You might also like
- Computer Based MonitoringDocument9 pagesComputer Based MonitoringsivaeeinfoNo ratings yet
- 1 s2.0 S1359431122004689 MainDocument22 pages1 s2.0 S1359431122004689 MainOmar Al-AniNo ratings yet
- 1 s2.0 S2352492822010558 MainDocument11 pages1 s2.0 S2352492822010558 MainÁlvaro Nieto CastroNo ratings yet
- Cost Study Infusion Vs PrepregDocument17 pagesCost Study Infusion Vs PrepregAjith Krishnan100% (1)
- SPE-194250-MS Optimized Coiled TubingDocument16 pagesSPE-194250-MS Optimized Coiled TubingbarcristianNo ratings yet
- Effect of ProcessingDocument12 pagesEffect of ProcessingamiimranNo ratings yet
- Sensitivity Analysis and Optimisation of HVOF Process Inputs To Reduce Porosity and Maximise Hardness of WC-10Co-4Cr CoatingsDocument23 pagesSensitivity Analysis and Optimisation of HVOF Process Inputs To Reduce Porosity and Maximise Hardness of WC-10Co-4Cr Coatingssuresh_501No ratings yet
- Lubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque DataDocument15 pagesLubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque Dataزهراء حيدر ميريNo ratings yet
- Cost Analyses of Chemical Micro Processing For Highly Intensified and High-Value Raw Material Processes - Real Business and Virtual CasesDocument8 pagesCost Analyses of Chemical Micro Processing For Highly Intensified and High-Value Raw Material Processes - Real Business and Virtual CasesILIJA MISKOVICNo ratings yet
- Comparison-of-Two-Different--Quasi---Dynamic-Testing-Methods-fo_2015_Energy-Document12 pagesComparison-of-Two-Different--Quasi---Dynamic-Testing-Methods-fo_2015_Energy-paween saetaeNo ratings yet
- ++onlinemonitoringofwaxdepositioninsub Seapipelines Published 2011 05 22v2Document14 pages++onlinemonitoringofwaxdepositioninsub Seapipelines Published 2011 05 22v2Sahin İmanovNo ratings yet
- Critical Evaluation of CFD Codes For Interfacial Simulation of Bubble-Train Flow in A Narrow ChannelDocument28 pagesCritical Evaluation of CFD Codes For Interfacial Simulation of Bubble-Train Flow in A Narrow ChannelusamedemirNo ratings yet
- Sciencedirect: Analysing The Cumulative Energy Demand of Product-Service Systems For Wind TurbinesDocument6 pagesSciencedirect: Analysing The Cumulative Energy Demand of Product-Service Systems For Wind TurbinesMatsaid ReksonoNo ratings yet
- Automatic titration system measures oil concentration in metalworking fluidsDocument7 pagesAutomatic titration system measures oil concentration in metalworking fluidsUdrescu Andreea-IrinaNo ratings yet
- Microstructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsDocument5 pagesMicrostructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsastronotusNo ratings yet
- Adaptive Laser Welding Control: A Reinforcement Learning ApproachDocument12 pagesAdaptive Laser Welding Control: A Reinforcement Learning Approachgarden00589No ratings yet
- Application of Taguchi Method For Process Enhancement PDFDocument5 pagesApplication of Taguchi Method For Process Enhancement PDFBilal AminNo ratings yet
- Simulation of CO - Oil Minimum Miscibility Pressure (MMP) For CO Enhanced Oil Recovery (EOR) Using Neural NetworksDocument8 pagesSimulation of CO - Oil Minimum Miscibility Pressure (MMP) For CO Enhanced Oil Recovery (EOR) Using Neural NetworksMuezzElerebyNo ratings yet
- Carbon Dioxide Compressibility Factor Determination Using A Robust Intelligent Method, Erfan Mohagheghian, 2015Document10 pagesCarbon Dioxide Compressibility Factor Determination Using A Robust Intelligent Method, Erfan Mohagheghian, 2015joreliNo ratings yet
