You might also like
- Van Halen Rising by Greg Renoff PDFDocument372 pagesVan Halen Rising by Greg Renoff PDFAdrian ReynosoNo ratings yet
- Quantitative Aptitude Shortcuts & TricksDocument14 pagesQuantitative Aptitude Shortcuts & Tricksrock_on_rupz99No ratings yet
- 2JZ Engine Mechanical TolerancesDocument3 pages2JZ Engine Mechanical TolerancesDicky AryoNo ratings yet
- Chapter 3 (PERFORMANCE MANAGEMENT AND STRATEGIC PLANNING)Document18 pagesChapter 3 (PERFORMANCE MANAGEMENT AND STRATEGIC PLANNING)shakeelakousar24100% (2)
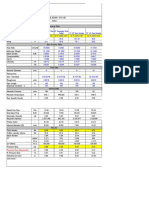
- Gas Line Sizing - Api 14E Input Description Unit: General DataDocument13 pagesGas Line Sizing - Api 14E Input Description Unit: General DataSamuel Onyewuenyi100% (1)
- KATO Design Manual HighDocument98 pagesKATO Design Manual HighJai Bhandari100% (1)
- Blair For War Crimes Icc 2Document110 pagesBlair For War Crimes Icc 2Her Royal Highness Queen Valerie INo ratings yet
- Pipe THK CalculationDocument2 pagesPipe THK CalculationchannajayamangalaNo ratings yet
- Pet Industry in India and ChinaDocument9 pagesPet Industry in India and Chinanetizenarjun20048945No ratings yet
- Lesson-Exemplar-Template - ActivityDocument9 pagesLesson-Exemplar-Template - ActivityFrank Enciso Tronco100% (4)
- ED 104 Module 1 Vision, Policy, Goal and Objectives of Special EducationDocument12 pagesED 104 Module 1 Vision, Policy, Goal and Objectives of Special EducationAngela Diaz100% (9)
- Sunflex OSD250Document1 pageSunflex OSD250Ichsan RosidinNo ratings yet
- J700F SN GF 5 0W 20 Gasoline Engine Oils COADocument2 pagesJ700F SN GF 5 0W 20 Gasoline Engine Oils COAreyhanandhika2016No ratings yet
- ODH150 Oil Delivery Hose 150 Psi: Temperature Range Tube Reinforcement CoverDocument1 pageODH150 Oil Delivery Hose 150 Psi: Temperature Range Tube Reinforcement Coverachmad rizky yansahNo ratings yet
- OSD150 Oil Suction/Discharge Hose 150 PsiDocument1 pageOSD150 Oil Suction/Discharge Hose 150 PsiIchsan RosidinNo ratings yet
- Chiyoda Welding Products: Combination Welding and Cutting TorchesDocument13 pagesChiyoda Welding Products: Combination Welding and Cutting Torchesandi permanaNo ratings yet
- Sunflex SBH150Document1 pageSunflex SBH150Bambang SiswoyoNo ratings yet
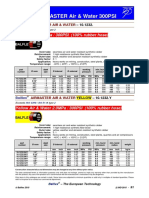
- AH300 (FROM SIZE 1-1/4" TO 4") Air/Water Hose 300 PsiDocument1 pageAH300 (FROM SIZE 1-1/4" TO 4") Air/Water Hose 300 PsiKuncoro TaufiqNo ratings yet
- Process Nozzles: Propane Super HeatingDocument3 pagesProcess Nozzles: Propane Super HeatingDries VandezandeNo ratings yet
- ExtractPage14 PDFDocument2 pagesExtractPage14 PDFDries VandezandeNo ratings yet
- ExtractPage14 15 PDFDocument2 pagesExtractPage14 15 PDFDries VandezandeNo ratings yet
- ESAB ExtractPage15-16cDocument9 pagesESAB ExtractPage15-16cDries VandezandeNo ratings yet
- Cutting Nozzles: Propane Nozzle Mix - PNM and PNM-E (Extended)Document2 pagesCutting Nozzles: Propane Nozzle Mix - PNM and PNM-E (Extended)Dries VandezandeNo ratings yet
- Cutting Nozzles: Propane Nozzle Mix - PNM and PNM-E (Extended)Document4 pagesCutting Nozzles: Propane Nozzle Mix - PNM and PNM-E (Extended)Dries VandezandeNo ratings yet
- Data Sheet: Valid From: 5/7/21Document2 pagesData Sheet: Valid From: 5/7/21Omar GuillenNo ratings yet
- L0062-Glatt System-BIN Developement-7-035-200130 - 11-05-2023Document25 pagesL0062-Glatt System-BIN Developement-7-035-200130 - 11-05-2023quality assuranceNo ratings yet
- Service SpecificationDocument95 pagesService SpecificationLoc TruongNo ratings yet
- 93 Camry SERVICE SPECIFICATIONS - STANDARD BOLTDocument72 pages93 Camry SERVICE SPECIFICATIONS - STANDARD BOLTdgc513No ratings yet
