ENGINEERING SPECIFICATION ES-YF12-1294-AA
The following information is intended as a general interpretation of the ES-YF12-1294-AA Engineering
Specification. It is intended to help the user understand the intent of the 1294 specification and is for
explanatory purposes only.
This document was prepared with the following guidelines:
The text from the 1294 specification appears inside a double line box.
Informational notes and graphics have been included to help the user understand the intent of the 1294
specification and is for explanatory purposes only.
Datum letters have been assigned (Primary Datum A, Secondary Datum B and Tertiary Datum C) to help
the user understand the intent of the 1294 specification. They will not necessarily be the datum letters selected
for any actual application.
In some situations additional GD&T callouts and symbology, not included in the 1294 specification, have been
added to help the user envision the concepts and intent of the 1294 specification.
The principles described in this document may relate to several sections in the 1294 and they may not be
repeated in each section. The user should become familiar with this entire document to obtain a complete
understanding of the material.
This document is not intended to mandate a particular gaging method. Any reference to gaging is included for
explanatory purposes only.
Originated by:
Date Issued
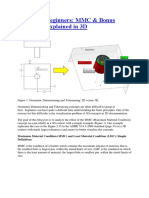
�OVERVIEW OF THE DATUM REFERENCE FRAME
The example illustrated is a typical Datum Reference Frame, however other combinations may be appropriate i.e. using the edges
of a part when the component contains on holes. The datums should be defined appropriately to constrain all 6 degrees of freedom.
Generally, a full Datum Reference Frame is achieved by combining a set of Primary net pads, a Secondary hole and a Tertiary slot
as described in the 1294 Spec. The part is immobilized using datum features similar to those described below.
XX +/- 0.05
0.2 M A
TERTIARY (2 WAY LOCATOR)
The tertiary datum feature is generally
simulated by a fixed (virtual condition) pin in
the manufacturing and gaging equipment,
and is used to stop rotation. Because of the
tight size and location tolerance of this
datum feature, the datum displacement
(shift) is minimal.
XX 0.05
25
A2
B
25
A1
PRIMARY (UP DOWN)
Although not covered in the 1294 Spec. the
primary datum feature(s) is typically simulated
by a set (usually 3 minimum) of net pads in the
manufacturing and gaging equipment. A typical
set of datum targets would consist of datum
targets A1, A2 and A3.
Originated by:
SECONDARY (4 WAY LOCATOR)
The secondary datum feature is simulated
by a fixed (virtual condition) pin in the
manufacturing and gaging equipment.
Because of the tight size tolerance of this
datum feature, the datum displacement
(shift) is minimal.
25
A3
Date Issued
�The use of the 1294 eliminates repetitive
information that would typically be repeated on
sheet metal detail or assembly drawings.
The tolerances shown in
the 1294 are generic and
generally considered
standard tolerances.
I.
SCOPE:
This specification is issued to provide generic General Notes for detail drawings and data
files of sheet metal parts and assemblies.
II.
APPLICATION:
Notes: are to be used for sheet metal details and for assemblies when specified.
Tolerances that are unique from those below are to be shown on the face of the drawing or
on the Format #2 of the data files.
III.
PRIORITY RANKING ORDER:
First Level Math Surface Data
Second Level Wireframe Data
Third Level 5 mil Mylar Reproduction
Fourth Level Die Model
The Math Surface Data is the most
common method used and is considered
basic (theoretically exact) for GD&T
tolerancing purposes.
Originated by:
Date Issued
�SECONDARY DATUM
The fourth box contains the
secondary datum and is generally
a 4 way locating hole modified at
MMC taken from section V, B)
The ASME Y14.5M 1994 Standard, as amended by the Ford
(USCAR) addendum, is the GDT tolerancing Standard use by Ford
Motor Co. world wide. It can be can be accessed using the WISE
collection of standards (http://www.ese.ford.com/aso/wise/)
I V.
IN ACCORDANCE WITH THE A.S.M.E. Y14.5M - 1994 STANDARD, THE FOLLOWING
APPLIES:
Secondary Datum
Tolerance
GEOMETRIC CONTROL
The first box contains one of
the following geometric
controls
0.5
Tertiary Datum
Control
Primary Datum
Perpendicularity
Position
Profile of a Surface
Profile of a Line
TERTIARY DATUM
The fifth box contains the tertiary
datum and is generally a 2 way
locating slot modified at MMC taken
from section V, C)
TOLERANCE ZONE
The second box contains the
tolerance zone shape, size
and any applicable material
modifier (usually MMC)
Originated by:
PRIMARY DATUM
The third box contains the
primary datum which is
generally a planer datum
simulated by three or more
datum targets
Date Issued
�Maximum Material Condition (MMC). The condition in which a
feature of size contains the maximum amount of material within
the stated limits of size for example, minimum hole diameter.
