You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- DL250 Technical Data: Construction Equipment Construction EquipmentDocument12 pagesDL250 Technical Data: Construction Equipment Construction EquipmentFelipe HernandezNo ratings yet
- Gehl SL 4640 4840 5640 6640 Parts ManualDocument2 pagesGehl SL 4640 4840 5640 6640 Parts ManualautobritaiNo ratings yet
- Sandvic DD420 60C SpecDocument4 pagesSandvic DD420 60C SpecAlterSon Grafi KalayNo ratings yet
- 6BG1Document2 pages6BG1Segundo Francisco Jauregui Valencia100% (1)
- Roller Reamer PresentationDocument18 pagesRoller Reamer Presentationmbhadel50% (2)
- IMO Fire Plans Ship Safety SignsDocument61 pagesIMO Fire Plans Ship Safety Signsmercury7k29750100% (3)
- Essentials of Marketing Research 5th Edition Zikmund Test BankDocument18 pagesEssentials of Marketing Research 5th Edition Zikmund Test Bankbrittanylamsfwkpbmzce100% (18)
- Rig 702 PackageDocument3 pagesRig 702 PackageNetzahualcoyotl Esteban JorgeNo ratings yet
- CH 17 - Water Production ControlDocument10 pagesCH 17 - Water Production ControlMaria Theresa-OmwesiimiNo ratings yet
- Wacker Neuson LTN6Document2 pagesWacker Neuson LTN6Jessica Tatiana Muñoz Ortiz67% (3)
- Volvo Single Drum Compactors 11.1 T 74 KW: Volvo Construction Equipment. Building TomorrowDocument2 pagesVolvo Single Drum Compactors 11.1 T 74 KW: Volvo Construction Equipment. Building TomorrowMannanNo ratings yet
- Experiment 11 Lab ManualDocument12 pagesExperiment 11 Lab ManualIlse Barrera100% (1)
- 12.25 QH1RC 627547 PDFDocument1 page12.25 QH1RC 627547 PDFpendexxNo ratings yet
- Defoamer Test Method: 1 Ross-Miles Foam TesterDocument2 pagesDefoamer Test Method: 1 Ross-Miles Foam Testeradnan aslamNo ratings yet
- EDSA People Power RevolutionDocument2 pagesEDSA People Power Revolutionceyavio100% (2)
- Necklace and Magi CCDocument1 pageNecklace and Magi CCMarimar MarianoNo ratings yet
- Cronerlke 210 H 26 Specksheet 2075760570Document2 pagesCronerlke 210 H 26 Specksheet 2075760570Phước NguyễnNo ratings yet
- Mini Excavator: Specifi Cations FeaturesDocument4 pagesMini Excavator: Specifi Cations FeaturesИлья ЧикизовNo ratings yet
- 101.1 IntroductiontoALDocument29 pages101.1 IntroductiontoALBassemNo ratings yet
- Forward Moving Vibratory Plate APFDocument6 pagesForward Moving Vibratory Plate APFMuhaiminNo ratings yet
- Page: M-1 of M-3 © 2017 Caterpillar All Rights Reserved MSS-IND-1000022861-004 PDFDocument3 pagesPage: M-1 of M-3 © 2017 Caterpillar All Rights Reserved MSS-IND-1000022861-004 PDFvishal.nithamNo ratings yet
- Linear Drive DGPL-12 - P-A-GF-B: Catalogue PageDocument2 pagesLinear Drive DGPL-12 - P-A-GF-B: Catalogue PageAbraham PerezNo ratings yet
- TRINIDAD Rig #702 Triple 3600 HP: Substructure Bop EquipmentDocument3 pagesTRINIDAD Rig #702 Triple 3600 HP: Substructure Bop EquipmentNetzahualcoyotl Esteban JorgeNo ratings yet