- Butterfly Valve DatasheetDocument2 pagesButterfly Valve DatasheetKanthan DevanNo ratings yet
- ESAB ExtractPage17-18cDocument9 pagesESAB ExtractPage17-18cDries VandezandeNo ratings yet
- Process Nozzles: Propane Super HeatingDocument5 pagesProcess Nozzles: Propane Super HeatingDries VandezandeNo ratings yet
- AAFs - v1.10-OmegaAir - enDocument10 pagesAAFs - v1.10-OmegaAir - enMột Lằn QuangNo ratings yet
- Ficha Tecnica de SF3015H-4000WDocument19 pagesFicha Tecnica de SF3015H-4000WOscar FlorezNo ratings yet
- Hov SCDocument1 pageHov SCMasood AlamNo ratings yet
- PH280Document1 pagePH280sumtnsNo ratings yet
- Tabel Pipa Stainless Steel 2Document3 pagesTabel Pipa Stainless Steel 2EdisonNo ratings yet
- 2wt Arita Ci Bfly VLV Uni Flanged MalaysiaDocument2 pages2wt Arita Ci Bfly VLV Uni Flanged MalaysiaannaomarNo ratings yet
- 102 HCDocument1 page102 HCAkmalNo ratings yet
- GS Series CNC FLAME/PLASMA Cutting Machine Operator'S ManualDocument16 pagesGS Series CNC FLAME/PLASMA Cutting Machine Operator'S ManualJefferson SilvaNo ratings yet
- Mo Slurry Hose Systems - Brochure en 4868 03 23 en MNGDocument27 pagesMo Slurry Hose Systems - Brochure en 4868 03 23 en MNGIgnacio Moratinos CastañedaNo ratings yet
- Electromagnetic Water Meter CompressedDocument4 pagesElectromagnetic Water Meter CompressedDavi RebouçasNo ratings yet
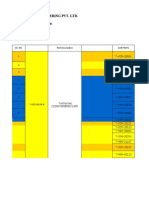
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Process FilterDocument12 pagesProcess FilterEdson JesusNo ratings yet
- ExtractPage40 41c PDFDocument12 pagesExtractPage40 41c PDFDries VandezandeNo ratings yet
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'abdulazeez88No ratings yet
- TSCCUTSHEETDocument2 pagesTSCCUTSHEETJosh WhiteNo ratings yet
- 0806SQ, 0807SQ, 0908SQ Air Core Inductors: Part Number A B C D E FDocument5 pages0806SQ, 0807SQ, 0908SQ Air Core Inductors: Part Number A B C D E FAparna BhardwajNo ratings yet
- Inj. Pump Calibration Data: 1. Test ConditionsDocument1 pageInj. Pump Calibration Data: 1. Test ConditionsMiguel RojasNo ratings yet
- External Corod Product Specification Sheet R4Document1 pageExternal Corod Product Specification Sheet R4Ronald LlerenaNo ratings yet
- TECOM Pressure RegulatorDocument4 pagesTECOM Pressure RegulatorRagu RajanNo ratings yet
- Dewpoint Copper DPC-0521-DDocument4 pagesDewpoint Copper DPC-0521-DTengku MunzirNo ratings yet
- TAC-F - v1.1-OmegaAir - EngDocument12 pagesTAC-F - v1.1-OmegaAir - EngMột Lằn QuangNo ratings yet
- Datasheet KPPDocument1 pageDatasheet KPPRogelio LiceaNo ratings yet
- 44 - Ing - 1319115187 5199Document1 page44 - Ing - 1319115187 5199Luis Matamala MoNo ratings yet
- Sun FlexDocument1 pageSun FlexBoris FernandezNo ratings yet
- Technical Data of Black and Hot Dip Galvanized Steel Pipes Conforming To Astm A 53 Grade A & B Sch-40Document5 pagesTechnical Data of Black and Hot Dip Galvanized Steel Pipes Conforming To Astm A 53 Grade A & B Sch-40mechmohsin4745No ratings yet
- Serie 523 - ISO 15552Document69 pagesSerie 523 - ISO 15552NixiusNo ratings yet
- Datasheet KMDocument1 pageDatasheet KMFrancisco SanchezNo ratings yet
- Chiller 2017 TR 50hz EngDocument1 pageChiller 2017 TR 50hz EngAna Maria MarinNo ratings yet
- Housings and Inserts ZEN CatalogueDocument14 pagesHousings and Inserts ZEN CatalogueKoen BidlotNo ratings yet
- Sunflex Sae 100R7 Thermoplastic Hose BS4983: 1973 DIN 24951 PT 2 ISO3945Document1 pageSunflex Sae 100R7 Thermoplastic Hose BS4983: 1973 DIN 24951 PT 2 ISO3945Nova VanoNo ratings yet
- Ball Two Pieces Steel A105 / A216 WCB, 2000 - 1500 PSIG: Pressure Temperature RatingsDocument2 pagesBall Two Pieces Steel A105 / A216 WCB, 2000 - 1500 PSIG: Pressure Temperature RatingsAlicia MartinezNo ratings yet
