You might also like
- Handbook of Solid Phase MicroextractionFrom EverandHandbook of Solid Phase MicroextractionJanusz PawliszynRating: 5 out of 5 stars5/5 (2)
- Economical Effects of On-Line Elemental Analysis Performance On Flotation ControlDocument6 pagesEconomical Effects of On-Line Elemental Analysis Performance On Flotation ControlLuis Steiler Cespedes CastilloNo ratings yet
- Wsf-4 2461 ManuscriptDocument6 pagesWsf-4 2461 ManuscriptRonald GeorgeNo ratings yet
- Placement of Flow and Concentration SensorsDocument54 pagesPlacement of Flow and Concentration SensorsYaqoob AliNo ratings yet
- Kou Sari 2010Document9 pagesKou Sari 2010Aaron GonzalezNo ratings yet
- Evaluation of Scale-Up From Analytical To Preparative SupercriticalDocument7 pagesEvaluation of Scale-Up From Analytical To Preparative SupercriticalJonatas LopesNo ratings yet
- MsDocument15 pagesMsali87simNo ratings yet
- 44 StollerDocument6 pages44 StollersunliasNo ratings yet
- MISO Feedforward ANN PDFDocument4 pagesMISO Feedforward ANN PDFJesus CamachoNo ratings yet
- Sampling Frequency, Response Times and Embedded Signal Filtration in Fast, High Efficiency Liquid Chromatography: A TutorialDocument48 pagesSampling Frequency, Response Times and Embedded Signal Filtration in Fast, High Efficiency Liquid Chromatography: A TutorialSebastián FingerNo ratings yet
- Flotación No Convencional FinosDocument14 pagesFlotación No Convencional Finosalexander beltranNo ratings yet
- Mahalanobis-Taguchi System As A Multi-Sensor Based Decision Making Prognostics Tool For Centrifugal Pump FailuresDocument15 pagesMahalanobis-Taguchi System As A Multi-Sensor Based Decision Making Prognostics Tool For Centrifugal Pump FailuresFELIPE ANDRÉS OLIVARES CODOCEONo ratings yet
- AFC GermanyDocument20 pagesAFC GermanySalvador MangioneNo ratings yet
- PDF 132821 67441Document10 pagesPDF 132821 67441Anne Jadeite MorenoNo ratings yet
- Wire-Mesh Sensors: A Review of Methods and Uncertainty in Multiphase Flows Relative To Other Measurement TechniquesDocument39 pagesWire-Mesh Sensors: A Review of Methods and Uncertainty in Multiphase Flows Relative To Other Measurement TechniquesDevia GahanaNo ratings yet
- 1 s2.0 S0888327014000399 MainDocument18 pages1 s2.0 S0888327014000399 MainBredy LaraNo ratings yet
- Mechanical Systems and Signal Processing: R.A. Saeed, A.N. Galybin, V. PopovDocument18 pagesMechanical Systems and Signal Processing: R.A. Saeed, A.N. Galybin, V. PopovDamarla KiranNo ratings yet
- Pipeline Leak Detection System in A Palm Oil Fractionation Plant Using Artificial Neural NetworkDocument8 pagesPipeline Leak Detection System in A Palm Oil Fractionation Plant Using Artificial Neural NetworkAhmed S. El DenNo ratings yet
- Konz 2016Document38 pagesKonz 2016Auro SinghNo ratings yet
- TMP E43Document8 pagesTMP E43FrontiersNo ratings yet
- Estimation of Multiple Petrophysical Parameters For Hydrocarbon Reservoirs With The Ensemble-Based TechniqueDocument17 pagesEstimation of Multiple Petrophysical Parameters For Hydrocarbon Reservoirs With The Ensemble-Based Techniquegerardo_gonza8118No ratings yet
- Estimation of Flows and Temperatures in Process Networks: G. M. Stanley and R. S. H. MahDocument9 pagesEstimation of Flows and Temperatures in Process Networks: G. M. Stanley and R. S. H. MahsalvatoreNo ratings yet