IV. CONTINUED
The material modifier used will be M (maximum material condition), when features of size
are used as secondary and tertiary features.
Secondary Datum
A B
Tertiary Datum
Primary Datum
There are several advantages of applying the MMC to the secondary and tertiary datum features of size (hole / slot).
It allows the use of fixed (virtual condition) pins in the manufacturing and gaging equipment. Because of the tight size tolerance (+/- 0.05) of
these datum features, the datum displacement (shift) is minimal.
The other material modifiers available are regardless of feature size RFS and least material condition LMC. These modifiers are not
recommended for the following reasons:
RFS (regardless of feature size ) requires a moveable fixture i.e. a spring loaded tapered pin (for holes) and a spring loaded diamond pin (for
slots). It is expensive to verify, and rarely reflects the relevant feature function, and therefore should not be used in a Body application without
the agreement of the entire core team.
LMC (least material condition) is expensive to verify. To date no application in the Feature Control Frame for this symbol has been identified in
Body Engineering.
Originated by:
Date Issued
�V.
The most restrictive
tolerance is the default
GENERAL NOTES UNLESS OTHERWISE SPECIFIED:
If two or more general note tolerances can be applied to one part condition, the most
restrictive will apply.
HOLES:
A)
The secondary datum
feature hole (4 way
locating hole), and
tertiary datum feature (2
way locating slot width)
size is to be +/- 0.05
Size tolerance for any shape hole used as a secondary or tertiary (locator)
feature be +/- 0.05.
Size tolerance for any shape hole used as a transferred locator be +/0.05.
All other size tolerances to be +/- 0.4 with the exception: All lightening,
access, and drainage holes are to be:
The general size for all
other holes is to be +/0.4. This is typically
applied to round holes and
the width and length of
slotted holes
Originated by:
Profile of a line control (covered
in the profile section)
Transfer locating holes
were previously use in
the manufacturing
equipment to transfer
the stampings during
the manufacturing
process. They are
considered non
functional and will not
be used for interrelating
functional features.
When used for
manufacturing purposes
they will use the same
size tolerance as the
secondary and tertiary
(hole / slot) datum
features.
The exception is generally applied to all
other non critical holes, including round,
slotted and irregular shaped. These types
of holes are controlled using profile of a
line applied all around.
Date Issued
�SECONDARY DATUM
Generally a hole is used as a Secondary Datum and
functions as a 4 way locator
V. HOLES: CONTINUED.
B)
The positional tolerance of the secondary datum feature in relation to the primary datum to
be:
XX 0.05
This should read The
orientation tolerance
Note: If the secondary Datum hole is not
perpendicular (90) to the primary plane,
ANGULARITY
shall be used.
The asterisk
refers to the
description of 0
@ MMC
tolerancing
addressed at the
end of the 1294
section VII.
The secondary Datum feature is Generally a
Feature of Size, i.e. Single circular Hole, oriented
(90) on a surface (ideally that is parallel) to the
Primary datum Plane, and is ultimately used as a
four way locator. It is generally controlled relative to
the Primary Datum Plane using the Geometric
control of PERPENDICULARITY
. Note: use
ANGULARITY
If the secondary Datum hole is
not perpendicular (90) to the primary plane.
Size tolerance
taken from
section V.
HOLES: A)
If applied on the face of
the drawing a Datum
Feature symbol would be
used
Only a Primary Datum
callout is required
The intersection of the derived axis of the feature
is generally perpendicular to the Primary Datum
Plane, and the design side of the component and
is the local origin of all basic dimensions; 0,0,0
Reference: Simulated Primary Datum Plane
(up down). Although not covered in the 1294
Spec. the primary datum feature(s) is
typically simulated by a set of net pads in the
manufacturing and gaging equipment. A
typical set of Datum Targets would be
identified using datum targets.
Originated by:
Date Issued
�TERTIARY DATUM
Generally the width of a Slotted Feature of Size is used as a
Tertiary Datum and functions as a 2 way locator to stop rotation
V. HOLES: CONTINUED.
C)
The positional tolerance of the tertiary datum feature in relation to the primary and
secondary datums is to be:
Total width zone for
size (no diameter
symbol shown)
XX +/- 0.05
0.2 M A
0.2 total width zone (no
diameter symbol shown)
Size tolerance taken from
section V. HOLES: A )
XX +/- 0.05
0.2 M A B M C
Size tolerance taken
from section V.
HOLES: A )
Primary and
secondary
Datum required
If applied on the face of
the drawing a Datum
Feature symbol would be
used
The length of the slot is controlled
back to datum features A, B and C
Using the same tolerance as the
Tertiary datum slot width location.
Originated by:
If applied on the face of the drawing, the
arrows would be perpendicular to the
edges of the slot to indicate the desired
direction of the total width zone.
