You might also like
- Union Engineering PDFDocument25 pagesUnion Engineering PDFCristian ParaschivNo ratings yet
- Co 2 Recovery ProcessDocument5 pagesCo 2 Recovery ProcessAmal ..No ratings yet
- Industrial Alcohol or EhanolDocument8 pagesIndustrial Alcohol or EhanolSmruthi SuvarnaNo ratings yet
- Filtrasi&evaporasiDocument32 pagesFiltrasi&evaporasiAang PramudyaNo ratings yet
- 1 - Vapor Power Cycles Thermodynamics IIDocument11 pages1 - Vapor Power Cycles Thermodynamics IIDN CoverNo ratings yet
- PDF 20521001Document1 pagePDF 20521001R. SEKAR ARUMNo ratings yet
- 1400 - Symonds RobertSECDocument16 pages1400 - Symonds RobertSECbryan lillibridgeNo ratings yet
- Worksheet 1Document4 pagesWorksheet 1rahmat qambariNo ratings yet
- 1 MW Pilot Testing and Scale-Up of The Carbonate Looping Process in The SCARLET ProjectDocument3 pages1 MW Pilot Testing and Scale-Up of The Carbonate Looping Process in The SCARLET ProjectMuhammad Adnan LaghariNo ratings yet
- Revised Presentation On Oxygen PlantDocument39 pagesRevised Presentation On Oxygen Plantrajib ranjan panda100% (1)
- UW-20-CHE-BSC-009. 1st Semester ProjectDocument5 pagesUW-20-CHE-BSC-009. 1st Semester ProjectHashir AmeenNo ratings yet
- Glycerol: Lecture:16 Glycerol Dr. N. K. PatelDocument7 pagesGlycerol: Lecture:16 Glycerol Dr. N. K. PatelEvansChombaNo ratings yet
- Mollier Diagram Can Be Improved 1Document6 pagesMollier Diagram Can Be Improved 1domingo isaac mirabal martinezNo ratings yet
- DmeDocument6 pagesDmeHasan Kayhan KayadelenNo ratings yet
- Refrigeration Service ToolsDocument12 pagesRefrigeration Service ToolsvanacharlasekharNo ratings yet
- Turboexpanders: CompressorsDocument4 pagesTurboexpanders: Compressorsdhanu_aquaNo ratings yet
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument5 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksMarcosGonzalezNo ratings yet
- ID: 25 Title of Measure Sector: Survey Year: 2006 Installation of Gasifier Technology: Gasifier Chemical IndustryDocument22 pagesID: 25 Title of Measure Sector: Survey Year: 2006 Installation of Gasifier Technology: Gasifier Chemical Industryعبدالرحمن كرديNo ratings yet
- UW 20 CHE BSC 003..projecctDocument1 pageUW 20 CHE BSC 003..projecctHashir AmeenNo ratings yet
- Mollier Diagram Can Be Improved 0 PDFDocument6 pagesMollier Diagram Can Be Improved 0 PDFJason LimNo ratings yet
- Drawing 1Document1 pageDrawing 1Agung SuharmantoNo ratings yet
- KTI Concrete Cooling SystemDocument9 pagesKTI Concrete Cooling SystemArley Perez BedoyaNo ratings yet
- Structural Design User GuideDocument23 pagesStructural Design User Guideloie anthony nudaloNo ratings yet
- Breathing-Air-Purifiers Atlas CapcoDocument6 pagesBreathing-Air-Purifiers Atlas CapcoVara PrasadNo ratings yet
- Major Risks in Ammonia PlantsDocument17 pagesMajor Risks in Ammonia PlantsrobertionNo ratings yet
- ClO2 ProcessDocument27 pagesClO2 ProcessBenito de ProcesosNo ratings yet
- Flownex Applications On CCSDocument8 pagesFlownex Applications On CCSSanthosh LingappaNo ratings yet
- Flownex Applications On CCSDocument8 pagesFlownex Applications On CCSSanthosh LingappaNo ratings yet
