You might also like
- Mechanistic - Empirical Pavement Design Guide: A Manual of PracticeDocument6 pagesMechanistic - Empirical Pavement Design Guide: A Manual of Practicejosue segama egoavilNo ratings yet
- ROADEX Road Widening Guidelines 2012Document37 pagesROADEX Road Widening Guidelines 2012kartika100% (2)
- DRP001-OUF-SPE-W-000-008-B4 (Painting of New Equipment & Piping)Document37 pagesDRP001-OUF-SPE-W-000-008-B4 (Painting of New Equipment & Piping)Kannan MurugesanNo ratings yet
- CN Industry Track StandardsDocument32 pagesCN Industry Track StandardsOscar Orlando CuervoNo ratings yet
- Quality Control & Assurance ManualDocument83 pagesQuality Control & Assurance ManualGopi C Shrestha100% (7)
- En12007-2 2000Document21 pagesEn12007-2 2000Hugo Emanuel SantosNo ratings yet
- E - Asphalt SpecificationDocument44 pagesE - Asphalt SpecificationDragan StojnicNo ratings yet
- 2041Document105 pages2041EL-MUJAHIDNo ratings yet
- MEPDG Manual of PracticesDocument209 pagesMEPDG Manual of PracticesSri RamyaNo ratings yet
- Hoarding Guide April 14 Revision FinalDocument42 pagesHoarding Guide April 14 Revision Finalsamirbendre1No ratings yet
- Eb204 1Document337 pagesEb204 1alikaroutNo ratings yet
- Process Industry Practices Structural: PIP STE05121 Anchor Bolt Design GuideDocument55 pagesProcess Industry Practices Structural: PIP STE05121 Anchor Bolt Design GuideWNo ratings yet
- Construction & Erection of Bridge - BeamsDocument73 pagesConstruction & Erection of Bridge - Beamsahmad fakhruddinNo ratings yet
- Project ReportDocument37 pagesProject ReportXiaoman TuNo ratings yet
- NSCV c7d Ed 1.4 February 2022 Commencing 1 April 2022Document34 pagesNSCV c7d Ed 1.4 February 2022 Commencing 1 April 2022sony2anggaraNo ratings yet
- Engineering For Ship ProductionDocument488 pagesEngineering For Ship ProductionEndarNo ratings yet
- Electronic Architecture and System Engineering FoDocument116 pagesElectronic Architecture and System Engineering Fobnd1uNo ratings yet
- Foundations For Transmission LineDocument73 pagesFoundations For Transmission LineDato Azariani100% (2)
- CADS Bearing PileDocument42 pagesCADS Bearing PileDavidNo ratings yet
- Anchor BLT DGDocument55 pagesAnchor BLT DGSANTOSH KYATOORNo ratings yet
- MRTS04 SupersededDocument96 pagesMRTS04 SupersededAnkush KumarNo ratings yet
- Ms-021 - Laying of GRP Pipelines For SEWERGAE Pressure Works - DMDocument19 pagesMs-021 - Laying of GRP Pipelines For SEWERGAE Pressure Works - DMruwaaquaNo ratings yet
- Technical ReportDocument59 pagesTechnical ReportTheophilus OrupaboNo ratings yet
- Harris Amunga Anyangu ProjectDocument91 pagesHarris Amunga Anyangu ProjectsaravananNo ratings yet
- Bridge 1 Figures CorrectDocument78 pagesBridge 1 Figures Correctusama buttNo ratings yet
- Flexible Asphaltic Plug Expansion Joints For Road Bridges: August 2019Document40 pagesFlexible Asphaltic Plug Expansion Joints For Road Bridges: August 2019Marko ZgbNo ratings yet
- FIS SFS Guide 2018 OnlineDocument36 pagesFIS SFS Guide 2018 OnlineKris LeeNo ratings yet
- SCI ED017 Design and Installation of Light Steel External Wall SystemsDocument36 pagesSCI ED017 Design and Installation of Light Steel External Wall SystemsTiago CastelaniNo ratings yet
