You might also like
- Submerge Arc WeldingDocument7 pagesSubmerge Arc WeldingUsman Saeed KianiNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Smaw and Tig WeldingDocument46 pagesSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Water Level Indicator Circuit Using Bipolar Junction TransistorFrom EverandWater Level Indicator Circuit Using Bipolar Junction TransistorRating: 4.5 out of 5 stars4.5/5 (7)
- 2.2 Shielded Metal Arc WeldingDocument4 pages2.2 Shielded Metal Arc WeldingMat SerabaiNo ratings yet
- E - Weldone Letter Opt A14Document1 pageE - Weldone Letter Opt A14VikasShelkeNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Lecture 7 & 8: Submerged Arc WeldingDocument4 pagesLecture 7 & 8: Submerged Arc Weldingরিপন মন্ডলNo ratings yet
- 3-Gas Metal Arc Welding (GMAW)Document13 pages3-Gas Metal Arc Welding (GMAW)abastosuaptNo ratings yet
- Flux Cored Arc Welding SimaDocument75 pagesFlux Cored Arc Welding Simaabdi retaNo ratings yet
- SMAWDocument8 pagesSMAWmostafaNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- WWS Group An Introduction To Manual Metal Arc Stick WeldingDocument11 pagesWWS Group An Introduction To Manual Metal Arc Stick WeldingnamkvalNo ratings yet
- Submerged Arc WeldingDocument11 pagesSubmerged Arc Weldingmiteshpatel191No ratings yet
- Arc WeldingDocument16 pagesArc WeldingManohara BabuNo ratings yet
- Set-Up Welding EquipmentsDocument37 pagesSet-Up Welding EquipmentsEvan Jared L. GalvezNo ratings yet
- Essential Variables of SmawDocument7 pagesEssential Variables of SmawAbdallah Mansour100% (6)
- Arc Welding Refers To A Group Of: SolderingDocument12 pagesArc Welding Refers To A Group Of: SolderingBhushan VermaNo ratings yet
- Joshua Julo - Ppp. SmawDocument11 pagesJoshua Julo - Ppp. SmawRoderick FajardoNo ratings yet
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyNo ratings yet
- Shield Metal Arc WeldingDocument4 pagesShield Metal Arc Weldingகோகுல் இராNo ratings yet
- Gas Metal Arc WeldingDocument16 pagesGas Metal Arc WeldingAizad IzzuddinNo ratings yet
- Basic Mig Welding ProcessDocument4 pagesBasic Mig Welding Processamiter84No ratings yet
- Lec 13 Unit 3 Arc Welding - HAFDocument23 pagesLec 13 Unit 3 Arc Welding - HAFZakyNo ratings yet
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaNo ratings yet
- 2-Shielded Metal Arc Welding (Smaw)Document14 pages2-Shielded Metal Arc Welding (Smaw)abastosuaptNo ratings yet
- Sawmp 2final 160831170233Document31 pagesSawmp 2final 160831170233Amr SolimanNo ratings yet
- TVL SMAW11 Q2 M2 ModifiedDocument9 pagesTVL SMAW11 Q2 M2 ModifiedJennylynNo ratings yet
- Arc WeldingDocument73 pagesArc WeldingAzaad MaverickNo ratings yet
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- I. Welding: (What About Flux Cored Arc Welding??)Document4 pagesI. Welding: (What About Flux Cored Arc Welding??)Ravi PoudelNo ratings yet
- Submerged Arc WeldingDocument5 pagesSubmerged Arc Weldingmanikandan.vNo ratings yet
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Document14 pagesWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherNo ratings yet
- The Manual Metal Arc ProcessDocument2 pagesThe Manual Metal Arc Processdinar tunjungNo ratings yet
- Primary Manufacturing Process (ME403) : Prepared byDocument5 pagesPrimary Manufacturing Process (ME403) : Prepared byArterixpestcontrolNo ratings yet
- Stud WeldingDocument10 pagesStud WeldingjesoneliteNo ratings yet
- About Welding Process 12Document1 pageAbout Welding Process 12XerexNo ratings yet
- Advanced WeldingDocument42 pagesAdvanced WeldingMebrahtom LuelNo ratings yet