- Scanning Strategy of Deviation-Boundary Prediction Based On Probe DynamicsDocument13 pagesScanning Strategy of Deviation-Boundary Prediction Based On Probe DynamicsGSET LibraryNo ratings yet
- UEE J: Prediction of Bod and Cod of A Refinery Wastewater Using Multilayer Artificial Neural NetworksDocument7 pagesUEE J: Prediction of Bod and Cod of A Refinery Wastewater Using Multilayer Artificial Neural NetworksAntasari MalauNo ratings yet
- Experimental and Numerical Analysis For Determining The Mass Flow Rate of Two Phase Fluid Using Laminar Flow Rectangular ChannelDocument11 pagesExperimental and Numerical Analysis For Determining The Mass Flow Rate of Two Phase Fluid Using Laminar Flow Rectangular Channelsaju_s_rajNo ratings yet
- AIAA-2002-1545: 2002 The American Institute of Aeronautics and Astronautics Inc. All Rights ReservedDocument11 pagesAIAA-2002-1545: 2002 The American Institute of Aeronautics and Astronautics Inc. All Rights ReserveddoolyiiNo ratings yet
- Assessing The Local Stabilityof Periodic Motions For Large Multibodynon-Linear Systems Using Proper Orthogonal DecompositionDocument24 pagesAssessing The Local Stabilityof Periodic Motions For Large Multibodynon-Linear Systems Using Proper Orthogonal DecompositionRahul BamaniaNo ratings yet
- Residence Times and Mixing of A Novel Continuous Oscillatory Ow Screening ReactorDocument8 pagesResidence Times and Mixing of A Novel Continuous Oscillatory Ow Screening ReactorPetras PetricaNo ratings yet
- Effect Analysis of System Parameters On Natural Frequency of Cantilever Beam by Using The Concept of Statistical Design of ExperimentsDocument8 pagesEffect Analysis of System Parameters On Natural Frequency of Cantilever Beam by Using The Concept of Statistical Design of ExperimentsNitesh Yelve100% (1)
- JMMpaperDocument13 pagesJMMpaperRana Sabouni TabariNo ratings yet
- Circulating Load Calculation in Grinding Circuits PDFDocument6 pagesCirculating Load Calculation in Grinding Circuits PDFMickShazanNo ratings yet
- Ozhan jOURNAL ANALYSYS CATALYTIC CONVERTER USING ANSYSDocument11 pagesOzhan jOURNAL ANALYSYS CATALYTIC CONVERTER USING ANSYSAhmad SulaimanNo ratings yet
- Covas 2000Document12 pagesCovas 2000Dávila Moreira Lopes SilvaNo ratings yet
- Prediction and Analysis of High Velocity Oxy Fuel (HVOF) Sprayed Coating Using Artificial Neural NetworkDocument31 pagesPrediction and Analysis of High Velocity Oxy Fuel (HVOF) Sprayed Coating Using Artificial Neural Networksuresh_501No ratings yet
- Zenith2015 PDFDocument11 pagesZenith2015 PDFTheNourEldenNo ratings yet
- Design of A Multi-Model Observer-Based Estimator For Fault Detection and Isolation (Fdi) Strategy: Application To A Chemical ReactorDocument12 pagesDesign of A Multi-Model Observer-Based Estimator For Fault Detection and Isolation (Fdi) Strategy: Application To A Chemical ReactorAfshaNo ratings yet
- 401Document14 pages401giohaNo ratings yet
- ColumnLCAnalChem2002Lacourse PDFDocument20 pagesColumnLCAnalChem2002Lacourse PDFLisette BecerraNo ratings yet
- Acoustic Sensor For Powder FlowDocument18 pagesAcoustic Sensor For Powder FlowDileep GangwarNo ratings yet