- Spe 197382 MS PDFDocument12 pagesSpe 197382 MS PDFErick MorrisNo ratings yet
- Machine-Learning-Based Prediction of Corrosion Behavior in Additively Manufactured Inconel 718Document16 pagesMachine-Learning-Based Prediction of Corrosion Behavior in Additively Manufactured Inconel 718KAORU AmaneNo ratings yet
- Modeling and optimization of machining parameters in milling of INCONEL-800Document15 pagesModeling and optimization of machining parameters in milling of INCONEL-800Chien Vu NgocNo ratings yet
- MLi PDChristofides CES 2003 58 Modeling Analysis HVOF Thermal Spray Process PDFDocument9 pagesMLi PDChristofides CES 2003 58 Modeling Analysis HVOF Thermal Spray Process PDFsuresh_501No ratings yet
- TKK01Document12 pagesTKK01Evarist EdwardNo ratings yet
- New Materials Are Being Integrated Into High Volume ManufacturingDocument25 pagesNew Materials Are Being Integrated Into High Volume ManufacturingvpsampathNo ratings yet
- Lampiran Jurnal Process Simulation and Optimization of Crude Oil Stabilization Scheme Using Aspen Hysys SoftwareDocument11 pagesLampiran Jurnal Process Simulation and Optimization of Crude Oil Stabilization Scheme Using Aspen Hysys SoftwareKevinNo ratings yet
- 5 - Process-Informed Adsorbent Design Guidelines For Direct Air CaptureDocument15 pages5 - Process-Informed Adsorbent Design Guidelines For Direct Air CaptureEmetovweke OchukoNo ratings yet
- Ionic Contamination Process ControlDocument26 pagesIonic Contamination Process Controltimeforever aymenNo ratings yet
- Process Control Ionic Contamination Achieving Six Sigma IpcDocument7 pagesProcess Control Ionic Contamination Achieving Six Sigma IpcRobert MartosNo ratings yet
- Hydrofoil P72039Document20 pagesHydrofoil P72039Pukhraj DagaNo ratings yet
- Liquid Level Sensor in Automotive Design PDFDocument6 pagesLiquid Level Sensor in Automotive Design PDFzokandza4092No ratings yet
- CFD Applications in Process Industry DesignDocument10 pagesCFD Applications in Process Industry DesigndkrnambiarNo ratings yet
- Numerical Modelling of The Ow in The Resin Infusion Process On The REV Scale: A Feasibility StudyDocument7 pagesNumerical Modelling of The Ow in The Resin Infusion Process On The REV Scale: A Feasibility StudyViet Anh LeNo ratings yet
- CMMT 245Document74 pagesCMMT 245Gilcimar Cavalcante GilcimarNo ratings yet
- Ozhan jOURNAL ANALYSYS CATALYTIC CONVERTER USING ANSYSDocument11 pagesOzhan jOURNAL ANALYSYS CATALYTIC CONVERTER USING ANSYSAhmad SulaimanNo ratings yet
- Failure and Prospects of Modification in A Belt Conveyor SystemDocument4 pagesFailure and Prospects of Modification in A Belt Conveyor SystemGogyNo ratings yet
- Car WindscreenDocument31 pagesCar WindscreenRakesh PanigrahiNo ratings yet
- J2.2 Development and Applications of CFD Simulations in Support of Air Quality Studies Involving BuildingsDocument7 pagesJ2.2 Development and Applications of CFD Simulations in Support of Air Quality Studies Involving BuildingsMinal KhanNo ratings yet
- Coatings: Recent Trends in Coatings and Thin Film: Modeling and ApplicationDocument10 pagesCoatings: Recent Trends in Coatings and Thin Film: Modeling and ApplicationWendy FernandezNo ratings yet
- CFD Simulation of Tundish FlowDocument11 pagesCFD Simulation of Tundish FlowGreg BurgreenNo ratings yet
- Ijert Ijert: Investigations Into Machining of Inconel 718 by Using Adaptive Fuzzy Based Inference SystemDocument7 pagesIjert Ijert: Investigations Into Machining of Inconel 718 by Using Adaptive Fuzzy Based Inference SystemANILNo ratings yet
