You might also like
- CNC Freze ProgramlamaDocument13 pagesCNC Freze ProgramlamaCem ÇapanoğluNo ratings yet
- CNCTEZDocument26 pagesCNCTEZCandan ÖzdilNo ratings yet
- Otoparklar İçin Jet Fanli Havalandirma Hesabi: SeçilenDocument9 pagesOtoparklar İçin Jet Fanli Havalandirma Hesabi: SeçilenUğur AydemirNo ratings yet
- Alt Program CNCbilgileriDocument27 pagesAlt Program CNCbilgileriOnur KaplanNo ratings yet
- 2 Eksen Torna ProgramlamaDocument13 pages2 Eksen Torna ProgramlamaAhmet ÖZTAŞÇINo ratings yet
- TC Torna Serisi-Manuel Guide Ornek Parca ProgramlarıDocument28 pagesTC Torna Serisi-Manuel Guide Ornek Parca ProgramlarıMehmet Ali TahancalioNo ratings yet
- CNC FANUC Kontrol Ünitesi G KodlarıDocument15 pagesCNC FANUC Kontrol Ünitesi G KodlarıEsma ÖrenNo ratings yet
- CNC Sistemler Ve Endüstriyel UygulamalarıDocument26 pagesCNC Sistemler Ve Endüstriyel Uygulamalarıelmas çevikNo ratings yet
- COMPRESORDocument10 pagesCOMPRESORAdnanNo ratings yet
- CNC Tornada ProgramlamaDocument10 pagesCNC Tornada ProgramlamaUmut ToperiNo ratings yet
- Fanuc Torna KodlarıDocument24 pagesFanuc Torna KodlarıBatuhan YiyinciNo ratings yet
- CNC G Ve M Kod TornaDocument1 pageCNC G Ve M Kod Tornaesrari2007No ratings yet
- CNC Torna Tezgahlarinin ProgramlanmasiDocument33 pagesCNC Torna Tezgahlarinin ProgramlanmasihafizNo ratings yet
- Kompresör Bakim Çi̇zelgesi̇Document9 pagesKompresör Bakim Çi̇zelgesi̇Murat AskarogluNo ratings yet
- CNC Torna ProgramlamaDocument24 pagesCNC Torna ProgramlamaCem ÇapanoğluNo ratings yet
- 4000T CNC Programlama VE Operatör El Kitabi: 18 EYLÜL 2006 Orman Makine YayinlariDocument54 pages4000T CNC Programlama VE Operatör El Kitabi: 18 EYLÜL 2006 Orman Makine YayinlariBill WhiteNo ratings yet
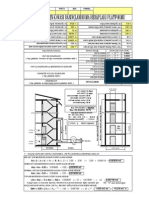
- Yangin Merdi̇ven Basinçlandirma Hesabi ProğramiDocument2 pagesYangin Merdi̇ven Basinçlandirma Hesabi Proğramianon_3161849070% (1)
- CNC Freze 11.haftaDocument17 pagesCNC Freze 11.haftaefehnNo ratings yet
- CNC 1 Hafta PDFDocument8 pagesCNC 1 Hafta PDFMuhittin SimsekNo ratings yet
- G Ve M KodlarıDocument4 pagesG Ve M KodlarıMustafa TürkmenNo ratings yet
- CNC Freze ProgramlamaDocument19 pagesCNC Freze ProgramlamaHasan Basri KaranNo ratings yet
- CNC G Ve M Kodları TamamıDocument1 pageCNC G Ve M Kodları TamamıMahmut AydinNo ratings yet
- G76 Di̇ş ÇekmeDocument12 pagesG76 Di̇ş ÇekmeMustafa OğuzhanNo ratings yet
- Redüktör Proje Son HaliDocument28 pagesRedüktör Proje Son HaliFulmarusNo ratings yet
- Uc Kademeli Duz Disli CarklarDocument41 pagesUc Kademeli Duz Disli CarklarBatuhan Akman0% (2)
- Jet Fan Hesap YönetmiDocument9 pagesJet Fan Hesap YönetmiuguraydemirNo ratings yet
- CNC Programlama Deney Föyü PDFDocument5 pagesCNC Programlama Deney Föyü PDFhittaf_05No ratings yet
- TERFIhesaplari NASILyapilirDocument22 pagesTERFIhesaplari NASILyapilirÖzgür SAĞLAMNo ratings yet