- 15 DX190W-TD - 2010-06-29 - LRDocument24 pages15 DX190W-TD - 2010-06-29 - LRMarcus LopesNo ratings yet
- TATA 912 LPT Overview Specs, Features & ImagesDocument2 pagesTATA 912 LPT Overview Specs, Features & ImagesTata Light TrucksNo ratings yet
- 7-6325-E (DL310-7) PDFDocument4 pages7-6325-E (DL310-7) PDFMax RojasNo ratings yet
- Axera6 226Document3 pagesAxera6 226Jesinaldo DantasNo ratings yet
- Axera6 226 FichaDocument3 pagesAxera6 226 FichaFer GarciaNo ratings yet
- 6BG1Document2 pages6BG1Muhamad mansurNo ratings yet
- Sandvik Lh518B: Battery Electric LoaderDocument8 pagesSandvik Lh518B: Battery Electric LoaderHukiro ItachiNo ratings yet
- EquiposDocument2 pagesEquiposAnonymous vz0E87iFCNo ratings yet
- 1B20 - 1B20V 1B27 1B30 - 1B30V 1B40 - 1B40V 1B50 - 1B50VDocument8 pages1B20 - 1B20V 1B27 1B30 - 1B30V 1B40 - 1B40V 1B50 - 1B50VchrisrobinsoncnpNo ratings yet
- Specs IR DD-130 22 15298-C-01xxDocument2 pagesSpecs IR DD-130 22 15298-C-01xxRojasNo ratings yet
- (Solo 5-7C) SANDVIKDocument4 pages(Solo 5-7C) SANDVIKCesar Gabriel Valdez SotoNo ratings yet
- DC8.25 2.8125 6 5 8 REG BBRG SESP 31.0 100 Ksi AISI 4145 H ModDocument1 pageDC8.25 2.8125 6 5 8 REG BBRG SESP 31.0 100 Ksi AISI 4145 H ModNithin OtNo ratings yet
- 571 Bfe 5 Ad 557 FD 1 Da 3 Aa 81 C 48Document16 pages571 Bfe 5 Ad 557 FD 1 Da 3 Aa 81 C 48pouyaNo ratings yet
- AXERA 6-226: Technical Specification 6-9650-B 2004-07-02Document4 pagesAXERA 6-226: Technical Specification 6-9650-B 2004-07-02cristianNo ratings yet
- Craig 2010Document10 pagesCraig 2010GERARDO TORRES RUIZNo ratings yet
- Jumbo Dl420 7cDocument4 pagesJumbo Dl420 7cRodrigo ContrerasNo ratings yet
- GEHL en Technical Data BL818 Backhoe Loader No Bleed 0Document2 pagesGEHL en Technical Data BL818 Backhoe Loader No Bleed 0Indra RobiansyahNo ratings yet
- 519 LeafDGLeaflet PDFDocument2 pages519 LeafDGLeaflet PDFeichermguptaNo ratings yet
- Shelf Drilling Comet Spec Sheet Jan 2016Document2 pagesShelf Drilling Comet Spec Sheet Jan 2016John SuarezNo ratings yet
- 06 (1) Vol de Ran MedDocument7 pages06 (1) Vol de Ran MedLhau009No ratings yet
- HYDPRO - Drilling Hydraulics Model: Fluid PropertiesDocument2 pagesHYDPRO - Drilling Hydraulics Model: Fluid PropertiesjesusNo ratings yet
- Axera 7260t Sandvik Mining and ConstructionDocument4 pagesAxera 7260t Sandvik Mining and ConstructiondaniloNo ratings yet
- 6-9660-F (DD320-40) PDFDocument4 pages6-9660-F (DD320-40) PDFlorenzo henerNo ratings yet
- CS79BDocument2 pagesCS79BricopanjaitanNo ratings yet
- Walk-Behind Roller: A 2-In-1 MachineDocument2 pagesWalk-Behind Roller: A 2-In-1 MachineAndré LinharesNo ratings yet
- Shelf Drilling - Harvey H Ward - Spec Sheet Nov 2021Document2 pagesShelf Drilling - Harvey H Ward - Spec Sheet Nov 2021Gamal AbdayemNo ratings yet
- Forwarder Cat 534-544Document4 pagesForwarder Cat 534-544Alessandro CoutoNo ratings yet
