You might also like
- The Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsFrom EverandThe Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsNo ratings yet
- AWWA D100 Standard For Welded Carbon Steel Tanks For Water Storage PDFDocument139 pagesAWWA D100 Standard For Welded Carbon Steel Tanks For Water Storage PDFAlfredobiagioniNo ratings yet
- SMP Gateway SoftPLC Reference ManualDocument47 pagesSMP Gateway SoftPLC Reference Manualswalker948100% (1)
- AP CIGRETechnicalBrochures 120913 1358 24Document35 pagesAP CIGRETechnicalBrochures 120913 1358 24Juan VegaNo ratings yet
- Composite Insulation For Reliability Centered Design of Compact HVAC & HVDCDocument6 pagesComposite Insulation For Reliability Centered Design of Compact HVAC & HVDCshlee1977No ratings yet
- Math Review For The FE ExamDocument86 pagesMath Review For The FE ExamMohamed KadriNo ratings yet
- CCPW QC 504 Concrete Inspection FormDocument2 pagesCCPW QC 504 Concrete Inspection FormAhmed Kassem100% (1)
- MSG 3Document43 pagesMSG 3Juan Zamora0% (1)
- Seminar Report On Composite InsulatorsDocument12 pagesSeminar Report On Composite InsulatorsArti Mittal33% (3)
- The Effect of Transformers Vector Group On Retained Voltage Magnitude and Sag Frequency at Industrial Sites Due To FaultsDocument7 pagesThe Effect of Transformers Vector Group On Retained Voltage Magnitude and Sag Frequency at Industrial Sites Due To FaultsputrasejahtraNo ratings yet
- Improvement in The Design and The Reliability of Toughened Glass Insulators For AC and DC Transmission Lines, Parraud & Dumora - SEDIVERDocument9 pagesImprovement in The Design and The Reliability of Toughened Glass Insulators For AC and DC Transmission Lines, Parraud & Dumora - SEDIVERTécnica Fase, S.A.No ratings yet
- OhioBrass - 26-HiLite Transmission IsolatorsDocument36 pagesOhioBrass - 26-HiLite Transmission Isolatorslduong4No ratings yet
- Norma Canadiense Interferencia (CAN3-C108 3 1-M84)Document26 pagesNorma Canadiense Interferencia (CAN3-C108 3 1-M84)Pancho RomanNo ratings yet
- Technical Specification: Optical Ground WireDocument9 pagesTechnical Specification: Optical Ground WireMiftahul KhairNo ratings yet
- HVDC Rihand 500KVDocument6 pagesHVDC Rihand 500KVpremredNo ratings yet
- 21 Guide Using International StandardsDocument9 pages21 Guide Using International Standardslebsework1801No ratings yet
- 2016 CIGRE SC ScopeofWorkDocument36 pages2016 CIGRE SC ScopeofWorkaleksandarlaskovNo ratings yet
- UEP Bulletin 1724E-205 PDFDocument51 pagesUEP Bulletin 1724E-205 PDFBell drumNo ratings yet
- Polymer Post Insulators For 46 To 500kV Applications: CatalogDocument23 pagesPolymer Post Insulators For 46 To 500kV Applications: CatalogHFandino1No ratings yet
- Autolab Application Note COR02Document54 pagesAutolab Application Note COR02hainguyenbkvhvNo ratings yet
- 132kV Straight Cable Joints Outdoor Terminations SF6 Cable Sealing EndsDocument15 pages132kV Straight Cable Joints Outdoor Terminations SF6 Cable Sealing Endsmarwen1986No ratings yet
- PA CIGRE-2014 A Deeper Insight Into Fault Location On Long Submarine Power Cables ENDocument10 pagesPA CIGRE-2014 A Deeper Insight Into Fault Location On Long Submarine Power Cables ENUsman AliNo ratings yet
- ZTT AdssDocument9 pagesZTT AdssJose GonzalesNo ratings yet
- 11 João B G F Silva - Innovative Solutions For Overhead Line SupportDocument48 pages11 João B G F Silva - Innovative Solutions For Overhead Line SupportJorge Pinto RochaNo ratings yet
- IEEE-TPC RatingWith738 26july2010 PDFDocument28 pagesIEEE-TPC RatingWith738 26july2010 PDFbeimar_nalNo ratings yet