- 109002-TSP-417 Specification For Landfall Construction and Pipeline Pull-InDocument41 pages109002-TSP-417 Specification For Landfall Construction and Pipeline Pull-InMohd. Fadhil JamirinNo ratings yet
- Technical Standard TS 35 31 26 60 - Floating Type Private Jetties On Water Way Banks PDFDocument21 pagesTechnical Standard TS 35 31 26 60 - Floating Type Private Jetties On Water Way Banks PDFilijarskNo ratings yet
- Technical Guidelines 2nd EditionDocument71 pagesTechnical Guidelines 2nd EditionMario Luis Lourenco100% (1)
- Process Industry Practices Structural: PIP STE05121 Anchor Bolt Design GuideDocument55 pagesProcess Industry Practices Structural: PIP STE05121 Anchor Bolt Design GuidemithileshNo ratings yet
- Continuous Emission Monitoring System (Cems) Code: Alberta Environmental Protection Environmental ServiceDocument55 pagesContinuous Emission Monitoring System (Cems) Code: Alberta Environmental Protection Environmental ServiceCONo ratings yet
- RP30 1Document132 pagesRP30 1mohamedfirozNo ratings yet
- Installation Guideline: Guideline For Planning, Assembling and Commissioning of Ethercat NetworksDocument70 pagesInstallation Guideline: Guideline For Planning, Assembling and Commissioning of Ethercat NetworkshiperboreoatlantecNo ratings yet
- Technical Specification For Road Rail Equipment FSS550Document70 pagesTechnical Specification For Road Rail Equipment FSS550Ion Logofătu AlbertNo ratings yet
- Structures Repair Guidelines: Engineering (Track & Civil) GuidelineDocument79 pagesStructures Repair Guidelines: Engineering (Track & Civil) GuidelinekanosriNo ratings yet
- Structures Repair Guidelines: Engineering (Track & Civil) GuidelineDocument79 pagesStructures Repair Guidelines: Engineering (Track & Civil) Guidelinekhx2No ratings yet
- Post-Tensioning Tendon Installation and Grouting Manual: May 2013 FHWA-NHI-13-026Document15 pagesPost-Tensioning Tendon Installation and Grouting Manual: May 2013 FHWA-NHI-13-026danko826No ratings yet
- Fdot Modifications To LRFD Specifications For Structural Supports For Highway Signs, Luminaires and Traffic Signals (Lrfdlts-1)Document28 pagesFdot Modifications To LRFD Specifications For Structural Supports For Highway Signs, Luminaires and Traffic Signals (Lrfdlts-1)Luis S Alvarez JrNo ratings yet
- gp860101 ComDocument38 pagesgp860101 Comfahimidrus1No ratings yet
- gp860110 ComDocument30 pagesgp860110 Comfahimidrus1No ratings yet
- PDB MRF 65 508 Ra PDFDocument52 pagesPDB MRF 65 508 Ra PDFAbdulRehmanChaudaryNo ratings yet
- STD Procedure-Evaluation of Proposals For Procurement of Eng PDFDocument90 pagesSTD Procedure-Evaluation of Proposals For Procurement of Eng PDFHaris KhanNo ratings yet
- Australian Guidenlines Designing StationDocument42 pagesAustralian Guidenlines Designing StationUsama NaveedNo ratings yet
- PIP STE05121 Anchor Bolt Design Guide PDFDocument56 pagesPIP STE05121 Anchor Bolt Design Guide PDFjamilNo ratings yet
- Small Bore Tubing Sample PagesDocument8 pagesSmall Bore Tubing Sample PagesJose BijoyNo ratings yet
- Small Bore Tubing Sample Pages PDFDocument8 pagesSmall Bore Tubing Sample Pages PDFJose BijoyNo ratings yet