- IPTC 18132 MS UnlockedDocument33 pagesIPTC 18132 MS UnlockedMohamed YousryNo ratings yet
- What Are Corrosion Monitoring MethodsDocument1 pageWhat Are Corrosion Monitoring MethodsalwacsNo ratings yet
- ALD Con Mode 2Document14 pagesALD Con Mode 2Gerald See TohNo ratings yet
- 1 s2.0 S0010482518302725 MainDocument11 pages1 s2.0 S0010482518302725 MainWaridho IskandarNo ratings yet
- Madhu ICMS BlackDocument7 pagesMadhu ICMS BlackDrNaga Chaitanya KavuriNo ratings yet
- PID Parameters Optimization Research For Hydro TurDocument17 pagesPID Parameters Optimization Research For Hydro TurLê Trung DũngNo ratings yet
- Al-Obaidi2020 Article DetectionOfCavitationPhenomenoDocument19 pagesAl-Obaidi2020 Article DetectionOfCavitationPhenomenoAsad AbozedNo ratings yet
- Final ProjectDocument18 pagesFinal Projectavijeet sethiNo ratings yet
- 1 s2.0 S0888327013005189 MainDocument4 pages1 s2.0 S0888327013005189 MainDobrescu Morariu MirceaNo ratings yet
- 2009 - Damping Estimation Using Free Decays and Ambient Vibration Tests - 2009Document17 pages2009 - Damping Estimation Using Free Decays and Ambient Vibration Tests - 2009Guille Ciprian NoaNo ratings yet
- Statistical Vibration Analysis For Predictive Maintenance of Machines Working Under Large Variation of Speed and LoadDocument10 pagesStatistical Vibration Analysis For Predictive Maintenance of Machines Working Under Large Variation of Speed and LoadVitalyNo ratings yet
- Mass Transfer Performance in Pulsed Disc and Doughnut Extraction ColumnsDocument10 pagesMass Transfer Performance in Pulsed Disc and Doughnut Extraction ColumnsSatria PNo ratings yet
- Simulation Study of Mass Transfer Coefficient in Slurry Bubble Column Reactor Using Neural NetworkDocument11 pagesSimulation Study of Mass Transfer Coefficient in Slurry Bubble Column Reactor Using Neural NetworkEmad ElsaidNo ratings yet
- Journal of Process Control: Paisan Kittisupakorn, Piyanuch Thitiyasook, M.A. Hussain, Wachira DaosudDocument12 pagesJournal of Process Control: Paisan Kittisupakorn, Piyanuch Thitiyasook, M.A. Hussain, Wachira DaosudJackyNo ratings yet
- Design of A Real-Time Inspection System For NDE of Reactor Vessels and Piping ComponentsDocument25 pagesDesign of A Real-Time Inspection System For NDE of Reactor Vessels and Piping Componentsddaalayamoct313024No ratings yet
- Artificial Neuron Models For Hydrological Modeling: Seema Narain and Ashu JainDocument5 pagesArtificial Neuron Models For Hydrological Modeling: Seema Narain and Ashu JainseemanarainNo ratings yet
- Invited Paper: A A B ADocument12 pagesInvited Paper: A A B AherlinafitrianingsihNo ratings yet
- Computers and Electronics in Agriculture: Original PapersDocument7 pagesComputers and Electronics in Agriculture: Original Papersahmed sayarehNo ratings yet
- Predicting Copper Concentrations in Acid Mine Drainage: A Comparative Analysis of Five Machine Learning TechniquesDocument13 pagesPredicting Copper Concentrations in Acid Mine Drainage: A Comparative Analysis of Five Machine Learning TechniquesAlan ToribioNo ratings yet
- Fuzzy Decision Support System For The Calibration of Laboratory-Scale Mill Press ParametersDocument12 pagesFuzzy Decision Support System For The Calibration of Laboratory-Scale Mill Press ParameterstonyNo ratings yet
- Tagazo La Kujaza Nafasi 21 - 4.11.2015Document3 pagesTagazo La Kujaza Nafasi 21 - 4.11.2015Evarist EdwardNo ratings yet
- Note Sfor ENGINEERINGDocument51 pagesNote Sfor ENGINEERINGEvarist EdwardNo ratings yet
- Report1 PDFDocument1 pageReport1 PDFEvarist EdwardNo ratings yet
- Report1 PDFDocument1 pageReport1 PDFEvarist EdwardNo ratings yet
- Programming Exercise 2Document13 pagesProgramming Exercise 2joehakarashiNo ratings yet
- Map ProjectionsDocument33 pagesMap ProjectionsEvarist EdwardNo ratings yet
- Guide To Setting Out Using Co-Ordinates PDFDocument1 pageGuide To Setting Out Using Co-Ordinates PDFEvarist EdwardNo ratings yet
- Joining InstructionsDocument5 pagesJoining InstructionsEvarist EdwardNo ratings yet
- Sight Distance and Vertical Alignment I5Document9 pagesSight Distance and Vertical Alignment I5getachew ambayeNo ratings yet
- Route Location PrinciplesDocument10 pagesRoute Location PrinciplesEvarist EdwardNo ratings yet
- Orn 3 DBSTDocument46 pagesOrn 3 DBSTBassel HilalNo ratings yet
- Medical Examination FormDocument2 pagesMedical Examination FormEvarist Edward67% (3)
- Setting Out of Circular CurvesDocument9 pagesSetting Out of Circular CurvesEvarist EdwardNo ratings yet
- Choice of Projects Delivery MethodDocument18 pagesChoice of Projects Delivery MethodEvarist EdwardNo ratings yet
- Homework 3Document4 pagesHomework 3Evarist EdwardNo ratings yet
- Homework 4Document5 pagesHomework 4Evarist EdwardNo ratings yet
- Homework 2Document4 pagesHomework 2Evarist EdwardNo ratings yet
- Homework 2Document4 pagesHomework 2Evarist EdwardNo ratings yet
- Homework 1Document8 pagesHomework 1Evarist EdwardNo ratings yet
- Bill of Quantities For ChurchDocument3 pagesBill of Quantities For ChurchEvarist Edward67% (3)
- HDPE Vs PVCDocument12 pagesHDPE Vs PVCRaya SNo ratings yet
- Use Caution - May Involve Errors or Sections Not Suited For WalkingDocument1 pageUse Caution - May Involve Errors or Sections Not Suited For WalkingEvarist EdwardNo ratings yet
- Homework 1Document8 pagesHomework 1Evarist EdwardNo ratings yet
- Draft Railway BenchmarksDocument94 pagesDraft Railway BenchmarksEvarist Edward100% (1)
- Report Low Cost HousingDocument14 pagesReport Low Cost HousingFareha NasreenNo ratings yet
- Design of Structures and Foundations For Vibrating Machines PDFDocument39 pagesDesign of Structures and Foundations For Vibrating Machines PDFsaputrafrandy_958992No ratings yet
- Strategic Management: Creating Competitive Advantages: Chapter OneDocument40 pagesStrategic Management: Creating Competitive Advantages: Chapter OneEvarist EdwardNo ratings yet
- Ehjournal Net Content 8-1-47 Table t2Document5 pagesEhjournal Net Content 8-1-47 Table t2Evarist EdwardNo ratings yet
- CCDocument5 pagesCCnazmulNo ratings yet
- Backwards Design - Jessica W Maddison CDocument20 pagesBackwards Design - Jessica W Maddison Capi-451306299100% (1)
- 105 2Document17 pages105 2Diego TobrNo ratings yet
- Generalized Class of Sakaguchi Functions in Conic Region: Saritha. G. P, Fuad. S. Al Sarari, S. LathaDocument5 pagesGeneralized Class of Sakaguchi Functions in Conic Region: Saritha. G. P, Fuad. S. Al Sarari, S. LathaerpublicationNo ratings yet