- Chlor Alkali PDFDocument1 pageChlor Alkali PDFelham100% (1)
- Evaporative Condenser: Thermax Cooling SolutionsDocument4 pagesEvaporative Condenser: Thermax Cooling SolutionsK NavinNo ratings yet
- Boiler RoomDocument1 pageBoiler RoomtylerstearnsNo ratings yet
- Boiler RoomDocument1 pageBoiler RoomtylerstearnsNo ratings yet
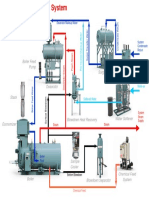
- Delayed Coker Blowdown System Water Reuse Moloney ExxonMobil DCU Budapest 2017Document23 pagesDelayed Coker Blowdown System Water Reuse Moloney ExxonMobil DCU Budapest 2017Obrejan CosminNo ratings yet
- Process Flow Diagram of HCL: Vent To Atmosphere Emergency Vent To Atmosphere Vent Gas To AtmosphereDocument1 pageProcess Flow Diagram of HCL: Vent To Atmosphere Emergency Vent To Atmosphere Vent Gas To AtmosphereRizky Bagas PermanaNo ratings yet
- Effect of Condenser Subcooling of The Performance of Vapor Compre PDFDocument11 pagesEffect of Condenser Subcooling of The Performance of Vapor Compre PDFusmanNo ratings yet
- Combine Tute and SolnDocument133 pagesCombine Tute and Solnrahmat qambariNo ratings yet
- Process Flow Diagram For The Production of Industrial Alcohol by Fermentation of MolassesDocument1 pageProcess Flow Diagram For The Production of Industrial Alcohol by Fermentation of MolassesMubashar RehmatNo ratings yet
- Oil Processing PDFDocument65 pagesOil Processing PDFsegunoyesNo ratings yet
- Lozza - Full Paper PDFDocument8 pagesLozza - Full Paper PDFMakhdum Muhardiana PutraNo ratings yet
- Industrial Gases: AcetyleneDocument8 pagesIndustrial Gases: AcetylenePhucNo ratings yet
- Process Integration of A Steam TurbineDocument9 pagesProcess Integration of A Steam Turbineali.a.yahyaNo ratings yet
- The Brewing Process: Separation by Centrifuge, Decanter or Membrane Solution Aeropitch Dynapitch AerosetDocument1 pageThe Brewing Process: Separation by Centrifuge, Decanter or Membrane Solution Aeropitch Dynapitch Aerosetleon030888No ratings yet
- CO2 Refrigeration, Air Conditioning and Heat Pump TechnologyDocument13 pagesCO2 Refrigeration, Air Conditioning and Heat Pump TechnologyOnofreHalberNo ratings yet
- Fydp PFDDocument1 pageFydp PFDZahid Iqbal MBCNo ratings yet
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument6 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanksaegean227No ratings yet
- Uts Gamtek Green Ammonia - Kelompok 2Document2 pagesUts Gamtek Green Ammonia - Kelompok 2Kezia DurryNo ratings yet
- Cascada Co2 Con HFCDocument34 pagesCascada Co2 Con HFCjuan leyyonNo ratings yet
- C Chapter 2Document21 pagesC Chapter 2anand BhusnoorNo ratings yet
- AppBull Chlo2 08-11Document2 pagesAppBull Chlo2 08-11Darshan PatelNo ratings yet
- The Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFDocument28 pagesThe Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFLawrensiaNo ratings yet
- The Fundamentals of Dry Ice Blast CleaningDocument10 pagesThe Fundamentals of Dry Ice Blast CleaningDimas PalgunadiNo ratings yet