- Engineering Specifications For Industrial Tracks enDocument32 pagesEngineering Specifications For Industrial Tracks enPiero ZaniniNo ratings yet
- Closing-Out Report: Project Consultancy ServicesDocument175 pagesClosing-Out Report: Project Consultancy ServicesHusam AhmedNo ratings yet
- NSCV - c7d - October 2010Document34 pagesNSCV - c7d - October 2010sony2anggaraNo ratings yet
- gp860103 ComDocument45 pagesgp860103 Comfahimidrus1No ratings yet
- Audiovisual Guidelines Part5 v2 2019 11Document37 pagesAudiovisual Guidelines Part5 v2 2019 11dihanar206No ratings yet
- PIC Microcontroller Projects in C: Basic to AdvancedFrom EverandPIC Microcontroller Projects in C: Basic to AdvancedRating: 5 out of 5 stars5/5 (10)
- Deploying QoS for Cisco IP and Next Generation Networks: The Definitive GuideFrom EverandDeploying QoS for Cisco IP and Next Generation Networks: The Definitive GuideRating: 5 out of 5 stars5/5 (2)
- Network Processors: Architecture, Programming, and ImplementationFrom EverandNetwork Processors: Architecture, Programming, and ImplementationNo ratings yet
- (Android) Pix4Dmapper Capture App Manual - SupportDocument3 pages(Android) Pix4Dmapper Capture App Manual - SupportEric MartinezNo ratings yet
- DronesInConstruction SkywardGuideDocument38 pagesDronesInConstruction SkywardGuideEric MartinezNo ratings yet
- (Android) Pix4Dmapper Capture App Getting Started - SupportDocument3 pages(Android) Pix4Dmapper Capture App Getting Started - SupportEric MartinezNo ratings yet
- Cloud Connected Bim CoordinationDocument2 pagesCloud Connected Bim CoordinationEric MartinezNo ratings yet
- A Case Study of Building Information ModDocument12 pagesA Case Study of Building Information ModEric MartinezNo ratings yet
- Yes To Tech - How To Blog On Wix GuideDocument4 pagesYes To Tech - How To Blog On Wix GuideEric MartinezNo ratings yet
- BIM Project Execution Planning Guide-V2Document138 pagesBIM Project Execution Planning Guide-V2Eric MartinezNo ratings yet
- Autodesk App Store - Civil Table Export Help FileDocument3 pagesAutodesk App Store - Civil Table Export Help FileEric MartinezNo ratings yet
- LGS Ground Penetrating Radar Systems and Use White Paper 0620 enDocument12 pagesLGS Ground Penetrating Radar Systems and Use White Paper 0620 enEric MartinezNo ratings yet
- BIM IN PRACTICE BIM What Is It PDFDocument7 pagesBIM IN PRACTICE BIM What Is It PDFEric MartinezNo ratings yet
- ITECH1000 Assignment1 Specification Sem22014Document6 pagesITECH1000 Assignment1 Specification Sem22014Nitin KumarNo ratings yet
- Testing, Adjusting, and Balancing - TabDocument19 pagesTesting, Adjusting, and Balancing - TabAmal Ka100% (1)
- Sample Chapter - Oil and Gas Well Drilling Technology PDFDocument19 pagesSample Chapter - Oil and Gas Well Drilling Technology PDFDavid John100% (1)
- NumpyDocument23 pagesNumpymuzammil jawedNo ratings yet
- 145Kv Sf6 Circuit Breaker Type Ltb145D1/B List of Drawings: Description Document Reference NO. SRDocument13 pages145Kv Sf6 Circuit Breaker Type Ltb145D1/B List of Drawings: Description Document Reference NO. SRneeraj100% (1)
