You might also like
- Centrifugal Pump PDFDocument20 pagesCentrifugal Pump PDFSumedh Singh100% (1)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Braided HoseDocument72 pagesBraided HosesmrndrdasNo ratings yet
- Sae Ams 5513J-2015Document5 pagesSae Ams 5513J-2015Mehdi MokhtariNo ratings yet
- Chemistry Paper 1 - 2018-2003 - QP PDFDocument539 pagesChemistry Paper 1 - 2018-2003 - QP PDFal_helu26No ratings yet
- Vapor Recovery Unit (VRU) Principles: Oil Storage Vapor PressureDocument5 pagesVapor Recovery Unit (VRU) Principles: Oil Storage Vapor PressureRicardo BecNo ratings yet
- MVR Writeup 2016Document13 pagesMVR Writeup 2016Abhijeet Jhankal100% (1)
- Solvent Vapor Recovery and VOC Emission ControlDocument8 pagesSolvent Vapor Recovery and VOC Emission ControlAnonymous ocCa18RNo ratings yet
- Awwa C561 Fabricated Stainless Steel Slide GatesDocument36 pagesAwwa C561 Fabricated Stainless Steel Slide GatesLuis DanielNo ratings yet
- Stainless Steel Welding PDFDocument16 pagesStainless Steel Welding PDFWilmer Howard BenderNo ratings yet
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Performance HRSGDocument7 pagesPerformance HRSGalfnusi173100% (1)
- Ejector Vapour Recovery UnitDocument4 pagesEjector Vapour Recovery UnitMuhammad ImranNo ratings yet
- Process Compressors Theory - Air and GasDocument10 pagesProcess Compressors Theory - Air and GasJay ShahNo ratings yet
- Large Size Conveyor ChainDocument156 pagesLarge Size Conveyor ChainManatchaiSanNo ratings yet
- Method of Statement Material Handling, Preservation and StorageDocument8 pagesMethod of Statement Material Handling, Preservation and StoragefazalrehmanNo ratings yet
- NIDI Welding Duplex and Super Duplex SSDocument24 pagesNIDI Welding Duplex and Super Duplex SSAnonymous jlciIdX8q0% (1)
- Compressor Equipment in Oil and Gas IndustryDocument4 pagesCompressor Equipment in Oil and Gas IndustryHamid HameedNo ratings yet
- Hydrogen CompressorDocument10 pagesHydrogen CompressorRuchiraNo ratings yet
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Previews ASME TDP-1 2013 PreDocument9 pagesPreviews ASME TDP-1 2013 PreLuis MarshNo ratings yet
- API 571 SummaryDocument44 pagesAPI 571 SummaryTariq100% (2)
- Organic Rankine Cycles: IIT BombayDocument19 pagesOrganic Rankine Cycles: IIT BombayShubham PunjabiNo ratings yet
- Challenges of Welding of Catalyst TubesDocument16 pagesChallenges of Welding of Catalyst TubesTravis SkinnerNo ratings yet
- Refinery Best PracticesDocument18 pagesRefinery Best PracticesLuis EnriqueNo ratings yet
- Lesson 1 What Plant Cycle Chemistry and Why Is It Important PDFDocument6 pagesLesson 1 What Plant Cycle Chemistry and Why Is It Important PDFthanhhuyenNo ratings yet
- UOP CCR PlatformingDocument3 pagesUOP CCR PlatformingEduardo Carrillo Diaz100% (1)
- Choosing Process Vaccum PumpsDocument8 pagesChoosing Process Vaccum PumpsWade ColemanNo ratings yet
- Run Clean With Dry Vacuum PumpsDocument10 pagesRun Clean With Dry Vacuum PumpsicingrockNo ratings yet
- Compressors and Compressed Air Systems R1Document98 pagesCompressors and Compressed Air Systems R1Duy Hiệp NguyễnNo ratings yet