- Ord CapasityDocument2 pagesOrd CapasitybardanNo ratings yet
- MSS Ind 18279748 009Document4 pagesMSS Ind 18279748 009christopherNo ratings yet
- Shelf Drilling Rig 141 Spec Sheet Dec 2015Document2 pagesShelf Drilling Rig 141 Spec Sheet Dec 2015Ahmed Arabi AldeebNo ratings yet
- Engine Drivetrain: Z-Bar/Xt/Xr Wheel LoaderDocument16 pagesEngine Drivetrain: Z-Bar/Xt/Xr Wheel LoaderIgor PancevskiNo ratings yet
- FH239 SeriesDocument2 pagesFH239 SeriesJhonys BlancoNo ratings yet
- DC6.75 2.8125 NC50 BBRG SESP 31.0 110 Ksi AISI 4145 H ModDocument1 pageDC6.75 2.8125 NC50 BBRG SESP 31.0 110 Ksi AISI 4145 H ModNithin OtNo ratings yet
- Specifications JumboDocument4 pagesSpecifications JumboChristianM.LeandroYauriNo ratings yet
- KD440 PDFDocument4 pagesKD440 PDFHarpreet SinghNo ratings yet
- Motor Graders 865B SpecsDocument4 pagesMotor Graders 865B SpecsKaji shankar BasnetNo ratings yet
- Overcome Your Most Demanding Automation Challenges: Biffi Actuators and Control SystemsDocument20 pagesOvercome Your Most Demanding Automation Challenges: Biffi Actuators and Control SystemsIsmael García LopezNo ratings yet
- VHP Series Gas Engine: 366 - 515 BHP (273 - 384 KWB) 366 - 515 BHP (273 - 384 KWB)Document2 pagesVHP Series Gas Engine: 366 - 515 BHP (273 - 384 KWB) 366 - 515 BHP (273 - 384 KWB)feryNo ratings yet
- Page: M-1 of M-4 © 2017 Caterpillar All Rights Reserved MSS-IND-1000003137-012 PDFDocument4 pagesPage: M-1 of M-4 © 2017 Caterpillar All Rights Reserved MSS-IND-1000003137-012 PDFبحب اصحابيNo ratings yet
- Jar Golden Rules - 7835485 - 01Document1 pageJar Golden Rules - 7835485 - 01Gharib HashemNo ratings yet
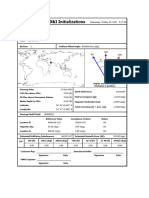
- D&I InitializationsDocument1 pageD&I InitializationsGharib HashemNo ratings yet
- DD Abdulrahman CVDocument2 pagesDD Abdulrahman CVGharib HashemNo ratings yet
- Drilllink Downlink - BrochureDocument2 pagesDrilllink Downlink - BrochureGharib HashemNo ratings yet
- ContinuousDLS 4243437 01Document5 pagesContinuousDLS 4243437 01Gharib HashemNo ratings yet
- When Tonot To BackreamDocument14 pagesWhen Tonot To BackreamGharib HashemNo ratings yet
- Churchhill Tool-8 5in - Rig Floor Instructions - CDTDocument2 pagesChurchhill Tool-8 5in - Rig Floor Instructions - CDTGharib HashemNo ratings yet
- Drill Out Procedure With PDC Bit On MotorDocument1 pageDrill Out Procedure With PDC Bit On MotorGharib HashemNo ratings yet
- RC - Nozzle Guide - Smith BitsDocument8 pagesRC - Nozzle Guide - Smith BitsGharib HashemNo ratings yet
- DE SIG DYK Autodriller Rev1Document1 pageDE SIG DYK Autodriller Rev1Gharib HashemNo ratings yet
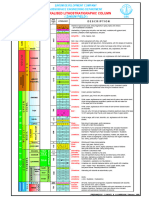
- Zakum Field Lithology ColumnDocument1 pageZakum Field Lithology ColumnGharib HashemNo ratings yet