- Gti'S Acid Gas Treating Pilot Plant (Agtpp) Relocation and Integration With Flexfuel FacilityDocument23 pagesGti'S Acid Gas Treating Pilot Plant (Agtpp) Relocation and Integration With Flexfuel FacilityNattapong PongbootNo ratings yet
- Optimization of Advanced Flash Stripper For CO Capture Using PiperazineDocument10 pagesOptimization of Advanced Flash Stripper For CO Capture Using PiperazineShailesh LohareNo ratings yet
- Atlas Copco Purificateur - Air BAPDocument8 pagesAtlas Copco Purificateur - Air BAPJimit ShahNo ratings yet
- Catalogue Calorex Heat Pump 2018Document16 pagesCatalogue Calorex Heat Pump 2018DONGTA123No ratings yet
- TurbosCO2 Waste Heat PDFDocument21 pagesTurbosCO2 Waste Heat PDFAndrés OrtizNo ratings yet
- Design and Analysis of Humidification Dehumidification Desalination ProcessDocument12 pagesDesign and Analysis of Humidification Dehumidification Desalination ProcessAbiNo ratings yet
- Eps EkDocument22 pagesEps EkvienergresourcesNo ratings yet
- Progress ReportDocument10 pagesProgress ReportAkshay SrivastavaNo ratings yet
- Production of Acrylic AcidDocument20 pagesProduction of Acrylic AcidAkshay Srivastava100% (1)
- Base Paper PDFDocument15 pagesBase Paper PDFAkshay SrivastavaNo ratings yet
- Component Mole% Kmole/hr KG/HR Ethylene: Componen Ethylene Oxygen TotalDocument5 pagesComponent Mole% Kmole/hr KG/HR Ethylene: Componen Ethylene Oxygen TotalAkshay SrivastavaNo ratings yet
- ReferencesDocument1 pageReferencesAkshay SrivastavaNo ratings yet
- Progress ReportDocument10 pagesProgress ReportAkshay SrivastavaNo ratings yet
- New Text DocumentDocument2 pagesNew Text DocumentAkshay SrivastavaNo ratings yet
- PressedDocument261 pagesPressedtalaNo ratings yet
- New Text DocumentDocument2 pagesNew Text DocumentAkshay SrivastavaNo ratings yet
- Base Paper PDFDocument15 pagesBase Paper PDFAkshay SrivastavaNo ratings yet
- Progress ReportDocument10 pagesProgress ReportAkshay SrivastavaNo ratings yet
- Progress ReportDocument10 pagesProgress ReportAkshay SrivastavaNo ratings yet
- HysteresisDocument20 pagesHysteresisAkshay SrivastavaNo ratings yet
- POA Asia Closing Market Report - 26 December 2019Document3 pagesPOA Asia Closing Market Report - 26 December 2019Akshay SrivastavaNo ratings yet
- Epos Final 59 PDFDocument33 pagesEpos Final 59 PDFAkshay SrivastavaNo ratings yet
- Chapter 5.information System Managin The Digital Firm Fifteenth EditionDocument11 pagesChapter 5.information System Managin The Digital Firm Fifteenth EditionAbdullahiNo ratings yet
- Errors 7800Document1 pageErrors 7800Глеб НутельсNo ratings yet
- 1.2 - CEC342 - Post-Silicon Production Flow - Test and Packing - Characterization Versus Production TestingDocument3 pages1.2 - CEC342 - Post-Silicon Production Flow - Test and Packing - Characterization Versus Production TestingSriram Sundar SubramanianNo ratings yet
- Case Study: Intivix Brings Unparalleled Auto-Industry IT Experience To San Francisco DealershipDocument4 pagesCase Study: Intivix Brings Unparalleled Auto-Industry IT Experience To San Francisco Dealershippopescu danielaNo ratings yet
- Galaxy Digital Research: Dogecoin: The Most Honest SH TcoinDocument22 pagesGalaxy Digital Research: Dogecoin: The Most Honest SH TcoinAhmad Mukhtar 164-FET/BSCE/F17No ratings yet