- Din 6799 - Freios CavaleirosDocument3 pagesDin 6799 - Freios CavaleirostimanelNo ratings yet
- Dunaferr - Cold - RolledDocument12 pagesDunaferr - Cold - RolledMihály PálffyNo ratings yet
- Material KG/M Dim. I Dim. II Dim. III Tip ProfilDocument21 pagesMaterial KG/M Dim. I Dim. II Dim. III Tip ProfilDanutNo ratings yet
- AISI Type 302 Stainless Steel (UNS S30200) : Chemical CompositionDocument4 pagesAISI Type 302 Stainless Steel (UNS S30200) : Chemical CompositionnagboccaNo ratings yet
- Optigear 1100 RangeDocument3 pagesOptigear 1100 RangeResistenciaDisidenteNo ratings yet
- Asme b16.11Document27 pagesAsme b16.11juniorferrari06No ratings yet
- HGS102 190 (1) EngDocument10 pagesHGS102 190 (1) Engjuniorferrari06No ratings yet
- 1.0 Scope: Format Change OnlyDocument1 page1.0 Scope: Format Change Onlyjuniorferrari06No ratings yet
- FF850342 BZ Rev1Document1 pageFF850342 BZ Rev1juniorferrari06No ratings yet
- ENS0201Document1 pageENS0201juniorferrari06No ratings yet
- Engineering Specification: Jerry WarrenDocument20 pagesEngineering Specification: Jerry Warrenjuniorferrari06No ratings yet
- English 9 Determiners PDF CbseDocument9 pagesEnglish 9 Determiners PDF CbseAarav SakpalNo ratings yet
- Mobile Wireless Communications 1St Edition Schwartz Solutions Manual Full Chapter PDFDocument22 pagesMobile Wireless Communications 1St Edition Schwartz Solutions Manual Full Chapter PDFelysiarorym2ek100% (9)
- Ryan PrintDocument24 pagesRyan PrintALJHON SABINONo ratings yet
- BM 6010Document6 pagesBM 6010cydolusNo ratings yet
- Cirrus HD-OCT RNFL and ONH Analysis ReportDocument4 pagesCirrus HD-OCT RNFL and ONH Analysis ReportSoma AlshokriNo ratings yet
- Criminal Law - Aggravating CircumstancesDocument9 pagesCriminal Law - Aggravating Circumstancesabo8008No ratings yet
- Consider The Rape of The Lock As A Social SatireDocument3 pagesConsider The Rape of The Lock As A Social SatireElena AiylaNo ratings yet
- Vdocuments - MX Atlas Copco Pneumatic Rock Drilling RigsDocument8 pagesVdocuments - MX Atlas Copco Pneumatic Rock Drilling RigsMohamed SadekNo ratings yet
- CASE STUDY - Nirma V.S HulDocument4 pagesCASE STUDY - Nirma V.S HulRicha Shruti0% (1)
- Word As "BUNDLES" of MeaningDocument19 pagesWord As "BUNDLES" of MeaningDzakiaNo ratings yet
- Icpna Project 1Document29 pagesIcpna Project 1Jesus Martin Yaya TorresNo ratings yet
- Annotated BibliographyDocument4 pagesAnnotated Bibliographychrismason1No ratings yet
- A Model Estimating Bike Lane DemandDocument9 pagesA Model Estimating Bike Lane DemandachiruddinNo ratings yet
- Good Practice Guide No. 120: Avoidance of Corrosion in Plumbing SystemsDocument16 pagesGood Practice Guide No. 120: Avoidance of Corrosion in Plumbing SystemsMochamad Irvan MaulanaNo ratings yet
- 6438Document285 pages6438Ume UmaraNo ratings yet
- Industry CPD: Modelling Buildings For Seismic AnalysisDocument4 pagesIndustry CPD: Modelling Buildings For Seismic Analysisshare4learnNo ratings yet
- MTH 212 OdeDocument18 pagesMTH 212 OdeJames ojochegbNo ratings yet
- Schizophrenia - Risperidine 2Document1 pageSchizophrenia - Risperidine 2Bukola OgunnaikeNo ratings yet
- Polycab Pricelist 21-01-2019Document5 pagesPolycab Pricelist 21-01-2019KULDEEP TRIPATHINo ratings yet
- Radiological SignDocument3 pagesRadiological SignMuhammad BilalNo ratings yet
- The Main Factors Influencing Consumer Behavior Towards Bershka Store in KazakhstanDocument5 pagesThe Main Factors Influencing Consumer Behavior Towards Bershka Store in KazakhstanIJEMR JournalNo ratings yet
- Unit IV Sheet Metal ProcessesDocument40 pagesUnit IV Sheet Metal ProcessesAJAY08No ratings yet