You might also like
- Ultrasonic TestingDocument29 pagesUltrasonic TestingMeryL Ang100% (1)
- Introduction of NDT UltrasonicDocument8 pagesIntroduction of NDT Ultrasonicfarez77No ratings yet
- Non-Destructive Testing (CHAPTER 6)Document63 pagesNon-Destructive Testing (CHAPTER 6)imfendi100% (4)
- Ultrasonic Testing HandbookDocument89 pagesUltrasonic Testing HandbookSucipta Pratama100% (9)
- A Brief Description of NDT TechniquesDocument22 pagesA Brief Description of NDT TechniquesAvinash RanjanNo ratings yet
- Aerospace NDT NonDesct - TesDocument6 pagesAerospace NDT NonDesct - Tessaenal rapiNo ratings yet
- Ultrasonic Testing in NDTDocument22 pagesUltrasonic Testing in NDTSatheesh Sekar100% (1)
- Ultrasonic TestingDocument26 pagesUltrasonic TestingPraveen PrasadNo ratings yet
- The Physics and Technology of Diagnostic Ultrasound: Study Guide (Second Edition)From EverandThe Physics and Technology of Diagnostic Ultrasound: Study Guide (Second Edition)No ratings yet
- UT Sec.1 Ultrasonic TestingDocument23 pagesUT Sec.1 Ultrasonic TestingSaut Maruli Tua SamosirNo ratings yet
- Ultrasonics DemoDocument315 pagesUltrasonics Demozubairsarwar912100% (1)
- Introduction to Ultrasonic Testing (UTDocument146 pagesIntroduction to Ultrasonic Testing (UTLeonardo.martinez100% (1)
- Ut Job Knowledge - TwiDocument10 pagesUt Job Knowledge - TwiBhanu Pratap ChoudhuryNo ratings yet
- Ultrasonic Testing FundamentalsDocument48 pagesUltrasonic Testing FundamentalsstanleyNo ratings yet
- Technical Proposal Response of Indosat DT NPODocument23 pagesTechnical Proposal Response of Indosat DT NPOBudi SantosoNo ratings yet
- Jlr-10 Instr. ManualDocument126 pagesJlr-10 Instr. Manual'Egemen KayaNo ratings yet
- Ultrasonic SensorDocument17 pagesUltrasonic Sensorjitenderthakur490No ratings yet
- Dacon AndtDocument30 pagesDacon AndtCepi Sindang Kamulan100% (1)
- Ultrasonic Testing Theory 1Document157 pagesUltrasonic Testing Theory 1Vikas TyagiNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- History: Non-Destructive Testing UltrasonicDocument32 pagesHistory: Non-Destructive Testing UltrasonicAkshay KumarNo ratings yet
- History: Ultrasonic Testing (UT) Is A Family ofDocument3 pagesHistory: Ultrasonic Testing (UT) Is A Family ofGowrisanthosh PalikaNo ratings yet
- Ultrasonic Testing - Wikipedia PDFDocument26 pagesUltrasonic Testing - Wikipedia PDFKarthicWaitingNo ratings yet
- NDT - Ultrasonice Test - Backwell Echo AttenuationDocument9 pagesNDT - Ultrasonice Test - Backwell Echo AttenuationAnand SinhaNo ratings yet
- Module 4 Ultrasonictesting and AE testing (1)Document10 pagesModule 4 Ultrasonictesting and AE testing (1)ujwalroy119No ratings yet
- Ultrasonic Technique For Corrosion Detection: Seminar OnDocument17 pagesUltrasonic Technique For Corrosion Detection: Seminar OnAryan Ak100% (1)
- Ultrasonic Technique For Corrosion Detection: Seminar OnDocument17 pagesUltrasonic Technique For Corrosion Detection: Seminar OnAryan AkNo ratings yet
- WL Ultrasonic TestingDocument8 pagesWL Ultrasonic TestingGanesh JadhavNo ratings yet
- Radiographic and Ultrasonic Testing of WeldsDocument1 pageRadiographic and Ultrasonic Testing of WeldsvidudalaraviNo ratings yet
- Ultrasonic Testing - Wikipedia PDFDocument5 pagesUltrasonic Testing - Wikipedia PDFKiky IchanafiNo ratings yet
- Ultrasonic Examination Part 1Document4 pagesUltrasonic Examination Part 1JlkKumarNo ratings yet