- APS-TDS-SureDrill-Drilling-Dynamics-Monitor Real TimeDocument2 pagesAPS-TDS-SureDrill-Drilling-Dynamics-Monitor Real TimeGharib HashemNo ratings yet
- CaCO3 GradesDocument2 pagesCaCO3 GradesGharib HashemNo ratings yet
- IADC BIT ChartDocument3 pagesIADC BIT ChartGharib HashemNo ratings yet
- Air Drilling With MotorsDocument6 pagesAir Drilling With MotorsGharib HashemNo ratings yet
- Rig Componant1Document49 pagesRig Componant1Gharib HashemNo ratings yet
- OTA External Alarm Solution V1 18 - FinalDocument32 pagesOTA External Alarm Solution V1 18 - FinalKhaled NoNo ratings yet
- OrchemDocument63 pagesOrchemQuerryflurrNo ratings yet
- RMS - UHS - Misch Metal Steel - 19x2.49mm - 24MAR22 - SignedDocument3 pagesRMS - UHS - Misch Metal Steel - 19x2.49mm - 24MAR22 - SignedNirmal WiresNo ratings yet
- Hunter-Gatherer Foraging Variability Dur PDFDocument367 pagesHunter-Gatherer Foraging Variability Dur PDFAleks GarcíaNo ratings yet
- Biometric DevicesDocument10 pagesBiometric DevicesAnonymous rC393RQm5VNo ratings yet
- Three Pilgrimages To The Holy Land Saewulf A True Account Of The Situation In Jerusalem John Of Wurzburg A Description Of The Places Of The Holy Land Theoderic A Little Book Of The Holy Places ebook full chapterDocument52 pagesThree Pilgrimages To The Holy Land Saewulf A True Account Of The Situation In Jerusalem John Of Wurzburg A Description Of The Places Of The Holy Land Theoderic A Little Book Of The Holy Places ebook full chaptercarol.johnson370100% (5)
- Igate GW040-HDocument1 pageIgate GW040-HThai Son NguyenNo ratings yet
- Eapp ReviewerDocument2 pagesEapp ReviewerGelu SyNo ratings yet
- Shanghai Houtan ParkDocument10 pagesShanghai Houtan ParkMorian Saspriatnadi100% (1)
- P2 CH 4-8+SM1 Practice Paper - QP3Document12 pagesP2 CH 4-8+SM1 Practice Paper - QP3Thi Hanh Nguyen LeNo ratings yet
- CMP Bengaluru - Final ReportDocument242 pagesCMP Bengaluru - Final ReportSajjad HossainNo ratings yet
- 7Document20 pages7karimNo ratings yet
- Explosive RegDocument26 pagesExplosive RegvictorNo ratings yet
- OnGuard 7.6 - DS Web02Document2 pagesOnGuard 7.6 - DS Web02dune_misterNo ratings yet
- Perusahaan KelurgaDocument19 pagesPerusahaan KelurgaRahmatNo ratings yet
- Portfolio EssayDocument3 pagesPortfolio Essayapi-547515381No ratings yet
- Advertising & The End of The World Study GuideDocument25 pagesAdvertising & The End of The World Study Guideschole60No ratings yet
- AstanDocument4 pagesAstanAbdirahmanNo ratings yet
- BECC 102 Assignment 2021 EnglishDocument5 pagesBECC 102 Assignment 2021 Englishcode tubeNo ratings yet
- XML Extensible Markup LanguageDocument59 pagesXML Extensible Markup LanguagevssNo ratings yet
- CLock BoardsDocument4 pagesCLock BoardsMudassir HussainNo ratings yet
- Anim Breeding RGDocument30 pagesAnim Breeding RGVidya shree GNo ratings yet
- Leadership Styles: Related PapersDocument8 pagesLeadership Styles: Related PaperstadiwaNo ratings yet