- Mathematics - A Course in Fluid Mechanics With Vector FieldDocument198 pagesMathematics - A Course in Fluid Mechanics With Vector FieldprashanthreddyhNo ratings yet
- AMMONIA Syn Gas Drying With Z4-01Document4 pagesAMMONIA Syn Gas Drying With Z4-01raghu4594No ratings yet
- Maximization of Natural Gas Liquids Production From An Existing Gas PlantDocument9 pagesMaximization of Natural Gas Liquids Production From An Existing Gas PlantFranco Camacho CanchariNo ratings yet
- Dynamic Modelling and Control of Cryogenic AIR Separation PlantsDocument7 pagesDynamic Modelling and Control of Cryogenic AIR Separation PlantsThiago Victor da Silva BonfimNo ratings yet
- Air CompressorsDocument3 pagesAir CompressorsSheraz Abdul HayeeNo ratings yet
- Volumetric Efficiency and Pressure Pulsations of A Triplex Reciprocating Supercritical CO PumpDocument24 pagesVolumetric Efficiency and Pressure Pulsations of A Triplex Reciprocating Supercritical CO PumpFrancesca CoattiNo ratings yet
- Energy Saving by Purge Gas Recovery UnitDocument20 pagesEnergy Saving by Purge Gas Recovery UnitFerdian AziziNo ratings yet
- T5pg1 6Document6 pagesT5pg1 6ramsebNo ratings yet
- Mechatronics ProjectDocument22 pagesMechatronics ProjectDevrat SahNo ratings yet
- Compressor ApplicationDocument10 pagesCompressor ApplicationbbisdNo ratings yet
- Energy Saving by Purge Gas Recovery Unit: April 2016Document21 pagesEnergy Saving by Purge Gas Recovery Unit: April 2016Mithilesh ShamkuwarNo ratings yet
- Compression Options For The Hydrogen EconomyDocument4 pagesCompression Options For The Hydrogen EconomyJCI CilacapNo ratings yet
- Lessons Learned: From Natural Gas STAR PartnersDocument15 pagesLessons Learned: From Natural Gas STAR PartnersbaluNo ratings yet
- Recycle Compressor Power CostDocument13 pagesRecycle Compressor Power CostAmauche OgeNo ratings yet
- Recovering Hydrogen - and Profits - From Hydrogen-Rich OffgasDocument6 pagesRecovering Hydrogen - and Profits - From Hydrogen-Rich OffgasEvminidaNo ratings yet
- Sampling Points and Parameters For LP Steam Generators CT 2020Document9 pagesSampling Points and Parameters For LP Steam Generators CT 2020moiNo ratings yet
- UNIT 4pneumaticsDocument16 pagesUNIT 4pneumaticsnaveenNo ratings yet
- Durable PD TechnologyDocument9 pagesDurable PD TechnologyMohammad IslamNo ratings yet
- Case Study Troubleshooting Centrifugal Compressor TripsDocument13 pagesCase Study Troubleshooting Centrifugal Compressor TripsiJordanScribdNo ratings yet
- Convincing Worldwide: HERMETIC Pumps in The Refrigeration IndustryDocument28 pagesConvincing Worldwide: HERMETIC Pumps in The Refrigeration IndustryJose Ignacio Figueroa CortesNo ratings yet
- Recent Developments in Urea Plant Design: Pan OrphanidesDocument17 pagesRecent Developments in Urea Plant Design: Pan OrphanidesMagdy SalehNo ratings yet
- The Role of Oxygen and Hydrogen in Refining - tcm17-416854Document8 pagesThe Role of Oxygen and Hydrogen in Refining - tcm17-416854alhag alhebirNo ratings yet
- Process Dynamic and Control For Nonconventional CoDocument7 pagesProcess Dynamic and Control For Nonconventional Copedro.canoNo ratings yet