- Pedagogy MCQS 03Document54 pagesPedagogy MCQS 03Nawab Ali MalikNo ratings yet
- Cultural Sensitivity BPIDocument25 pagesCultural Sensitivity BPIEmmel Solaiman AkmadNo ratings yet
- Principles of Supply Chain Management A Balanced Approach 4th Edition Wisner Solutions ManualDocument36 pagesPrinciples of Supply Chain Management A Balanced Approach 4th Edition Wisner Solutions Manualoutlying.pedantry.85yc100% (28)
- Summative Reflection CommDocument5 pagesSummative Reflection Commapi-546460750No ratings yet
- Preparing For CPHQ .. An Overview of Concepts: Ghada Al-BarakatiDocument109 pagesPreparing For CPHQ .. An Overview of Concepts: Ghada Al-BarakatiBilal SalamehNo ratings yet
- 4B - Urp - Shavya's FarmDocument22 pages4B - Urp - Shavya's FarmSnehansh KishoreNo ratings yet
- Arts 6 Week 6Document9 pagesArts 6 Week 6JENNEFER ESCALANo ratings yet
- John Wren-Lewis - NDEDocument7 pagesJohn Wren-Lewis - NDEpointandspaceNo ratings yet
- Parallel Port Programming With DelphiDocument4 pagesParallel Port Programming With Delphiramadhan1933No ratings yet
- CUBE Dealer Book 2009Document280 pagesCUBE Dealer Book 2009maikruetzNo ratings yet
- Hannah Mancoll - Research Paper Template - 3071692Document14 pagesHannah Mancoll - Research Paper Template - 3071692api-538205445No ratings yet
- Algorithms For Automatic Modulation Recognition of Communication Signals-Asoke K, Nandi, E.E AzzouzDocument6 pagesAlgorithms For Automatic Modulation Recognition of Communication Signals-Asoke K, Nandi, E.E AzzouzGONGNo ratings yet
- Crafer. The Apocriticus of Macarius Magnes (S.P.C.K. Edition) - 1919.Document188 pagesCrafer. The Apocriticus of Macarius Magnes (S.P.C.K. Edition) - 1919.Patrologia Latina, Graeca et OrientalisNo ratings yet
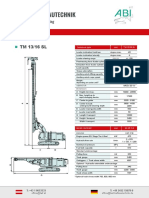
- ABI TM 13 16 SL - EngDocument1 pageABI TM 13 16 SL - EngJuan Carlos Benitez MartinezNo ratings yet
- EX200Document7 pagesEX200shubbyNo ratings yet
- Literature Review of Service Quality in RestaurantsDocument7 pagesLiterature Review of Service Quality in RestaurantsuifjzvrifNo ratings yet
- Unbound DNS Server Tutorial at CalomelDocument25 pagesUnbound DNS Server Tutorial at CalomelPradyumna Singh RathoreNo ratings yet
- June 2017 (IAL) MS - Unit 1 Edexcel Physics A-LevelDocument16 pagesJune 2017 (IAL) MS - Unit 1 Edexcel Physics A-LevelNyraStardollNo ratings yet
- EngHub How To Break HabitsDocument13 pagesEngHub How To Break HabitsViktoria NovikovaNo ratings yet
- EP001 LifeCoachSchoolTranscriptDocument13 pagesEP001 LifeCoachSchoolTranscriptVan GuedesNo ratings yet
- Introduction To HDLDocument28 pagesIntroduction To HDLBack UpNo ratings yet
- Marion Nicoll: Life & Work by Catharine MastinDocument147 pagesMarion Nicoll: Life & Work by Catharine MastinArt Canada InstituteNo ratings yet
- Ismb ItpDocument3 pagesIsmb ItpKumar AbhishekNo ratings yet
- Existentialism in LiteratureDocument2 pagesExistentialism in LiteratureGirlhappy Romy100% (1)
- Current Trends and Issues in Nursing ManagementDocument8 pagesCurrent Trends and Issues in Nursing ManagementMadhu Bala81% (21)
- Rotating Equipment & ServiceDocument12 pagesRotating Equipment & Servicenurkasih119No ratings yet