- Erosion Evaluation On Offshore Production Facility By@omc-2017-676Document14 pagesErosion Evaluation On Offshore Production Facility By@omc-2017-676Mahfoud AMMOURNo ratings yet
- 10.1016@j.jmapro.2020.04.014 Important 1Document6 pages10.1016@j.jmapro.2020.04.014 Important 1Arul KirubakaranNo ratings yet
- Ewshm2018 Enviro v2Document9 pagesEwshm2018 Enviro v2Kaleeswaran EinsteinNo ratings yet
- Additive Manufacturing: Full Length ArticleDocument17 pagesAdditive Manufacturing: Full Length ArticleHarris DanielNo ratings yet
- Fire Ge Call2Document7 pagesFire Ge Call2utsav mannuNo ratings yet
- CFDLV15 N7 P1 13Document13 pagesCFDLV15 N7 P1 13Kamel GuedriNo ratings yet
- Cure History Dependent Viscoelastic Modeling of Adhesively Bonded Joints Using Mat 277 in Ls Dyna RDocument12 pagesCure History Dependent Viscoelastic Modeling of Adhesively Bonded Joints Using Mat 277 in Ls Dyna RPeter ZubarikNo ratings yet
- Water 12 00291 v2Document11 pagesWater 12 00291 v2nguyen anNo ratings yet
- Experience From the Outsourcing of the Cryogenic ODocument8 pagesExperience From the Outsourcing of the Cryogenic OPhilippe GayetNo ratings yet
- Aerospace 08 00130Document13 pagesAerospace 08 00130OmaroMohsenNo ratings yet
- US Online MonitoringDocument9 pagesUS Online MonitoringYizz K.No ratings yet
- Thermal Buckling Comparative Analysis Using Different FE Tools 01Document4 pagesThermal Buckling Comparative Analysis Using Different FE Tools 01Waldek BanasiakNo ratings yet
- Porosityand PermeabilityDocument12 pagesPorosityand PermeabilityDrSaurabh TewariNo ratings yet
- Sales Cruz 2006Document12 pagesSales Cruz 2006Pía Belén RojasNo ratings yet
- PSSR SafetyDocument10 pagesPSSR SafetyHedi Ben Mohamed100% (1)
- Methodology for flexibility analysis of process pipingDocument12 pagesMethodology for flexibility analysis of process pipingSir FranNo ratings yet
- HHV CALCULATION FROM PROXIMATE ANALYSISDocument8 pagesHHV CALCULATION FROM PROXIMATE ANALYSISiadraelNo ratings yet
- Validated finite element techniques for quasi-static cyclic response analysesDocument8 pagesValidated finite element techniques for quasi-static cyclic response analysesxiomaraNo ratings yet
- Research ArticleDocument12 pagesResearch Articlesuresh_501No ratings yet
- Sensors: Evaluation of The Uniformity of Protective Coatings On Concrete Structure Surfaces Based On Cluster AnalysisDocument19 pagesSensors: Evaluation of The Uniformity of Protective Coatings On Concrete Structure Surfaces Based On Cluster Analysissuresh_501No ratings yet
- Metals: High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings For Transport Industrial ApplicationsDocument21 pagesMetals: High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings For Transport Industrial Applicationssuresh_501No ratings yet
- Plasma Spray Process Operating Parameters Optimization Basedon Artificial IntelligenceDocument18 pagesPlasma Spray Process Operating Parameters Optimization Basedon Artificial Intelligencesuresh_501No ratings yet
- Sensitivity Analysis and Optimisation of HVOF Process Inputs To Reduce Porosity and Maximise Hardness of WC-10Co-4Cr CoatingsDocument23 pagesSensitivity Analysis and Optimisation of HVOF Process Inputs To Reduce Porosity and Maximise Hardness of WC-10Co-4Cr Coatingssuresh_501No ratings yet
- Research ArticleDocument20 pagesResearch Articlesuresh_501No ratings yet
- University of Mumbai: "Installation of Safety Brakes in Eot Cranes"Document56 pagesUniversity of Mumbai: "Installation of Safety Brakes in Eot Cranes"suresh_501No ratings yet