- Frictionless Compressor TechnologyDocument19 pagesFrictionless Compressor TechnologyVikram MatreNo ratings yet
- Maleic Anhydride Production: Soran University Faculty of Engineering - Chemical DepartmentDocument8 pagesMaleic Anhydride Production: Soran University Faculty of Engineering - Chemical Departmentاحمد حمید کارسول عزیزNo ratings yet
- Experimental Investigation of A Hermetic Scroll ExDocument8 pagesExperimental Investigation of A Hermetic Scroll ExKarthikeyanKarunNo ratings yet
- Aerzen Screw CompressorsDocument16 pagesAerzen Screw CompressorsNguyen NgocNo ratings yet
- Gas Compressor BasicspdfDocument8 pagesGas Compressor Basicspdf1VA19EC035 JYOTHI MNo ratings yet
- Metering Technology Effectively Handles Polyethylene ProductionDocument3 pagesMetering Technology Effectively Handles Polyethylene ProductionRizk ElkhoolyNo ratings yet
- Atlas Copco GAP 8 Stage 200 Bar CO2 CompressorDocument6 pagesAtlas Copco GAP 8 Stage 200 Bar CO2 Compressorpurya89No ratings yet
- Purge Gas RecoveryDocument9 pagesPurge Gas RecoveryMithilesh ShamkuwarNo ratings yet
- 10 1002@ghg 1663Document12 pages10 1002@ghg 1663GCH2SOLNo ratings yet
- Gas Turbines Durability in Harsh EnvironmentsDocument9 pagesGas Turbines Durability in Harsh EnvironmentsMahsaNo ratings yet
- PE-high Pressure Process PDFDocument4 pagesPE-high Pressure Process PDFAntonio MendesNo ratings yet
- Trimech CatalogueDocument8 pagesTrimech Cataloguecaprolactamcl4571No ratings yet
- 4396 14573 1 PB PDFDocument3 pages4396 14573 1 PB PDFMohammed S.GoudaNo ratings yet
- Design and Testing of Ejectors For High Temperature Fuel Cell Hybrid Systems 1 PDFDocument8 pagesDesign and Testing of Ejectors For High Temperature Fuel Cell Hybrid Systems 1 PDFHector Flores Marcos100% (1)
- Boiler - FinalDocument73 pagesBoiler - FinalMohit GauttamNo ratings yet
- CFD Analysis of Catalytic Converter To Increase Filtration Efficiency and Achieve Limited Back PressureDocument6 pagesCFD Analysis of Catalytic Converter To Increase Filtration Efficiency and Achieve Limited Back PressureAlokNo ratings yet
- Compression Modelling in gPROMS For Carbon Capture and Storage Systems: Surge and Speed Control Strategies For Centrifugal Compressors - Extended AbstractDocument10 pagesCompression Modelling in gPROMS For Carbon Capture and Storage Systems: Surge and Speed Control Strategies For Centrifugal Compressors - Extended Abstracteligius884129No ratings yet
- Performance Evaluation and Flame Stabilization ofDocument10 pagesPerformance Evaluation and Flame Stabilization ofB Bala Venkata GaneshNo ratings yet
- Sulzer Revamp CompressorDocument4 pagesSulzer Revamp CompressorAli Barzegar100% (1)
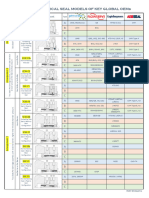
- API Mechanical Seal Models of Reputed Global OEMs 1644656759Document1 pageAPI Mechanical Seal Models of Reputed Global OEMs 1644656759Luis MarshNo ratings yet
- Engineeringpractice May2023Document33 pagesEngineeringpractice May2023jargiaNo ratings yet
- Centrifugal Pump Health Check Up 1691257011Document35 pagesCentrifugal Pump Health Check Up 1691257011Luis MarshNo ratings yet