Date Issued
�EFFECTS OF SLOT TOLERANCE
10 +/- 0.05
0.2
A B
9.95
0.20
9.75
The 1294 Tertiary Datum slot tolerancing allows
this virtual condition datum feature simulator
gage pin (9.75 X 13.75), to be used to verify the
location and orientation of the slot
13.95
0.20
13.75
MMC width of slot
Positional tolerance
Wide boundary
MMC length of slot
Positional tolerance
Wide boundary
90
14 +/- 0.05
0.2
A B
Datum plane A
XX
THIS CONTROL
MEANS THIS
POSSIBLE LMC SLOT ORIENTATION
9.95
0.20
9.75
MMC width of slot
Positional tolerance
Wide boundary
virtual condition datum feature
simulator gage pin (9.75 X 13.75),
As a result the actual slot produced at
its least material condition (largest
slot size) can rotate about the virtual
condition gage pin
13.95
0.20
13.75
MMC length of slot
Positional tolerance
Wide boundary
VIRTUAL GAGE PIN AND SLOT
Originated by:
Date Issued
�EFFECTS OF SLOT TOLERANCE
Secondary Datum
Virtual Condition "Pin For Datum
Feature B" is equal to the holes MMC
Size. (since the hole is toleranced at 0
at MMC its virtual condition size is the
MMC limit)
Tertiary Datum
Virtual Condition "Race Track Pin For Datum
Feature "C" is equal to the slots MMC Size
Minus the Positional Tolerance.
Gage to Verify Secondary and Tertiary Datums
Verification of the interrelationship of the Secondary and Tertiary datums is
required. The gage shown here represents a virtual condition go / no go gage,
however different gaging methods could be used i.e. Coordinate Measuring
Machine, Non Contact Optical etc.
Originated by:
10
Date Issued
�EFFECTS OF SLOT TOLERANCE CONTINUED
Nominal (basic) location of pin.
Nominal (basic) location of slot.
NOMINAL CONDITION SHOWN
Possible part / assembly shift due to the
location and orientation of the slot and pin.
This will contribute to the variation in the
location and orientation of the mating part
with respect to intended design location.
Nominal location of center plane of
hole / slot and pins in the mating part
Note: although shown to nominally
intersect, the slot centerplane may be
offset (does not intersect hole axis) by
design.
The Datum C slot has rotated within the
maximum tolerance range specified on the 1294.
XXX
Nominal location of center plane of
hole / slot and pins in the mating part
Possible location of center plane of
mating part pin due to part variation.
Possible location of mating part
pin due to part variation.
POSSIBLE PART / ASSEMBLY SHIFT SHOWN
Originated by:
11
Date Issued
�????????? FABRICATION HOLES
In the past Fabrication Holes were synonymous with Transferred Locator Holes. They were non functional and were previously use in
the manufacturing equipment during the manufacturing process. Both terms are no longer used and since they were non functional, the
terms will not be used for holes controlling interrelating functional features.
Similar functional holes now referred to as ?????????? Holes are used to assemble mating parts and will use the positional tolerances
previously described as Fabrication holes in section V D)
NEED A NEW NAME TO
REPLACE FABRICATION
?????????? Holes are typically used to:
locate components assembled in a fixture , i.e. locate individual components to create an assembly to be welded together (see
fig. 1)
locate mating parts in the assembly. i.e. locate a trim panel for proper assembly (see fig. 2)
They typically consist of a combination hole / slot, a pair of holes or a pair of slots.
They are generally toleranced in relation to the global datum reference frame (master control holes).
2-WAY
LOCATOR PIN
4-WAY
LOCATOR PIN
2-WAY LOCATOR HOLEHINGE REINFORCEMENT
2-WAY
FABRICATION
HOLE
4-WAY
FABRICATION HOLE
4-WAY LOCATOR HOLE HINGE REINFORCEMENT
PINS IN DOOR INNER
PANEL LOCATOR HOLES
PIN IN CORRESPONDING FABRICATION
HOLES IN DOOR INNER PANEL
fig. 2
fig. 1
Originated by:
12
Date Issued
�NEED A NEW NAME TO
REPLACE FABRICATION
V. HOLES: CONTINUED.
D)
Round holes
are generally
used as a 4
way locator.
Now referred to as ?????????? Holes
Round hole location
tolerance controls location
and orientation
The positional tolerance for fabrication holes to be:
0.5
For round holes:
For slots:
Slots are generally used as a
2 way locator to stop rotation
and require a tolerance for
width and length.
Slot width size tolerance taken
from section V. HOLES: A)
transfer locator
Slot width location tolerance
controls orientation
A B
Width
1.6
A B
Length
Round hole size tolerance
taken from section V.