- Arc WeldingDocument43 pagesArc WeldingHitarth ChudasamaNo ratings yet
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMen0% (1)
- Welding Types Procedures ParametersDocument156 pagesWelding Types Procedures ParametersVinodh Kumar YallaNo ratings yet
- Submergedarcwelding ForDocument23 pagesSubmergedarcwelding ForDany aprianNo ratings yet
- Materi 4. SMAW ProsessDocument9 pagesMateri 4. SMAW ProsessAwan VictorNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- Smaw PDFDocument10 pagesSmaw PDFArizapatazoNo ratings yet
- The Manual Metal Arc ProcessDocument4 pagesThe Manual Metal Arc ProcessMehmet SoysalNo ratings yet
- SMAW Basci Concept DoxDocument30 pagesSMAW Basci Concept DoxAmrut KajveNo ratings yet
- Course: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesDocument10 pagesCourse: Advanced Manufacturing Processes Module No. 4: Advanced Welding Processesjanakiram2010No ratings yet
- DV03PUB1 Study GuideDocument5 pagesDV03PUB1 Study Guideprasaad08No ratings yet
- WeldingDocument9 pagesWeldingDebanjali MajumderNo ratings yet
- 1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreateDocument50 pages1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreatesathishNo ratings yet
- Saw Weld ProcedureDocument21 pagesSaw Weld ProcedurePhani KumarNo ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- WELDINGDocument51 pagesWELDINGStewart StevenNo ratings yet
- Soldadura SAW en Inglés + VERNONDocument6 pagesSoldadura SAW en Inglés + VERNONVernon Gustavo Barrios CampoNo ratings yet
- SmawDocument19 pagesSmawmissunique52No ratings yet
- JJ104 Workshop Technology CHAPTER9 Arc WeldingDocument14 pagesJJ104 Workshop Technology CHAPTER9 Arc WeldingAh Tiang50% (4)
- 2019 Key Changes Section VIII 2 ModDocument81 pages2019 Key Changes Section VIII 2 Modhiman_chongiNo ratings yet
- Welding Technology NotesDocument89 pagesWelding Technology NotesSanjay JangraNo ratings yet
- Abbey OTO Mill SolutionsDocument12 pagesAbbey OTO Mill SolutionsCheng PasionNo ratings yet
- Iso 12633 1 2011 en PDFDocument11 pagesIso 12633 1 2011 en PDFAlessioNo ratings yet
- Fatigue AnalysisDocument26 pagesFatigue Analysiskaweesa brian100% (1)
- Astm A 928 Dss Pipe EfwDocument6 pagesAstm A 928 Dss Pipe Efwarifin rizalNo ratings yet
- Lapping Process - Definition, Working Principle, Types, Material, Advantages, Application (Notes With PDF) - Learn MechanicalDocument13 pagesLapping Process - Definition, Working Principle, Types, Material, Advantages, Application (Notes With PDF) - Learn MechanicalMirko DujmićNo ratings yet
- IAB 252 07 Personnel Responsibility Welding CoordinationDocument105 pagesIAB 252 07 Personnel Responsibility Welding CoordinationwoutersmartNo ratings yet
- Selection of Materials For Prototype Fast Breeder Reactor S.L.Mannan, S.C.Chetal, Baldev Raj and S.B.BhojeDocument35 pagesSelection of Materials For Prototype Fast Breeder Reactor S.L.Mannan, S.C.Chetal, Baldev Raj and S.B.BhojeSatish Kumar GautamNo ratings yet
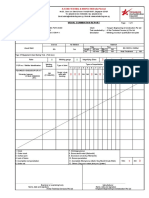
- Visual Examination ReportDocument47 pagesVisual Examination ReportalouisNo ratings yet
- Seamless or Welded Pipes PDFDocument4 pagesSeamless or Welded Pipes PDFPeterWangNo ratings yet
- Aiche-19-008 Ammonia Shift ConverterDocument6 pagesAiche-19-008 Ammonia Shift ConverterHsein WangNo ratings yet
- Interzone 5140: Epoxy PrimerDocument4 pagesInterzone 5140: Epoxy PrimerTrịnh Minh KhoaNo ratings yet
- Komatsu Wa250 250pt 5h Shop ManualDocument20 pagesKomatsu Wa250 250pt 5h Shop Manualterrance100% (46)