- Structural Engineering: Indian Society OF Structural EngineersDocument24 pagesStructural Engineering: Indian Society OF Structural Engineerssuresh_501No ratings yet
- Detecting macroparticles in thin films using image processingDocument6 pagesDetecting macroparticles in thin films using image processingsuresh_501No ratings yet
- Sándor Hajdu : Multi-Body Modelling of Single-Mast Stacker CranesDocument9 pagesSándor Hajdu : Multi-Body Modelling of Single-Mast Stacker Cranessuresh_501No ratings yet
- Advanced Simulation of Tower Crane Operation Utilizing System Dynamics Modeling and Lean PrinciplesDocument10 pagesAdvanced Simulation of Tower Crane Operation Utilizing System Dynamics Modeling and Lean Principlessuresh_501No ratings yet
- Research Article: Porosity Analysis of Plasma Sprayed Coating by Application of Soft ComputingDocument7 pagesResearch Article: Porosity Analysis of Plasma Sprayed Coating by Application of Soft Computingsuresh_501No ratings yet
- CPA CHIG1901 GPG Tying Hoists To Supporting Structures Rev 1 191201Document84 pagesCPA CHIG1901 GPG Tying Hoists To Supporting Structures Rev 1 191201suresh_501No ratings yet
- 7.4 Tower Design: Bracing SystemsDocument49 pages7.4 Tower Design: Bracing SystemsBoisterous_Girl100% (1)
- Beam Design Formulas With Shear and MomentDocument20 pagesBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- Hernandez Eileen C 201212 MastDocument99 pagesHernandez Eileen C 201212 Mastsuresh_501No ratings yet
- Finite Element Analysis of Rack-Pinion System of A Jack-Up RigDocument6 pagesFinite Element Analysis of Rack-Pinion System of A Jack-Up Rigsuresh_501No ratings yet
- Beam With Joint and Offset LoadDocument9 pagesBeam With Joint and Offset Loadsuresh_501No ratings yet
- Proiect Masa Ridicare PDFDocument41 pagesProiect Masa Ridicare PDFEpure GabrielNo ratings yet
- Mohd Fauzi Muhammad (CD 4928)Document24 pagesMohd Fauzi Muhammad (CD 4928)selvakumarNo ratings yet
- EOT CraneDocument84 pagesEOT CraneSambhav Poddar80% (5)
- Main CraneDocument8 pagesMain CraneMateri BelajarNo ratings yet
- Design and Analysis of Bucket Elevator: I. Ii. Literature ReviewDocument6 pagesDesign and Analysis of Bucket Elevator: I. Ii. Literature ReviewRescuemanNo ratings yet
- DSIR Guidlines 2015Document4 pagesDSIR Guidlines 2015suresh_501No ratings yet
- Beam Design Formulas With Shear and MomentDocument20 pagesBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- Crane Foundation DesignDocument14 pagesCrane Foundation Designway2saleem100% (2)
- Production DrawingDocument98 pagesProduction DrawingThangadurai Senthil Ram PrabhuNo ratings yet
- A Model To Optimize Single Tower Crane Location Within A Construction Site (PDFDrive)Document468 pagesA Model To Optimize Single Tower Crane Location Within A Construction Site (PDFDrive)suresh_501No ratings yet
- Failure Analysis of A Pinion of The Jacking System of A Jack-Up PlatformDocument12 pagesFailure Analysis of A Pinion of The Jacking System of A Jack-Up Platformfle92No ratings yet
- AST Study Centers 2021 Updated Till 25oct2021 GOVT DATADocument33 pagesAST Study Centers 2021 Updated Till 25oct2021 GOVT DATAprasadNo ratings yet
- New Product Performance Advantages For Extending Large, Established Fast Moving Consumer Goods (FMCG) BrandsDocument18 pagesNew Product Performance Advantages For Extending Large, Established Fast Moving Consumer Goods (FMCG) Brandssmart_kidzNo ratings yet