- Symmetries and Conservation Laws-Consequences of Noether TheoremDocument8 pagesSymmetries and Conservation Laws-Consequences of Noether TheoremmastinaropuruNo ratings yet
- EI 6702-Logic and Distributed Control SystemDocument2 pagesEI 6702-Logic and Distributed Control SystemMnskSaro50% (2)
- Pipe Clamp For Sway Bracing TOLCODocument1 pagePipe Clamp For Sway Bracing TOLCOEdwin G Garcia ChNo ratings yet
- Product Specifications: Handheld Termination AidDocument1 pageProduct Specifications: Handheld Termination AidnormNo ratings yet
- Alimak Alc - IIDocument62 pagesAlimak Alc - IImoiburNo ratings yet
- ADO NET Tutorial - 16Document18 pagesADO NET Tutorial - 16Fenil Desai100% (1)
- Como Desarmar Sony Vaio VGN-FE PDFDocument14 pagesComo Desarmar Sony Vaio VGN-FE PDFPeruInalambrico Redes InalambricasNo ratings yet
- Guide-to-Proficiency-Testing-Australia 2019Document29 pagesGuide-to-Proficiency-Testing-Australia 2019ffatikatuss100% (1)
- Practice Question ElectricityDocument3 pagesPractice Question ElectricityIvan SetyawanNo ratings yet
- Database Programming With SQL 12-3: DEFAULT Values, MERGE, and Multi-Table Inserts Practice ActivitiesDocument2 pagesDatabase Programming With SQL 12-3: DEFAULT Values, MERGE, and Multi-Table Inserts Practice ActivitiesFlorin CatalinNo ratings yet
- Audio Evolution Mobile User Manual For AndroidDocument336 pagesAudio Evolution Mobile User Manual For AndroidkbalazsNo ratings yet
- 2023-1509 TopSolid'Design Library Designer's GuideDocument21 pages2023-1509 TopSolid'Design Library Designer's GuideMáy TiệnNo ratings yet
- LBX 6513DS VTMDocument4 pagesLBX 6513DS VTMsergiocuencascribNo ratings yet
- Fisher Paykel SmartLoad Dryer DEGX1, DGGX1 Service ManualDocument70 pagesFisher Paykel SmartLoad Dryer DEGX1, DGGX1 Service Manualjandre61100% (2)
- Unit Exam 5Document3 pagesUnit Exam 5Rose AstoNo ratings yet
- Initial and Final Setting Time of CementDocument20 pagesInitial and Final Setting Time of CementTesfayeNo ratings yet
- Chapter 6 - Process Capability AnalysisDocument21 pagesChapter 6 - Process Capability AnalysisKaya Eralp AsanNo ratings yet
- Q2. Give An Example of Each A. Stochastic Model B. Continuous Model C. Discrete Model D. Static Model E. Dynamic ModelDocument2 pagesQ2. Give An Example of Each A. Stochastic Model B. Continuous Model C. Discrete Model D. Static Model E. Dynamic Modelsheena RomNo ratings yet
- Geomorphic Evidences of Recent Tectonic Activity in The Forearc, Southern PeruDocument11 pagesGeomorphic Evidences of Recent Tectonic Activity in The Forearc, Southern PeruVayolait BardNo ratings yet
- ATR4518R2Document2 pagesATR4518R2estebanarca50% (4)
- VT300 User ManualDocument21 pagesVT300 User ManualLuvNo ratings yet
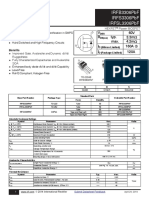
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADocument12 pagesIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligNo ratings yet
- User's Manual HEIDENHAIN Conversational Format ITNC 530Document747 pagesUser's Manual HEIDENHAIN Conversational Format ITNC 530Mohamed Essam Mohamed100% (2)
- Heat Fusion of Ice ReportDocument8 pagesHeat Fusion of Ice Reporthasifah abdazizNo ratings yet
- BASF Snap Fit Design GuideDocument24 pagesBASF Snap Fit Design Guideomerscheen100% (6)