- Pirelli PDFDocument24 pagesPirelli PDFFarhan ShahNo ratings yet
- ACCCDocument6 pagesACCCDong BachNo ratings yet
- Designs For Brazil of Lightning Resistant OPGWDocument7 pagesDesigns For Brazil of Lightning Resistant OPGWJjjjpf100% (1)
- Post InsulatorDocument2 pagesPost InsulatorBilal AhmadNo ratings yet
- WGR 273 1Document5 pagesWGR 273 1jan rogerNo ratings yet
- State of Art Universal Impulse Current Test System PDFDocument36 pagesState of Art Universal Impulse Current Test System PDFachalconstNo ratings yet
- Combined Resin Silicon Bushing Comem CRS-ABB OS EN-12-12-2019Document12 pagesCombined Resin Silicon Bushing Comem CRS-ABB OS EN-12-12-2019dlawless6249No ratings yet
- Conference Proceedings 2014Document456 pagesConference Proceedings 2014andersonkreischerNo ratings yet
- Cigre WG C4303 0Document15 pagesCigre WG C4303 0Saturnino42100% (1)
- RwSubmarine Cables - 1920T2 - PE4 5EEBDocument10 pagesRwSubmarine Cables - 1920T2 - PE4 5EEBJancis VBNo ratings yet
- Effect of Soil Thermal Resistivity On Underground Cable InstallationDocument4 pagesEffect of Soil Thermal Resistivity On Underground Cable InstallationRamesh VrNo ratings yet
- LS EHV Cable System: 66 500kV XLPE Cable & AccessoriesDocument64 pagesLS EHV Cable System: 66 500kV XLPE Cable & AccessoriesRachid HamianiNo ratings yet
- External Insulation Design of Converter (XS800)Document7 pagesExternal Insulation Design of Converter (XS800)Nunna BaskarNo ratings yet
- Substations-Pdf Parte5 PDFDocument76 pagesSubstations-Pdf Parte5 PDFCopr'esunaestafa EditorialdemierdaNo ratings yet
- Din 18332 2002 enDocument10 pagesDin 18332 2002 enClaudia CarhuaniNo ratings yet
- Diagnostic and Testing HV CableDocument19 pagesDiagnostic and Testing HV CableSISWANTO0% (1)
- IEEE - STD - 998 - 2012 Guide For Direct Lightning Stroke Shielding of SubstationsDocument227 pagesIEEE - STD - 998 - 2012 Guide For Direct Lightning Stroke Shielding of SubstationsAusten JohnnyNo ratings yet
- Quantity of Sf6 Nxplus CDocument3 pagesQuantity of Sf6 Nxplus CWhitney HoffmanNo ratings yet
- Life Extension of Large Electric MotorsDocument20 pagesLife Extension of Large Electric MotorsPradeep SinghNo ratings yet
- Optical Fiber Transmission Media (Opgw) For A Reliable Operation of The Telecommunication and Protection System On Hvac SystemDocument25 pagesOptical Fiber Transmission Media (Opgw) For A Reliable Operation of The Telecommunication and Protection System On Hvac SystemCarlos Alberto Di PalmaNo ratings yet
- Surge Arrester 3EP6: Operating ManualDocument17 pagesSurge Arrester 3EP6: Operating ManualLong TranNo ratings yet
- Power Transmission Over Long Distances With CablesDocument8 pagesPower Transmission Over Long Distances With CablesramsesiNo ratings yet
- Cigre 015Document23 pagesCigre 015emilioaraNo ratings yet
- Technical Specification: IEC/TS 60815-1Document7 pagesTechnical Specification: IEC/TS 60815-1Anonymous ep7LE5ZdP5No ratings yet
- (1981) - Single Phase Switching Tests On The AEP 765 KVDocument7 pages(1981) - Single Phase Switching Tests On The AEP 765 KVluan balbinoNo ratings yet
- WBN026 - B2.63 - Feb21-Compact AC Lines - Tutorial On CIGRE TB 792Document62 pagesWBN026 - B2.63 - Feb21-Compact AC Lines - Tutorial On CIGRE TB 792armien edwardsNo ratings yet
- Cigre 273Document43 pagesCigre 273juantorres85No ratings yet
- IEC 60949-1988 Amd1-2008Document10 pagesIEC 60949-1988 Amd1-2008emilio antonio arteta romanNo ratings yet
- (Catalogue) OPGW Ver.2Document16 pages(Catalogue) OPGW Ver.2scribdgineerNo ratings yet