- Gear6 Sonsuz Vida CarkDocument14 pagesGear6 Sonsuz Vida CarkBünyamin TatarNo ratings yet
- Tayyareci - ALET UÇUŞU FORMÜLLERİ - 2Document3 pagesTayyareci - ALET UÇUŞU FORMÜLLERİ - 2RESUL OTEBASNo ratings yet
- Boost Converter TasarimiDocument6 pagesBoost Converter Tasarimikemalbk100% (1)
- G Ve M KodlariDocument16 pagesG Ve M Kodlariİsmail ArslanNo ratings yet
- G Ve MDocument2 pagesG Ve MMETİN KAĞAN AGÂHNo ratings yet
- Metar Kodlari AçiklamalarDocument11 pagesMetar Kodlari Açiklamalarİbrahim Ethem ÖzNo ratings yet
- Autocad AnlatimDocument11 pagesAutocad AnlatimefrahimmunarNo ratings yet
- Ci̇haz Programlama Ve Şi̇frelerDocument13 pagesCi̇haz Programlama Ve Şi̇frelerSerhat ÖzcanNo ratings yet
- Mekanik Kumandal Lamalli KavramaDocument9 pagesMekanik Kumandal Lamalli KavramaErol Abbas SoNo ratings yet
- CNC TornaDocument18 pagesCNC TornaHuseyin Alkan100% (1)
- KTK100 Kullanim Kilavuzu Ver1Document6 pagesKTK100 Kullanim Kilavuzu Ver1ToussaintNo ratings yet
- Reduktor ProjesiDocument16 pagesReduktor ProjesiKaan Zumrutkaya100% (1)
- Mto (Metar)Document6 pagesMto (Metar)skytech66No ratings yet
- Topraklama HesabiDocument4 pagesTopraklama HesabiMurat TopalNo ratings yet
- Gemo Gemo Gemo Gemo: DT109A / DT107A / DT106A / DT105A / DT104A Auto-Tune Pid Sicaklik Kontrol C HaziDocument4 pagesGemo Gemo Gemo Gemo: DT109A / DT107A / DT106A / DT105A / DT104A Auto-Tune Pid Sicaklik Kontrol C HaziGürkan KasapoğluNo ratings yet
- 22 Meteorological Messages - Jaa Atpl Meteorology - Ibrahim CamalanDocument142 pages22 Meteorological Messages - Jaa Atpl Meteorology - Ibrahim Camalanİbrahim ÇamalanNo ratings yet
- 4 Silindirli Motor ProjesiDocument124 pages4 Silindirli Motor ProjesiIvan Kopić100% (1)
- ideCAD Celik Ruzgar Yükleri TS - EN - 1991-1-4 PDFDocument28 pagesideCAD Celik Ruzgar Yükleri TS - EN - 1991-1-4 PDFcons2engNo ratings yet
- C172 Uçak NotlariDocument16 pagesC172 Uçak Notlariİrem DdNo ratings yet
- Hafta 2Document16 pagesHafta 2yasin çakırNo ratings yet
- Proje 3Document39 pagesProje 3Okan KaraoğluNo ratings yet
- Kirissiz Doseme HesabiDocument6 pagesKirissiz Doseme HesabicengizNo ratings yet
- Redüktör Projeleri (Helis - Düz)Document39 pagesRedüktör Projeleri (Helis - Düz)Cengiz Görkem Dengiz100% (13)
- Hanife Usta HESAP STADocument121 pagesHanife Usta HESAP STAAdemBaba1100% (1)
- Delta AC Servo Sürücü Ve Servo Motor ParametrelerDocument56 pagesDelta AC Servo Sürücü Ve Servo Motor Parametrelerwww.otomasyonegitimi.com100% (2)
- Pompa Projesi 1Document7 pagesPompa Projesi 1akcicekNo ratings yet
- JAA ATPL 050 Meteoroloji - 22 Meteorological MessagesDocument137 pagesJAA ATPL 050 Meteoroloji - 22 Meteorological MessagesIbrahim CAMALANNo ratings yet
- CNC KodlarıDocument4 pagesCNC Kodlarıİsmail ArslanNo ratings yet
- Acs 550 Manual Turk CeDocument85 pagesAcs 550 Manual Turk CeBahadır CoşkunerNo ratings yet