- Dimensional Measurements, Material Characterization, and MoreDocument4 pagesDimensional Measurements, Material Characterization, and Moreozlem3472265No ratings yet
- Flaw Detection of Materials and ComponentsDocument11 pagesFlaw Detection of Materials and ComponentsSathish Kumar100% (2)
- Module 6 MaterialsDocument14 pagesModule 6 MaterialsRubio Billy JoeNo ratings yet
- Non Destructive Testing:: How It WorksDocument8 pagesNon Destructive Testing:: How It Worksee1usmanNo ratings yet
- Non Destructive Testing ENGG PHY 107002 RDBDocument11 pagesNon Destructive Testing ENGG PHY 107002 RDBgotu123No ratings yet
- Six Most Common NDT MethodsDocument10 pagesSix Most Common NDT MethodsndtindiaNo ratings yet
- 6 Most Common NDT Methods ExplainedDocument10 pages6 Most Common NDT Methods ExplainedLuis Jose DuranNo ratings yet
- Castaneda Ultrasonicdetection PDFDocument9 pagesCastaneda Ultrasonicdetection PDFJMNo ratings yet
- Basic Principles of Ultrasonic TestingDocument91 pagesBasic Principles of Ultrasonic TestingprabhakarmetNo ratings yet
- Ultrasonic Testing FundamentalsDocument72 pagesUltrasonic Testing FundamentalswafdaNo ratings yet
- NDTDocument36 pagesNDTMuhammed SulfeekNo ratings yet
- Ultrasonic Monitoring (A New Method For Condition Monitoring)Document4 pagesUltrasonic Monitoring (A New Method For Condition Monitoring)Ankur KumarNo ratings yet
- Measurement and Calibration Techniques: Normal Beam InspectionDocument4 pagesMeasurement and Calibration Techniques: Normal Beam InspectionKevin HuangNo ratings yet
- Amatconrep PPT 8 DT and NDTDocument30 pagesAmatconrep PPT 8 DT and NDTMark Jovince CardenasNo ratings yet
- Non-Destructive Testing: MME 131: Lecture 32Document18 pagesNon-Destructive Testing: MME 131: Lecture 32Anonymous NGBgXVq1xNo ratings yet
- MOM Lab Assignment 1Document13 pagesMOM Lab Assignment 1umairNo ratings yet
- Engineers India Limited: Specialist Materials and Maintenance Services DeptDocument11 pagesEngineers India Limited: Specialist Materials and Maintenance Services Deptramadoss_alwar7307No ratings yet
- Guide to common NDT methodsDocument3 pagesGuide to common NDT methodsmabppuNo ratings yet
- Ultrasonics Demo 11Document299 pagesUltrasonics Demo 11Ayesha GeNo ratings yet
- NDT Methods for Weld Inspection - Radiography and UltrasonicsDocument2 pagesNDT Methods for Weld Inspection - Radiography and Ultrasonicshayder1920No ratings yet
- Department of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus)Document42 pagesDepartment of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus)Muhammad Waqas AkbarNo ratings yet
- 2 Radiography - X and GammaDocument11 pages2 Radiography - X and GammaChintan ShroffNo ratings yet
- Property Evaluation: 4.2.1 Liquid Dye Penetrant TestDocument36 pagesProperty Evaluation: 4.2.1 Liquid Dye Penetrant TestDaniel RomeroNo ratings yet
- Note CHP 6 Material Science 281 Uitm Em110Document45 pagesNote CHP 6 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- Basic Principles of Ultrasonic TestingDocument101 pagesBasic Principles of Ultrasonic TestingJohn Eric OliverNo ratings yet
- NDTDocument18 pagesNDTtxjiangNo ratings yet
- Industrial X-Ray Computed TomographyFrom EverandIndustrial X-Ray Computed TomographySimone CarmignatoNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- Smxi Smif Smxis: Radio ReceiverDocument16 pagesSmxi Smif Smxis: Radio ReceiverMFANo ratings yet