- 219 Recommendations For Testing DC Extruded Cable Systems For Power Transmission at A Rated Voltage Up To 250 KVDocument31 pages219 Recommendations For Testing DC Extruded Cable Systems For Power Transmission at A Rated Voltage Up To 250 KVepriNo ratings yet
- PASS M0S 252 KV: Innovative Solution For Transmission Substation Up To 252 KVDocument8 pagesPASS M0S 252 KV: Innovative Solution For Transmission Substation Up To 252 KVtomquirozNo ratings yet
- (3.6/6 KV 18/30 KV) Cu/XLPE/CTS/SWA/PVC (N2XSEYRY) : SNI IEC 60502-2 / IEC 60502-2Document3 pages(3.6/6 KV 18/30 KV) Cu/XLPE/CTS/SWA/PVC (N2XSEYRY) : SNI IEC 60502-2 / IEC 60502-2ErwinNo ratings yet
- Leader XLPE VisualDocument64 pagesLeader XLPE VisualMohd Izham IdrisNo ratings yet
- Raychem Saudi Arabia Ltd. High Voltage, Medium Voltage & Low Voltage Cable Joints, Termination Kits & Heat Shrinkable TubingDocument4 pagesRaychem Saudi Arabia Ltd. High Voltage, Medium Voltage & Low Voltage Cable Joints, Termination Kits & Heat Shrinkable TubingGIBUNo ratings yet
- EMTP Simulation Lightning MV PDFDocument4 pagesEMTP Simulation Lightning MV PDFCarlos Lino Rojas AgüeroNo ratings yet
- Power Transformer Online Monitoring Using Electromagnetic WavesFrom EverandPower Transformer Online Monitoring Using Electromagnetic WavesNo ratings yet
- Silcosil Silicone Insulators AI ENDocument20 pagesSilcosil Silicone Insulators AI ENСтефан ВасилевNo ratings yet
- Silcosil-Silicone-Insulators-AI-EN - 01 Technical Article Composite InsulatorDocument20 pagesSilcosil-Silicone-Insulators-AI-EN - 01 Technical Article Composite Insulatorpoci11No ratings yet
- Pfisterer SefagDocument20 pagesPfisterer SefagJordan Riley100% (1)
- Room Temperature Vulcanized PRTV RTV Silicone Coatings For Ceramic InsulatorsDocument4 pagesRoom Temperature Vulcanized PRTV RTV Silicone Coatings For Ceramic InsulatorsthangbinhbkNo ratings yet
- OPGW Non-Metallic Loose Tube Type - OPGW - Taihan FiberopticsDocument7 pagesOPGW Non-Metallic Loose Tube Type - OPGW - Taihan FiberopticsthangbinhbkNo ratings yet
- Pfisterer Non Ceramic Insulators PI ENDocument16 pagesPfisterer Non Ceramic Insulators PI ENthangbinhbkNo ratings yet
- PR Tech USA - SpanbriteDocument1 pagePR Tech USA - SpanbritethangbinhbkNo ratings yet
- Pfisterer Railway InsulatorsDocument31 pagesPfisterer Railway InsulatorsthangbinhbkNo ratings yet
- Avialite Malaysia Company ProfileDocument22 pagesAvialite Malaysia Company ProfilethangbinhbkNo ratings yet
- Catalogue Extension - Line Composite Insulators - ZapelDocument6 pagesCatalogue Extension - Line Composite Insulators - ZapelthangbinhbkNo ratings yet
- Brochure Long Rod Insulator - Modern InsulatorDocument4 pagesBrochure Long Rod Insulator - Modern InsulatorthangbinhbkNo ratings yet
- English Catalog of Hardware and Accessories For Transmission Line - Ugur TurkeyDocument9 pagesEnglish Catalog of Hardware and Accessories For Transmission Line - Ugur TurkeythangbinhbkNo ratings yet
- List of Prequalified Manufacturers Suppliers For Main Distribution Networks MaterialsDocument62 pagesList of Prequalified Manufacturers Suppliers For Main Distribution Networks MaterialsthangbinhbkNo ratings yet
- Guide General Installation Instructions For HV Connector - Sefcor ManufacturerDocument7 pagesGuide General Installation Instructions For HV Connector - Sefcor ManufacturerthangbinhbkNo ratings yet
- Sefcor Catalog 2014Document307 pagesSefcor Catalog 2014thangbinhbkNo ratings yet
- Low Intensity Warning Light-Shin Seong ElrexDocument2 pagesLow Intensity Warning Light-Shin Seong ElrexthangbinhbkNo ratings yet
- Manual For 220 230KV Induced Light of Shin Seong ElrexDocument2 pagesManual For 220 230KV Induced Light of Shin Seong ElrexthangbinhbkNo ratings yet