- Service Bulletin: Piper Considers Compliance MandatoryDocument7 pagesService Bulletin: Piper Considers Compliance MandatoryNikola DavidovNo ratings yet
- Star Clip Art - Google SearchDocument1 pageStar Clip Art - Google SearchHM - 06BE 839268 McClure PSNo ratings yet
- Vacuum Tube Substitutions Inexpensive Tube Power Supply Grid-Leak Detectors Regenerative Receiver & MorelDocument52 pagesVacuum Tube Substitutions Inexpensive Tube Power Supply Grid-Leak Detectors Regenerative Receiver & Morelbenra1100% (1)
- User'S Manual: Mobilecorder Mv100/Mv200 Communication InterfaceDocument176 pagesUser'S Manual: Mobilecorder Mv100/Mv200 Communication InterfaceCharlie James GomezNo ratings yet
- Star CD UserDocument406 pagesStar CD Userpranav razdanNo ratings yet
- Piling Hazards and RisksDocument4 pagesPiling Hazards and RisksAbhishek Gupta100% (2)
- STM 32 G 061 C 6Document126 pagesSTM 32 G 061 C 6AlexNo ratings yet
- Ficha Tecnica Iman PML-6Document5 pagesFicha Tecnica Iman PML-6Ruben TapiaNo ratings yet
- Certificate of Good StandingDocument2 pagesCertificate of Good StandingBhavesh MahajanNo ratings yet
- GM Maint Catalog PDFDocument38 pagesGM Maint Catalog PDFMarcelo ArayaNo ratings yet
- Foundation Year Applications 2.0 LaunchDocument17 pagesFoundation Year Applications 2.0 LaunchStace INo ratings yet
- Cleveland Flash Point Tester ASTM D 92 - IP 36 - ISO 2592Document1 pageCleveland Flash Point Tester ASTM D 92 - IP 36 - ISO 2592Nguyễn Kim HùngNo ratings yet
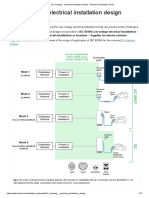
- EV Charging - Electrical Installation DesignDocument17 pagesEV Charging - Electrical Installation Designetnanto100% (1)
- Slickline Operations Safety PracticesDocument4 pagesSlickline Operations Safety PracticesYermi ParabangNo ratings yet
- Kaspersky Endpoint Security For Business DatasheetDocument2 pagesKaspersky Endpoint Security For Business Datasheethappy girlNo ratings yet
- HERTZBERGER, HERMAN, Flexibility and PolyvalencyDocument3 pagesHERTZBERGER, HERMAN, Flexibility and PolyvalencyAthinaNo ratings yet
- Quality For All.: The Kalmar DRU450 Essential ReachstackerDocument9 pagesQuality For All.: The Kalmar DRU450 Essential ReachstackerNokiabhre WijayaNo ratings yet
- CICO Plast N PDFDocument2 pagesCICO Plast N PDFASRAR AHMED KHANNo ratings yet
- Victor VC890C+ 3 1 - 2 Digital MultimeterDocument2 pagesVictor VC890C+ 3 1 - 2 Digital MultimeterThân NguyễnNo ratings yet
- Masoneilan Type 87/88 Actuators: Pneumatic Spring Diaphragm ActuatorsDocument12 pagesMasoneilan Type 87/88 Actuators: Pneumatic Spring Diaphragm ActuatorsjoseNo ratings yet
- PG Maturity ModelsDocument32 pagesPG Maturity ModelsWaleedNo ratings yet
- Aniar IP StrategiesDocument4 pagesAniar IP StrategiesDarwin AniarNo ratings yet
- Normal Probability Distribution and Z TableDocument4 pagesNormal Probability Distribution and Z TableAnimeliciousNo ratings yet
- Sanitary WorksDocument5 pagesSanitary Worksnaqibncd.azimNo ratings yet
- Bristol Cat 30th June 2021Document41 pagesBristol Cat 30th June 2021holagermanNo ratings yet