
- Appendix G: Nondestructive EvaluationDocument8 pagesAppendix G: Nondestructive EvaluationtalabizNo ratings yet
- Acoustic or Ultrasonic UDT Radar and EM Wave Methods NDT PDFDocument46 pagesAcoustic or Ultrasonic UDT Radar and EM Wave Methods NDT PDFgonzalez_m_aNo ratings yet
- Shear Waves On TofdDocument18 pagesShear Waves On TofdmonokoeNo ratings yet
- Immersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeDocument9 pagesImmersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeJanak LalNo ratings yet
- Ultrasonic Testing Questions and AnswersDocument6 pagesUltrasonic Testing Questions and AnswersmujjamilNo ratings yet
- Ultrasonic Testing - Wikipedia PDFDocument5 pagesUltrasonic Testing - Wikipedia PDFKiky IchanafiNo ratings yet
- Level-1 UT Q&ADocument78 pagesLevel-1 UT Q&AarunNo ratings yet
- GUL 2003 ASNT Pipe Inspection SmallDocument10 pagesGUL 2003 ASNT Pipe Inspection SmallEur-Ing Nicola GalluzziNo ratings yet
- History: Ultrasonic Testing (UT) Is A Family ofDocument3 pagesHistory: Ultrasonic Testing (UT) Is A Family ofGowrisanthosh PalikaNo ratings yet
- Industrial X-Ray Computed TomographyFrom EverandIndustrial X-Ray Computed TomographySimone CarmignatoNo ratings yet
- 14 Mar Daily Work ReportDocument2 pages14 Mar Daily Work ReportAsad KhanNo ratings yet
- Statitical Table of Equipment Hidden Risk InspectionDocument3 pagesStatitical Table of Equipment Hidden Risk InspectionAsad KhanNo ratings yet
- Fundamentals of Ultrasonics: 2.1 Mechanical Wave PropagationDocument20 pagesFundamentals of Ultrasonics: 2.1 Mechanical Wave PropagationAsad KhanNo ratings yet
- Loto SystemDocument27 pagesLoto SystemAsad KhanNo ratings yet
- Ultrasonic Equipment: 4.1 Components of An Ultrasonic Flaw DetectorDocument11 pagesUltrasonic Equipment: 4.1 Components of An Ultrasonic Flaw DetectorAsad KhanNo ratings yet
- Calibration of The Testing SystemDocument7 pagesCalibration of The Testing SystemAsad KhanNo ratings yet
- Design and Fabrication of Fuel Free Electric CarDocument18 pagesDesign and Fabrication of Fuel Free Electric CarAsad KhanNo ratings yet
- Reed Relays Switch Devices Using Magnetic FieldsDocument1 pageReed Relays Switch Devices Using Magnetic FieldsAsad KhanNo ratings yet
- General Knowledge: 1.1 Non-Destructive Testing (NDT) 1.1.1 Definition and Nature of NDTDocument28 pagesGeneral Knowledge: 1.1 Non-Destructive Testing (NDT) 1.1.1 Definition and Nature of NDTAsad KhanNo ratings yet
- Rolling Friction CoefficientsDocument1 pageRolling Friction CoefficientsAsad KhanNo ratings yet
- DensityDocument27 pagesDensityAsad KhanNo ratings yet
- Fall Protection Harness Inspection ChecklistDocument2 pagesFall Protection Harness Inspection ChecklistAsad Khan100% (2)
- Block Diagram of Generalized Measurement SystemDocument2 pagesBlock Diagram of Generalized Measurement SystemAsad Khan100% (1)
- Socially Maladjustment Vs Emotional DisturbanceDocument4 pagesSocially Maladjustment Vs Emotional DisturbanceAsad KhanNo ratings yet
- Adhesion and Tractive EffortDocument1 pageAdhesion and Tractive EffortAsad KhanNo ratings yet
- Geometric Design For Ultra-Long Needle Probe Card For Digital Light Processing Wafer TestingDocument2 pagesGeometric Design For Ultra-Long Needle Probe Card For Digital Light Processing Wafer TestingAsad KhanNo ratings yet
- Personality PresentationDocument7 pagesPersonality PresentationAsad KhanNo ratings yet
- Introduction To Fluid Mechanics (ME 326) Fluid Mechanics - II)Document17 pagesIntroduction To Fluid Mechanics (ME 326) Fluid Mechanics - II)Asad KhanNo ratings yet
- Automatic Transmission GuideDocument34 pagesAutomatic Transmission GuideAsad Khan100% (3)
- SUMMARYDocument1 pageSUMMARYAsad KhanNo ratings yet
- The Bugatti Veyron EB Is A Grand Sport CarDocument2 pagesThe Bugatti Veyron EB Is A Grand Sport CarAsad Khan0% (1)
- R-22 Being Phased Out, Not EliminatedDocument6 pagesR-22 Being Phased Out, Not EliminatedAsad KhanNo ratings yet
