You might also like
- O/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231Document5 pagesO/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231VyacheslavNo ratings yet
- A BY - 4 The: May 23, 1961 B. J. Parmele 2,985,391Document5 pagesA BY - 4 The: May 23, 1961 B. J. Parmele 2,985,391Eloquent EloquentNo ratings yet
- Dec. 10, 1940. E. N. Necke 2,224,606Document4 pagesDec. 10, 1940. E. N. Necke 2,224,606Mary HullNo ratings yet
- US2126921Document5 pagesUS2126921Jhonnatan E Avendaño Florez100% (1)
- US Pat. 3881777Document6 pagesUS Pat. 3881777GaleriaTechniki.PLNo ratings yet
- Eaaaa: Az4 6, 7,42:asDocument10 pagesEaaaa: Az4 6, 7,42:asricva_rjNo ratings yet
- Us 3075777Document8 pagesUs 3075777Vijayakumar G VNo ratings yet
- Sept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetDocument4 pagesSept. 16, 1969 J. Marcovc-3,466,911: Filed Day L, 1967 2 Sheets-SheetLucas RaithsNo ratings yet
- 9 Q /N - /ENTOR:: May 9, 1931 T. B. Modine 2,983,508Document3 pages9 Q /N - /ENTOR:: May 9, 1931 T. B. Modine 2,983,508احمد عبدالكريمNo ratings yet
- US4523397Document6 pagesUS4523397PUVAN TSTNo ratings yet
- WhiskDocument4 pagesWhisklorehak586No ratings yet
- Cementing Patent 2Document3 pagesCementing Patent 2Lara CitlalliNo ratings yet
- Nov. 9, 1965 G. C. Molotzak 3,216,390Document5 pagesNov. 9, 1965 G. C. Molotzak 3,216,390احمد عبدالكريمNo ratings yet
- BYY "So: June 7, 1966 M, A Brown 3,254,776Document7 pagesBYY "So: June 7, 1966 M, A Brown 3,254,776Yu YangNo ratings yet
- US2099314Document3 pagesUS2099314Jhonnatan E Avendaño Florez100% (1)
- US4893426Document7 pagesUS4893426Jean DelaronciereNo ratings yet
- April 2, 1963 R. I. Lund: Mixing Mill Accumulating Shelf Filed Feb. 8. 1962Document5 pagesApril 2, 1963 R. I. Lund: Mixing Mill Accumulating Shelf Filed Feb. 8. 1962Eduardo Fernandez DazaNo ratings yet
- Us 1401667Document11 pagesUs 1401667kissaNo ratings yet
- Umted States Patent (19) (11) Patent Number: 4 957 424: Mitchell Et A1. (45) Date of Patent: Sep. 18, 1990Document17 pagesUmted States Patent (19) (11) Patent Number: 4 957 424: Mitchell Et A1. (45) Date of Patent: Sep. 18, 1990adrianomc25No ratings yet
- United States Patent (19) : Gazalel, 72 8Document7 pagesUnited States Patent (19) : Gazalel, 72 8Mihai RobertNo ratings yet
- Dec. 13, 1960 I, Tubbs 2,964,084: Z2S SLDocument5 pagesDec. 13, 1960 I, Tubbs 2,964,084: Z2S SLstv ravaNo ratings yet
- Folding AparatusDocument4 pagesFolding AparatusUbunterNo ratings yet
- Sept. 14, 1948. Y Y A..Sneckner ' 2,449,255: Filed Dec. 11, 1944 ' Z Sneeis-Sneet 1Document5 pagesSept. 14, 1948. Y Y A..Sneckner ' 2,449,255: Filed Dec. 11, 1944 ' Z Sneeis-Sneet 1Anand RajNo ratings yet
- US2126920Document10 pagesUS2126920Jhonnatan E Avendaño FlorezNo ratings yet
- United States Patent: (45) July 4, 1972Document4 pagesUnited States Patent: (45) July 4, 1972Lidya SimatupangNo ratings yet
- US3921555Document6 pagesUS3921555Muhammad TalhaNo ratings yet
- Us3432107 PDFDocument3 pagesUs3432107 PDFasssssNo ratings yet
- Nov. 21, 1961 C, H, Burnside 3,009,385: Method of Loading A Rocket Motor With Solid PropellantDocument7 pagesNov. 21, 1961 C, H, Burnside 3,009,385: Method of Loading A Rocket Motor With Solid PropellantSeenu CnuNo ratings yet
- US2447117Document6 pagesUS2447117MahnooshNo ratings yet
- 1944 Even Distribution of Concrete in PipesDocument4 pages1944 Even Distribution of Concrete in PipesAdeel FaisalNo ratings yet
- Aug. 9, 1949. F. J. Thl-:Ler Eta . 2,478,607: YinventorsDocument17 pagesAug. 9, 1949. F. J. Thl-:Ler Eta . 2,478,607: YinventorsRahul NakheNo ratings yet
- USRE29603Document7 pagesUSRE29603PUVAN TSTNo ratings yet
- United States Patent (19) : G Is IsDocument11 pagesUnited States Patent (19) : G Is Isdonlot anonymousNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument12 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of Patentعلی ربانیNo ratings yet
- United States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Document6 pagesUnited States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Ankita PadhiNo ratings yet
- Glue GunDocument9 pagesGlue GunNaranLoganNo ratings yet
- Us 4234275Document6 pagesUs 4234275MahnooshNo ratings yet
- Filed July 30, 1923: Pedal of Erator For Flush ValvesDocument3 pagesFiled July 30, 1923: Pedal of Erator For Flush ValvesmarlondijiNo ratings yet
- A. Q. Cotterman 3,211,887Document6 pagesA. Q. Cotterman 3,211,887ELM EngenhariaNo ratings yet
- US2182002Document5 pagesUS2182002Jhonnatan E Avendaño FlorezNo ratings yet
- Jurnal Bubut FixsafasfasfDocument6 pagesJurnal Bubut FixsafasfasfAdiBimaSanjaya100% (1)
- @et E7, 96? J. P. Yates: Filed March l2, 1965Document3 pages@et E7, 96? J. P. Yates: Filed March l2, 1965Ye PhoneNo ratings yet
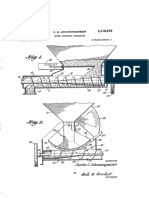
- A. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .Document4 pagesA. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .AGUAVIVANJNo ratings yet
- US2912244Document9 pagesUS2912244jejen mustofaNo ratings yet
- US2481440 AyamDocument11 pagesUS2481440 AyamOm FaNo ratings yet
- May 21, 1946-B. C. Stevenson 2,400,852Document5 pagesMay 21, 1946-B. C. Stevenson 2,400,852kkd108No ratings yet
- 2,418,540 April 8, 1947.: R. E. BresslerDocument5 pages2,418,540 April 8, 1947.: R. E. Bresslerricva_rjNo ratings yet
- Vernier DesignDocument9 pagesVernier DesignRakeshNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- Web Separator US3463377Document5 pagesWeb Separator US3463377chupalaNo ratings yet
- EP0616965B1Document10 pagesEP0616965B1Shankar PediredlaNo ratings yet
- US898276Document5 pagesUS898276Jacob LukaNo ratings yet
- United States PatentDocument9 pagesUnited States PatentPhanHathamNo ratings yet
- 2.7%uy Aal: Sept. 3, 1957 J. D., KRSCH Mann 2,804,998Document4 pages2.7%uy Aal: Sept. 3, 1957 J. D., KRSCH Mann 2,804,998Vijayakumar G VNo ratings yet
- "Ze 34%une: Aray6/WarDocument6 pages"Ze 34%une: Aray6/WarMark FNo ratings yet
- Us5584264 PDFDocument4 pagesUs5584264 PDFMiguel Kühnert FrichenbruderNo ratings yet
- PartA Ch02Document11 pagesPartA Ch02Jan BooysenNo ratings yet
- Data Originating From Sources Other Than The EPO May Not Be Accurate, Complete, or Up To DateDocument3 pagesData Originating From Sources Other Than The EPO May Not Be Accurate, Complete, or Up To DateJaymar ManualNo ratings yet
- Us 7638082Document10 pagesUs 7638082Fa BelNo ratings yet
- GS (2006) Vol 2 Rev20 S15 Steel ReinforcementDocument14 pagesGS (2006) Vol 2 Rev20 S15 Steel ReinforcementLap Chun TUNGNo ratings yet
- Ampla's Technology ArchitectureDocument4 pagesAmpla's Technology ArchitecturesyeadtalhaaliNo ratings yet
- User's Manual HEIDENHAIN Conversational Format ITNC 530Document747 pagesUser's Manual HEIDENHAIN Conversational Format ITNC 530Mohamed Essam Mohamed100% (2)