- TM355: Communication Technologies: Block 3Document62 pagesTM355: Communication Technologies: Block 3HusseinJdeedNo ratings yet
- Cell-Free Massive MIMO: Uniformly Great Service For EveryoneDocument5 pagesCell-Free Massive MIMO: Uniformly Great Service For EveryoneDuaa ShamiehNo ratings yet
- Icom IC - R30 Users-Manual-3847850Document68 pagesIcom IC - R30 Users-Manual-3847850Yilmar YacsNo ratings yet
- BLAKE - CH07 (Digital Communications)Document10 pagesBLAKE - CH07 (Digital Communications)ananananymousNo ratings yet
- Grammar Summary Unit 10 PDFDocument2 pagesGrammar Summary Unit 10 PDFCarla CBNo ratings yet
- Manual Sony DSX-A400BTDocument68 pagesManual Sony DSX-A400BTOscar Piqueras HernandoNo ratings yet
- Electromagnetic Spectrum GuideDocument3 pagesElectromagnetic Spectrum GuideJeff GanterNo ratings yet
- YAMAHA HTR 5940 User ManualDocument111 pagesYAMAHA HTR 5940 User ManualCody GroseNo ratings yet
- Unoisetion Cavitation RF 5 in 1 Slimming Machine Candy BlueDocument3 pagesUnoisetion Cavitation RF 5 in 1 Slimming Machine Candy BlueleonelsantosNo ratings yet
- Marantz 2245Document28 pagesMarantz 2245Jeff EdlundNo ratings yet
- Phase Shifter DesignDocument50 pagesPhase Shifter DesignAhmad BilalNo ratings yet
- ZXUR 9000 UMTS (V4.17.10.03) Performance Counter ReferenceDocument1,183 pagesZXUR 9000 UMTS (V4.17.10.03) Performance Counter Referencehoodqy99No ratings yet
- Frequency Response of Amplifiers: Unit - IIIDocument15 pagesFrequency Response of Amplifiers: Unit - IIIMadhumitha VetrivelNo ratings yet
- EC 8701 Microwave Design PrinciplesDocument181 pagesEC 8701 Microwave Design PrinciplesVanitha RNo ratings yet
- Geratherm Desktop 2 GB1Document25 pagesGeratherm Desktop 2 GB1Shahid HussainNo ratings yet
- Antenna System Configurations OverviewDocument2 pagesAntenna System Configurations OverviewBrianNo ratings yet
- Solid State Design For The Radio AmateurDocument260 pagesSolid State Design For The Radio AmateurFredji82100% (4)
- iF25/S iF15/S: Instruction ManualDocument48 pagesiF25/S iF15/S: Instruction ManualuserNo ratings yet
- Drone Survival GuideDocument2 pagesDrone Survival GuidevthiseasNo ratings yet
- Questions Analog & Signal InternDocument3 pagesQuestions Analog & Signal InternArun JagaNo ratings yet
- Wireless Transmission of Electrical Power OverviewDocument6 pagesWireless Transmission of Electrical Power OverviewMATÍAS IGNACIO POBLETE HERNÁNDEZNo ratings yet
- Elementary English Grammar Test 1Document10 pagesElementary English Grammar Test 1nameNo ratings yet
- Dual-Band Combiner: 1710 - 1880 MHZ 1920 - 2170 MHZDocument2 pagesDual-Band Combiner: 1710 - 1880 MHZ 1920 - 2170 MHZRobertNo ratings yet
- Maritime Marine Supply Supplement 2023Document32 pagesMaritime Marine Supply Supplement 2023BM HướngNo ratings yet
- Instrument Landing System crucial for Indian aviation amid foggy conditionsDocument10 pagesInstrument Landing System crucial for Indian aviation amid foggy conditionsDiwash Malla ThakuriNo ratings yet
- Nonlinearcircuits 8bit Cipher Build Guide & BOMDocument4 pagesNonlinearcircuits 8bit Cipher Build Guide & BOMinformagicNo ratings yet
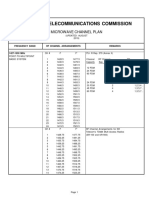
- MICROWAVE CHANNEL PLAN Rev 2019Document55 pagesMICROWAVE CHANNEL PLAN Rev 2019J'ven MakilanNo ratings yet