0% found this document useful (0 votes)
115 views6 pagesPiston Overhaul
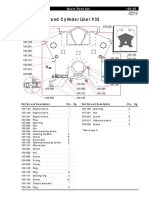
This service letter outlines the necessary inspections and procedures for overhauling VASA 32 engine pistons after 24,000 running hours. It details the inspection criteria for piston crowns and skirts, including visual checks, crack detection tests, and specific measurement guidelines. Additionally, it emphasizes the importance of using proper assembly techniques and replacing components as needed to ensure engine reliability.
Uploaded by
Rajendrasinh PadhiyarCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
115 views6 pagesPiston Overhaul
This service letter outlines the necessary inspections and procedures for overhauling VASA 32 engine pistons after 24,000 running hours. It details the inspection criteria for piston crowns and skirts, including visual checks, crack detection tests, and specific measurement guidelines. Additionally, it emphasizes the importance of using proper assembly techniques and replacing components as needed to ensure engine reliability.
Uploaded by
Rajendrasinh PadhiyarCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd