You might also like
- Weld Symbols-2Document4 pagesWeld Symbols-2SatyaNo ratings yet
- Handout - WeldingDocument6 pagesHandout - WeldingqcomoNo ratings yet
- Welded Joints - Symbolic Representation On Drawings (To Bs en 22553) 1. Elementary SymbolsDocument8 pagesWelded Joints - Symbolic Representation On Drawings (To Bs en 22553) 1. Elementary SymbolsandreaNo ratings yet
- BSEN ISO-2553 Standard Symbols For WeldingDocument16 pagesBSEN ISO-2553 Standard Symbols For Weldingاحمد عمر حديد100% (1)
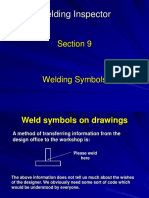
- Welding SymbolsDocument8 pagesWelding Symbolskinnu_ak7829No ratings yet
- AssignmentDocument7 pagesAssignmentJames TyNo ratings yet
- 13 Symbols DrawingsDocument13 pages13 Symbols DrawingsAlie AlbantaniNo ratings yet
- Welding SymbolsDocument1 pageWelding SymbolsAtul SaxenaNo ratings yet
- 9 Welding SymbolsDocument53 pages9 Welding SymbolsJawed AkhterNo ratings yet
- 11.4 Welding Information Welding Information: Elements of A Typical Weld SymbolDocument1 page11.4 Welding Information Welding Information: Elements of A Typical Weld SymbolLeomarini100% (1)
- Welding SymbolsDocument16 pagesWelding Symbolspurab gusainNo ratings yet
- 18 - Weld Design SymbolsDocument62 pages18 - Weld Design SymbolsManoj Kumar100% (2)
- Reference of WPS AWSDocument5 pagesReference of WPS AWSKent TanakNo ratings yet
- Drawing DesignDocument45 pagesDrawing Designravi00098No ratings yet
- BS Weld SymbolsDocument6 pagesBS Weld SymbolsPham Duc HoaNo ratings yet
- CH 9 Welding, Bonding, and The Design of Permanent JointsDocument29 pagesCH 9 Welding, Bonding, and The Design of Permanent Jointsmahdi najehNo ratings yet
- WELDING ManualDocument10 pagesWELDING ManualsoftsuryaNo ratings yet
- ASL Engineering Tech Manual - WELD SYMBOLS-Issue ADocument6 pagesASL Engineering Tech Manual - WELD SYMBOLS-Issue APham Duc HoaNo ratings yet
- Mapa Conceptual Lluvia de Ideas Doodle Creativo Scrapbook Multicolor PastelDocument1 pageMapa Conceptual Lluvia de Ideas Doodle Creativo Scrapbook Multicolor PastelMaria RocaNo ratings yet
- General Weld SymbolDocument45 pagesGeneral Weld SymbolberchardNo ratings yet
- B231013-Welding SymbolDocument29 pagesB231013-Welding SymbolAsep DarojatNo ratings yet
- Welding Symbols Dy Weldingcoordinator 2021Document92 pagesWelding Symbols Dy Weldingcoordinator 2021Subramanian RNo ratings yet
- Welded JointsDocument15 pagesWelded Jointsoki zNo ratings yet
- Q2-03, Smaw Teacher's Made LMTDocument6 pagesQ2-03, Smaw Teacher's Made LMTFelix MilanNo ratings yet
- Welding InspectionDocument143 pagesWelding InspectionHieu Le Trung100% (1)
- Welding ProcDocument48 pagesWelding ProcJulioNo ratings yet
- Weld Design SymbolsDocument63 pagesWeld Design Symbolspriyoc6100% (15)
- En 22553Document8 pagesEn 22553tudorteu100% (1)
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Eca-II Lab Manual - Fa20Document100 pagesEca-II Lab Manual - Fa20Hafiz Hassan JawadNo ratings yet
- News Parking and Storage Return To Service Summary LetterDocument57 pagesNews Parking and Storage Return To Service Summary LetterРоман ДяченкоNo ratings yet
- Elmyra v1.4 Build GuideDocument11 pagesElmyra v1.4 Build GuideSage FulcherNo ratings yet
- Cielomall Local 106Document1 pageCielomall Local 106henrrycasasNo ratings yet
- Ametek Manual 080 Battery Mate 80Document41 pagesAmetek Manual 080 Battery Mate 80FahadArshadNo ratings yet
- A - Rocker SwitchDocument27 pagesA - Rocker SwitchAdnan BeganovicNo ratings yet
- Stp9Nk60Z - Stp9Nk60Zfp STB9NK60Z - STB9NK60Z-1Document13 pagesStp9Nk60Z - Stp9Nk60Zfp STB9NK60Z - STB9NK60Z-1HerrOe ShieZhakaNo ratings yet
- Sportline 470Document3 pagesSportline 470Carlos PeraltaNo ratings yet
- Lab1 PDFDocument30 pagesLab1 PDFAmber MontefalcoNo ratings yet
- 11kV Week48 2021 2022 Outage PlanDocument2 pages11kV Week48 2021 2022 Outage PlanMohsen MarzoukiNo ratings yet
- Cat Data Link-3412c Marine Engine High Performance 3JK00146-UP (SEBP2969 - 54) - Búsqueda BásicaDocument15 pagesCat Data Link-3412c Marine Engine High Performance 3JK00146-UP (SEBP2969 - 54) - Búsqueda BásicamanuelNo ratings yet
- DAF LF 321 (654-11) Injector 4 Bank 2Document6 pagesDAF LF 321 (654-11) Injector 4 Bank 2Rowan CorneliusNo ratings yet
- Field Effect TransistorDocument43 pagesField Effect TransistorArif IstiaqNo ratings yet
- SJB Institute of Technology: Department of Electronics & Communication EngineeringDocument17 pagesSJB Institute of Technology: Department of Electronics & Communication EngineeringAyush dikshaNo ratings yet
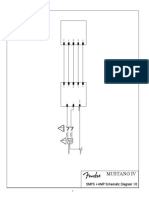
- Mustang Iv: SMPS + AMP Schematic Diagram 1/3Document12 pagesMustang Iv: SMPS + AMP Schematic Diagram 1/3Valentin NichiforNo ratings yet
- Manual Parkside PET 25Document20 pagesManual Parkside PET 25Joaquim FernandesNo ratings yet
- Guía de Servicio de Mantenimiento y Pruebas en Campo SchneiderDocument136 pagesGuía de Servicio de Mantenimiento y Pruebas en Campo SchneiderAquilino Sanchez FosadoNo ratings yet
- 555 Timer TutorialDocument12 pages555 Timer Tutorialrowell ramosNo ratings yet
- Rectifier Circuits Diodes and Rectifiers Electronics TextbookDocument8 pagesRectifier Circuits Diodes and Rectifiers Electronics TextbooknellaiNo ratings yet
- Vacuum Interrupter Testing Using Magnetron Atmospheric Condition (MAC) Test EquipmentDocument13 pagesVacuum Interrupter Testing Using Magnetron Atmospheric Condition (MAC) Test EquipmentOctavian Antoniu RăducanuNo ratings yet
- CDocument4 pagesCKaiden DixNo ratings yet
- Layout Design of Row Decoder Using CadenceDocument10 pagesLayout Design of Row Decoder Using CadenceIJRASETPublicationsNo ratings yet
- Pre Lab 3Document2 pagesPre Lab 3Ami ShahNo ratings yet
- Bipolar Junction Transistors Talha Syed NaqviDocument51 pagesBipolar Junction Transistors Talha Syed NaqviMuhammad AwaisNo ratings yet
- DAC 310s EnglishDocument2 pagesDAC 310s EnglishWilson Oviedo HachenNo ratings yet
- Electrical Machines: B. Sc. Electrical EngineeringDocument21 pagesElectrical Machines: B. Sc. Electrical EngineeringThe Youtube TrainNo ratings yet
- BEHRINGER - NU-3000 - Troca de T1 e T5Document5 pagesBEHRINGER - NU-3000 - Troca de T1 e T5EduardoPassosNo ratings yet
- Basic Electronics Engineering I SemDocument3 pagesBasic Electronics Engineering I Semshubhambani45No ratings yet
- Lenel Prox LPSR-2400-GRMP/ BMP: ReaderDocument2 pagesLenel Prox LPSR-2400-GRMP/ BMP: ReaderDaniela OrozcoNo ratings yet
- Solar Panel Motor Driver - BOMDocument1 pageSolar Panel Motor Driver - BOMmuhcemerNo ratings yet