- Sentinel Visualizer 6 User GuideDocument227 pagesSentinel Visualizer 6 User GuideTaniaNo ratings yet
- Ways To Multiply and Divide: Maniratnam - The CashierDocument17 pagesWays To Multiply and Divide: Maniratnam - The CashierSundari MuruganNo ratings yet
- Disc Brake System ReportDocument20 pagesDisc Brake System ReportGovindaram Rajesh100% (1)
- PRD Doc Pro 3201-00001 Sen Ain V31Document10 pagesPRD Doc Pro 3201-00001 Sen Ain V31rudybestyjNo ratings yet
- Various Image Enhancement Techniques-A Critical Review: S.S. Bedi, Rati KhandelwalDocument5 pagesVarious Image Enhancement Techniques-A Critical Review: S.S. Bedi, Rati KhandelwalArina AndriesNo ratings yet
- HANA OverviewDocument69 pagesHANA OverviewSelva KumarNo ratings yet
- SkyCiv Beam - Hand Calculations - AJW8CTBuLE8YKrkKaG8KTtPAw8k74LSYDocument13 pagesSkyCiv Beam - Hand Calculations - AJW8CTBuLE8YKrkKaG8KTtPAw8k74LSYsaad rajawiNo ratings yet
- Dynamic Force AnalysisDocument13 pagesDynamic Force AnalysisJakesNo ratings yet
- Dual Inverter Gate: Features DescriptionDocument19 pagesDual Inverter Gate: Features DescriptionYaju JotosNo ratings yet
- Food Preparation, Terms and DefinitiosDocument2 pagesFood Preparation, Terms and DefinitiosLacsi, Erica Joy V.No ratings yet
- Specializations MTech Software SystemsDocument5 pagesSpecializations MTech Software SystemsAkanksha SinghNo ratings yet
- I C Engine LabDocument3 pagesI C Engine LabDevNo ratings yet
- Cópia de Teste Excel - Intermediário (5166) .XLS: BIM Technology For EngineersDocument6 pagesCópia de Teste Excel - Intermediário (5166) .XLS: BIM Technology For EngineersFernanda AzevedoNo ratings yet
- Practical Report Guideline EEE250Document8 pagesPractical Report Guideline EEE250MOHD ASYRAAF BIN SAIDINNo ratings yet
- Chapter 3Document23 pagesChapter 3pganoelNo ratings yet
- SPE-183743-MS Maintaining Injectivity of Disposal Wells: From Water Quality To Formation PermeabilityDocument19 pagesSPE-183743-MS Maintaining Injectivity of Disposal Wells: From Water Quality To Formation PermeabilityAminNo ratings yet
- Pneumatic Conveying of Bulk Solids PDFDocument231 pagesPneumatic Conveying of Bulk Solids PDFCarloLopez100% (2)
- DC Power Supply and Voltage RegulatorsDocument73 pagesDC Power Supply and Voltage RegulatorsRalph Justine NevadoNo ratings yet
- Body Deassembly 9 Interior TrimDocument7 pagesBody Deassembly 9 Interior TrimCarlos TecnicNo ratings yet
- US2726694 - Single Screw Actuated Pivoted Clamp (Saxton Clamp - Kant-Twist)Document2 pagesUS2726694 - Single Screw Actuated Pivoted Clamp (Saxton Clamp - Kant-Twist)devheadbot100% (1)
- WEEK 1, Grade 10Document2 pagesWEEK 1, Grade 10Sheela BatterywalaNo ratings yet
- T 096Document3 pagesT 096abelNo ratings yet
- Servodisc CatalogDocument87 pagesServodisc CatalogEstebanRojasKrustofskyNo ratings yet
- Stellar Evolution SimulationDocument2 pagesStellar Evolution Simulationncl12142No ratings yet
- M. Fatur - H1C018040 - PETROLOGIDocument15 pagesM. Fatur - H1C018040 - PETROLOGIFaturrachmanNo ratings yet
- 7FA Upgrade Combustion HardwareDocument2 pages7FA Upgrade Combustion Hardwaresauerbach1No ratings yet
- Sample Chapter - Oil and Gas Well Drilling Technology PDFDocument19 pagesSample Chapter - Oil and Gas Well Drilling Technology PDFDavid John100% (1)