- Excerpts From The Way of The Samurai (Shīdo) : Primary Source Document With Questions (DBQS)Document2 pagesExcerpts From The Way of The Samurai (Shīdo) : Primary Source Document With Questions (DBQS)Valeria MontalvaNo ratings yet
- HZVDocument6 pagesHZVnurrozaqNo ratings yet
- Lean Healthy Raw Food Winter RecipesDocument60 pagesLean Healthy Raw Food Winter RecipesKaio Sol100% (6)
- DNA Discoveries Reveal Human DNA as a Biological InternetDocument7 pagesDNA Discoveries Reveal Human DNA as a Biological InternetUmbrielNo ratings yet
- PreceptronDocument17 pagesPreceptroneng_kmmNo ratings yet
- QMM: Exercise Sheet 8 - Structural Equation Model: Structural RegressionDocument3 pagesQMM: Exercise Sheet 8 - Structural Equation Model: Structural Regressionlaurine.hoyoNo ratings yet
- Chapter 21 - Shock - Diagnosis and ManagementDocument10 pagesChapter 21 - Shock - Diagnosis and ManagementNeily Maulida UlfaNo ratings yet
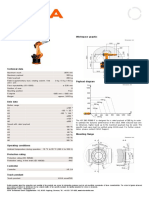
- KR 280 R3080 F technical specificationsDocument1 pageKR 280 R3080 F technical specificationsDorobantu CatalinNo ratings yet
- Writing Part 2 - An Essay: (120-180 Words)Document7 pagesWriting Part 2 - An Essay: (120-180 Words)María Daniela BroccardoNo ratings yet
- Inergen Order Data SheetDocument31 pagesInergen Order Data Sheetkarim3samirNo ratings yet
- How To Make Lampblack - AllDocument6 pagesHow To Make Lampblack - AllclaudjiuNo ratings yet
- CIC-presentation of RP-577 PresentationDocument181 pagesCIC-presentation of RP-577 PresentationIbrahim Eldesoky75% (4)
- Spelling Bee Word ListDocument26 pagesSpelling Bee Word Listsan_6303No ratings yet
- SEO-Optimized Title for Document on English Exam QuestionsDocument4 pagesSEO-Optimized Title for Document on English Exam Questionsminh buiNo ratings yet
- Learn Meanings of 96 Difficult WordsDocument400 pagesLearn Meanings of 96 Difficult WordsVaishali Venkatesh PrasadNo ratings yet
- Use of Passive VoiceDocument13 pagesUse of Passive VoiceLuciana DicieroNo ratings yet
- Midcheek Lift Using Facial Soft-Tissue Spaces of The MidcheekDocument11 pagesMidcheek Lift Using Facial Soft-Tissue Spaces of The MidcheekЩербакова ЛенаNo ratings yet
- WRBS Quarter 1 Modules WEEK-1-8Document32 pagesWRBS Quarter 1 Modules WEEK-1-8Sir Kindred VillaruzNo ratings yet
- Highway Planning EssentialsDocument106 pagesHighway Planning EssentialsKevin Salzal100% (1)
- Calculate the proof strength of 70% v/v alcohol.Step 1) 70% v/v x 1.753 = 122.71Step 2) 122.71 - 100 = 22.71The proof strength of 70% v/v alcohol is 22.71% over proofDocument46 pagesCalculate the proof strength of 70% v/v alcohol.Step 1) 70% v/v x 1.753 = 122.71Step 2) 122.71 - 100 = 22.71The proof strength of 70% v/v alcohol is 22.71% over proofPrashant307100% (1)
- Medical Services Recruitment Board (MRB)Document20 pagesMedical Services Recruitment Board (MRB)durai PandiNo ratings yet
- Human Ear and Role of Hearing in HCIDocument4 pagesHuman Ear and Role of Hearing in HCIrafia0% (1)
- NCM 105-Lesson 2Document68 pagesNCM 105-Lesson 2Roshin TejeroNo ratings yet
- Introduction to Pidilite IndustriesDocument8 pagesIntroduction to Pidilite IndustriesAbhijit DharNo ratings yet
- Imeko WC 2012 TC21 O10Document5 pagesImeko WC 2012 TC21 O10mcastillogzNo ratings yet
- Case3: What's in A Car 1. What Kind of Research Study Should Shridhar Undertake? Define TheDocument2 pagesCase3: What's in A Car 1. What Kind of Research Study Should Shridhar Undertake? Define TheRoshan kumar Rauniyar0% (3)
- Earned Value Analysis 8 StepsDocument8 pagesEarned Value Analysis 8 StepsHira RazzaqNo ratings yet