- Water: Design Aspects, Energy Consumption Evaluation, and ODocument27 pagesWater: Design Aspects, Energy Consumption Evaluation, and OLuis MarshNo ratings yet
- Modeling Choked Flow Through An Orifice (Aft)Document14 pagesModeling Choked Flow Through An Orifice (Aft)Martín Diego MastandreaNo ratings yet
- Pump Engineering DataLubosaDocument22 pagesPump Engineering DataLubosaLuis MarshNo ratings yet
- Cti Atc 105 2000 PDFDocument76 pagesCti Atc 105 2000 PDFLuis Marsh81% (16)
- Excel and MathCadDocument13 pagesExcel and MathCadLuis MarshNo ratings yet
- Excel and MathCadDocument13 pagesExcel and MathCadLuis MarshNo ratings yet
- Asme 1Document3 pagesAsme 1Luis MarshNo ratings yet
- Technical Data: Drillfast Stainless Df12-Ss Standard FastenersDocument6 pagesTechnical Data: Drillfast Stainless Df12-Ss Standard FastenersJonathan DouglasNo ratings yet
- Blasting ProcedureDocument3 pagesBlasting ProcedureFaiz ZainudinNo ratings yet
- CMT555-11-Corrosion Control PDFDocument117 pagesCMT555-11-Corrosion Control PDFAlia ShamsuddinNo ratings yet
- Ra 333Document6 pagesRa 333sunsirNo ratings yet
- The Nuts and Bolts of Marine FastenersDocument10 pagesThe Nuts and Bolts of Marine FastenersMatt ChauvelNo ratings yet
- Iogp S-563 MDS Is105 (A240 316)Document1 pageIogp S-563 MDS Is105 (A240 316)FIKRI BADRULNo ratings yet
- Ceweld - 316H TigDocument1 pageCeweld - 316H TigFilipe CordeiroNo ratings yet
- Walworth-Pressure - Seal 2011 1Document76 pagesWalworth-Pressure - Seal 2011 1einhaw1985No ratings yet
- Controls & Instrumentation Product Manual 9th Edition: T: or FDocument266 pagesControls & Instrumentation Product Manual 9th Edition: T: or Fimecc ingenieriaNo ratings yet
- Timber Frame: Solutions To Design and Build With Frame SystemsDocument24 pagesTimber Frame: Solutions To Design and Build With Frame SystemsGHEORGHE Georgian CristianNo ratings yet
- 1.0 en-US 2020-01 TS.3127Document48 pages1.0 en-US 2020-01 TS.3127ruben estebanNo ratings yet
- Plate Steel CatalogueDocument73 pagesPlate Steel CatalogueMelele MuNo ratings yet
- NeoTat Operation GuideDocument9 pagesNeoTat Operation GuidePatrick PerezNo ratings yet
- CD-500 - Centrifuge Product BulletinDocument4 pagesCD-500 - Centrifuge Product BulletinRuslan ZakirovNo ratings yet
- Catalago Dissolutor PDFDocument48 pagesCatalago Dissolutor PDFJorge Luís AmaralNo ratings yet
- Threading Inserts and GradesDocument3 pagesThreading Inserts and GradeskarthikeyanNo ratings yet
- RINA Pt. D Material and TestingDocument240 pagesRINA Pt. D Material and TestingRichard AlcaldeNo ratings yet
- Matelec CatalogueDocument96 pagesMatelec Catalogue79rrkgyq5pNo ratings yet
- 2500/2500HT Corrosometer Probe: ModelDocument2 pages2500/2500HT Corrosometer Probe: ModelEliasNo ratings yet
- CG 2015238 00 - 2016 Foam Chambers PDFDocument2 pagesCG 2015238 00 - 2016 Foam Chambers PDFLupiNo ratings yet
- Advantages of Electrochemical Polishing of Metals and Alloys in Ionic LiquidDocument21 pagesAdvantages of Electrochemical Polishing of Metals and Alloys in Ionic Liquidqnk7No ratings yet