- CalculusDocument51 pagesCalculusAsad KhanNo ratings yet
- R-22 Being Phased Out, Not EliminatedDocument6 pagesR-22 Being Phased Out, Not EliminatedAsad KhanNo ratings yet
- A History of The CalculusDocument6 pagesA History of The CalculusAsad KhanNo ratings yet
- Octahedral Stress TheoryDocument18 pagesOctahedral Stress TheoryAsad Khan100% (1)
- R22 Phase Out SummaryDocument1 pageR22 Phase Out SummaryAsad KhanNo ratings yet
- Dupont Heir Sexually Abuses DaughterDocument3 pagesDupont Heir Sexually Abuses DaughterJuandelaCruzNo ratings yet
- Supplying Ready Mix in Southeast Asia - Adapting Concrete Mix Design for Hot, Tropical WeatherDocument2 pagesSupplying Ready Mix in Southeast Asia - Adapting Concrete Mix Design for Hot, Tropical Weathermixtoes7647No ratings yet
- Iupac 1Document15 pagesIupac 1Mayur Kumar GargNo ratings yet
- Honey & Bee Product Recipes: November 2007Document29 pagesHoney & Bee Product Recipes: November 2007Kyra ThomasNo ratings yet
- Report On PantaloonsDocument63 pagesReport On PantaloonsKashish AroraNo ratings yet
- Minutes of The MeetingDocument2 pagesMinutes of The MeetingJeremy Gaddi100% (1)
- Duarte Et Al - Resin CementsDocument28 pagesDuarte Et Al - Resin Cementsjfrascarolo100% (4)
- Help to Buy ISA GuideDocument4 pagesHelp to Buy ISA GuidefsdesdsNo ratings yet
- 2009 IECC Residential Code Requirements Apr 14 Draft InspectorsDocument4 pages2009 IECC Residential Code Requirements Apr 14 Draft Inspectorsbcap-oceanNo ratings yet
- Community-Based Forest ManagementDocument7 pagesCommunity-Based Forest ManagementZiazel ThereseNo ratings yet
- Veterinarian Careers Projected Strong GrowthDocument6 pagesVeterinarian Careers Projected Strong Growthnmann7100% (1)
- Lab Report (Experiment 5)Document2 pagesLab Report (Experiment 5)Adrian FlorinNo ratings yet
- Riel Comun Fstguide2Document2 pagesRiel Comun Fstguide2Rosita TejedaNo ratings yet
- From Sodomy To Safety? The Case For Defining Persecution To Include Unenforced Criminalisation of Same-Sex ConductDocument17 pagesFrom Sodomy To Safety? The Case For Defining Persecution To Include Unenforced Criminalisation of Same-Sex ConductLGBT Asylum NewsNo ratings yet
- Chapter 8-Mental Health and Well-Being in Middle and LateDocument15 pagesChapter 8-Mental Health and Well-Being in Middle and LateCathleen Beth100% (2)
- RMO NO. 66-2016 - DigestDocument2 pagesRMO NO. 66-2016 - DigestJuliannaMendozaMaleNo ratings yet
- Cost Control ReviewerDocument13 pagesCost Control ReviewerMatthew Ivan HerreraNo ratings yet
- ZavzpretDocument21 pagesZavzpretNeethu Anna StephenNo ratings yet
- DC-FAST 1.000, 2.000, 3.000, 5.000, 6.000 e 7.000 - New Project - 2021 - PT - BRDocument65 pagesDC-FAST 1.000, 2.000, 3.000, 5.000, 6.000 e 7.000 - New Project - 2021 - PT - BRCentrifugal SeparatorNo ratings yet
- Predicting Natural Hazards PowerPointDocument29 pagesPredicting Natural Hazards PowerPointZarlene SierraNo ratings yet
- Standards en 81 20 and en 81 50 - tcm45 19055 PDFDocument4 pagesStandards en 81 20 and en 81 50 - tcm45 19055 PDFSrgjan DimitrieskiNo ratings yet
- Tugas UNtar 3Document28 pagesTugas UNtar 3Daniel Filemon PosoNo ratings yet
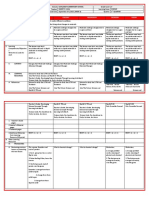
- DLL G5 Q1 Week 3 All SubjectsDocument64 pagesDLL G5 Q1 Week 3 All SubjectsMary Eilleen CabralNo ratings yet
- Vetotop Doc Technical Map en 3573Document4 pagesVetotop Doc Technical Map en 3573Rebel XNo ratings yet
- ECSS Q ST 70 02C (15november2008)Document45 pagesECSS Q ST 70 02C (15november2008)jsadachiNo ratings yet
- How To Check A Capacitor With Digital Multimeter and Analog AVO Meter. by Four (5) Methods With Pictorial ViewDocument7 pagesHow To Check A Capacitor With Digital Multimeter and Analog AVO Meter. by Four (5) Methods With Pictorial ViewDivagar PNo ratings yet
- Engineering ManualDocument27 pagesEngineering ManualThousif Rahman67% (3)