- ITP-P-001 ITP For Above Ground Piping Rev. ADocument9 pagesITP-P-001 ITP For Above Ground Piping Rev. APhong Đỗ100% (1)
- Hyundai Welding Handbook (12th)Document352 pagesHyundai Welding Handbook (12th)lara_rajkumar667100% (2)
- CBLM (Competency Based Learning Materials)Document40 pagesCBLM (Competency Based Learning Materials)Vanessa Tuazon100% (2)
- Miller Big Blue 400d and 500x Deutz Part ADocument98 pagesMiller Big Blue 400d and 500x Deutz Part ALUIS ALFREDO SIERRA JUAREZ0% (1)
- Draft For Public Comment: Latest Date For Receipt of Comments: 30 April 2013Document237 pagesDraft For Public Comment: Latest Date For Receipt of Comments: 30 April 2013mordidomi0% (1)
- ASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyDocument34 pagesASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyMohammed AnshafNo ratings yet
- Metals 13 00526Document24 pagesMetals 13 00526AmrutNo ratings yet
- Komatsu Crawler Excavator Pc300hd 8 Shop ManualDocument20 pagesKomatsu Crawler Excavator Pc300hd 8 Shop ManualMarlon100% (46)
- Plastic Welding MachineDocument4 pagesPlastic Welding MachineFranky TreviñoNo ratings yet
- Weld Visual Inspection Report-PRE-OX ATTACHMENTSDocument4 pagesWeld Visual Inspection Report-PRE-OX ATTACHMENTSengsam777No ratings yet
- Certified Welding EngineerDocument4 pagesCertified Welding Engineerjunidomar100% (1)
- WO 2707 - PO 4504247285 - Change Out Fastline Sheave - NDT Inspection - PGCDocument22 pagesWO 2707 - PO 4504247285 - Change Out Fastline Sheave - NDT Inspection - PGCMatheus Fabrício TeixeiraNo ratings yet
- Materials System SpecificationDocument19 pagesMaterials System SpecificationGOSP3 QC MechanicalNo ratings yet
- Maximizar Cable de SoldadorasDocument3 pagesMaximizar Cable de SoldadorasYou better optionNo ratings yet
- TLE - Shielded Metal Arc Welding 10 ThirdDocument4 pagesTLE - Shielded Metal Arc Welding 10 ThirdFlorinda GagasaNo ratings yet
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 4.5 out of 5 stars4.5/5 (9)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosFrom EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosRating: 5 out of 5 stars5/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesFrom EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesRating: 5 out of 5 stars5/5 (1)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonFrom EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonRating: 5 out of 5 stars5/5 (2)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (543)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsFrom EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsRating: 3.5 out of 5 stars3.5/5 (2)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)From EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Rating: 4.5 out of 5 stars4.5/5 (2)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- Wearable Sensors: Fundamentals, Implementation and ApplicationsFrom EverandWearable Sensors: Fundamentals, Implementation and ApplicationsEdward SazonovNo ratings yet
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- Practical Electronics for Inventors, Fourth EditionFrom EverandPractical Electronics for Inventors, Fourth EditionRating: 4 out of 5 stars4/5 (3)
- ARDUINO CODE: Mastering Arduino Programming for Embedded Systems (2024 Guide)From EverandARDUINO CODE: Mastering Arduino Programming for Embedded Systems (2024 Guide)No ratings yet
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Teach Yourself Electricity and Electronics, 6th EditionFrom EverandTeach Yourself Electricity and Electronics, 6th EditionRating: 3.5 out of 5 stars3.5/5 (15)