- Catalogue of OPGW - Hengtong ManufacturerDocument16 pagesCatalogue of OPGW - Hengtong ManufacturerthangbinhbkNo ratings yet
- Brochure Spacer Damper of Supreme IndiaDocument4 pagesBrochure Spacer Damper of Supreme IndiathangbinhbkNo ratings yet
- Brochure - Polymer InsulatorDocument4 pagesBrochure - Polymer InsulatorDarsono Edy WuryantoNo ratings yet
- ME 548 Aero Structures Final ProjectDocument20 pagesME 548 Aero Structures Final ProjectSuttu Kumar100% (1)
- United Mining Industries "Health Safety and Environment General Rules"Document139 pagesUnited Mining Industries "Health Safety and Environment General Rules"Jakaria Al-MahmudNo ratings yet
- C Compiler Apk - Hanapin Sa GoogleDocument1 pageC Compiler Apk - Hanapin Sa GoogleDenzel T. LanzaderasNo ratings yet
- The Objectives of The StudyDocument5 pagesThe Objectives of The StudyFebwin VillaceranNo ratings yet
- Pall 0293 Series Breathers PDFDocument2 pagesPall 0293 Series Breathers PDFAdolfo EirasNo ratings yet
- ET032 Ed.5 (OPGW) .Es - enDocument56 pagesET032 Ed.5 (OPGW) .Es - enfixer_007722No ratings yet
- Eurotiles PDFDocument7 pagesEurotiles PDFYoungman ChiewNo ratings yet
- Social Media MonitoringDocument58 pagesSocial Media MonitoringThe Brennan Center for JusticeNo ratings yet
- Casing Collar LocatorDocument1 pageCasing Collar LocatorVu Tuan PhongNo ratings yet
- 11 - Thermal Oxidation Stability of Aviation Turbine Fuels ASTMDocument5 pages11 - Thermal Oxidation Stability of Aviation Turbine Fuels ASTMmrjevinNo ratings yet
- 2DRE Technical CatalogueDocument20 pages2DRE Technical CatalogueLuis CaballeroNo ratings yet
- Thin-Walled Pressure Vessel TheoryDocument3 pagesThin-Walled Pressure Vessel TheoryTerminatorX75No ratings yet
- Im642 PDFDocument58 pagesIm642 PDFCarlos PadillaNo ratings yet
- Indicative Location of Utility Elements:: Air Conditioner, Electrical Outlet & SwitchesDocument39 pagesIndicative Location of Utility Elements:: Air Conditioner, Electrical Outlet & SwitchesGlennson BalacanaoNo ratings yet
- Lecture 2 - Week 3 - Hand ToolsDocument23 pagesLecture 2 - Week 3 - Hand ToolsSarahNo ratings yet
- Practical Linux ProjectsDocument3 pagesPractical Linux ProjectsCalvinSaxonNo ratings yet
- Asme A-2 Reverse Flange CalculationDocument1 pageAsme A-2 Reverse Flange CalculationpastylNo ratings yet
- Oxylog 3000Document64 pagesOxylog 3000Rene Gonzales VasquezNo ratings yet
- Developing A Human Machine Interface (Hmi) For Industrial Automated Systems Using Siemens Simatic Wincc Flexible Advanced SoftwareDocument11 pagesDeveloping A Human Machine Interface (Hmi) For Industrial Automated Systems Using Siemens Simatic Wincc Flexible Advanced SoftwareZeph DugangNo ratings yet
- Single-Line Scanner Configuration GuideDocument116 pagesSingle-Line Scanner Configuration GuideKarim MartinNo ratings yet
- Anish Ram New ResumeDocument5 pagesAnish Ram New Resumeapi-3699646100% (1)
- Dual Core Vs Core 2 DuoDocument5 pagesDual Core Vs Core 2 DuogermainjulesNo ratings yet
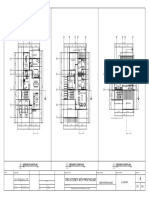
- Two-Storey With Penthouse: B A C D E B A C D E B C D EDocument1 pageTwo-Storey With Penthouse: B A C D E B A C D E B C D EChristopher BalbuenaNo ratings yet
- Vdocuments - MX - Case Ih Axial Flow 2388 Combine Service Repair Manual 1586938210Document30 pagesVdocuments - MX - Case Ih Axial Flow 2388 Combine Service Repair Manual 1586938210Moi CanoNo ratings yet
- Spares List: Valid From 20/08/2014 Valid Until 31/03/2015 Issue No 1Document25 pagesSpares List: Valid From 20/08/2014 Valid Until 31/03/2015 Issue No 1SHANENo ratings yet