HOLES: A) transfer locator
10 +/- 0.05
0.5 M A B M C M
Slot length location tolerance
is generally not as critical as
width
Round holes are generally
positioned back to the
global datum reference
frame (master control
holes)
Subsequent use of holes to
locate related features
could require additional
datum identification
14 +/- 0.4
1.6 M A B M
Originated by:
0.5 M A B M C M
Slot size length tolerance
taken from section V.
HOLES: A) all other size
A B
0.5
10 +/- 0.05
NEED A NEW NAME TO
REPLACE TRANSFER
LOCATOR
C M
XX
13
Date Issued
�V. HOLES: CONTINUED.
POSITIONAL TOLERANCE OTHER HOLES
Holes other than secondary, tertiary and
locator are considered non critical and have a
general tolerance of 1.6 for location. All other
non critical holes such as lighting, access and
drainage are toleranced using profile of a line
and will be covered under the profile section.
E)
The positional tolerance for other holes to be:
For round holes:
1.6
A B
A B
A B
For slots:
1.6
1.6
Slot width size tolerance taken
from section V. HOLES: A) all
other sizes
Width
Length
Round hole size tolerance taken
from section V. HOLES: A) all
other sizes
10 +/- 0.4
1.6
A B
10 +/- 0.4
1.6 M A B
Slot size length tolerance taken
from section V. HOLES: A) all
other size
14 +/- 0.4
1.6
Originated by:
14
A B
Date Issued
�V. HOLES: CONTINUED
The positional tolerance of group of holes and tolerance between all holes that are
labeled or dimensioned as a group to be:
1.6
0.5
M
M
A B
A
A group of holes defined as those which have the same function.
Only one symbol shown
indicates a composite
tolerance application
A typical group of holes could be those used to attach a
door handle assembly
The upper segment is
referred to as the Pattern
Locating Tolerance Zone
Framework (PLTZF)
The lower segment is
referred to as the
Feature Relating
Tolerance Zone
Framework (FRTZF)
COMPOSITE POSITIONAL TOLERANCE
Where design requirements permit a FeatureRelating Tolerance Zone Framework (FRTZF) to be located and oriented within limits imposed
upon it by a PatternLocating Tolerance Zone Framework (PLTZF), composite positional tolerancing is used. (The acronyms are pronounced
``Fritz'' and ``Plahtz.'')
Composite Positional Tolerancing provides a composite application of positional tolerancing for the location of feature patterns as well as the
interrelation (position and orientation) of features within these patterns. Requirements are annotated by the use of a composite feature control
frame. The position symbol is entered once and is applicable to both horizontal segments. Each complete horizontal segment in the feature
control frames may be verified separately, but the lower segment is always a subset of the upper segment.
Originated by:
15
Date Issued
�GROUP OF HOLES FRAME V. F) CONTINUED
3X 20 +/- 0.4
1.6
0.5
M
M
A B
A
THIS CONTROL
M
A typical drawing callout
applied to three holes
The Pattern Locating Tolerance Zone is
the larger tolerance located in the upper
FCF (1.6). It is related to datums A, B
and C for location and orientation
Actual Hole
The Feature Relating tolerance Zone
is the smaller tolerance zone (0.5)
located in the lower segment of the
FCF. It is not related to datums B and
C and is allowed to rotate within the
larger (1.6) zone.
Basic dimension
Basic dimension
25.0
Originated by:
MEANS THIS
The control requires that
each actual feature axis
must lie within the specified
tolerance zones of both the
upper and lower segments
simultaneously
25.0
16
Date Issued
�PROFILE V. SURFACES: GENERAL
PROFILE CONTROLS
Profile tolerance specifies a uniform boundary along the true profile within which the elements of the surface must lie. The Math Surface Data
is the most common method used to describe the true profile and is considered basic (theoretically exact). Profile is used to control form or
combinations of size, form, orientation, and location.
Profile of a surface is typically applied to the sheet metal surface (design / dimension side) and profile of a line is applied to edges (trim and
margin lines).
The tolerance value represents the distance between two boundaries equally disposed about the true profile. (Although the ASME Y14.5
Standard allows the zone to be unilaterally in one direction, or bilaterally unequally disposed, the 1294 only recognizes the equally disposed
application).
Profile tolerances apply normal (perpendicular) to the true profile at all points along the profile. The boundaries of the tolerance zone follow the
geometric shape of the true profile.
1.4
A B
ALL OVER ON THE DESIGN / DIMENSION SIDE.
Profile tolerances apply
normal (perpendicular) to
the true profile
Basic contour shown
Tolerance zone 0.7 above
Basic contour shown
Tolerance zone 0.7 below
Originated by:
17
1.4
Zone is equally disposed
about basic contour +/- 0.7
Date Issued
�PROFILE FRAME V. APPLIED TO SURFACES LINES AND HOLES: GENERAL
A B
On a GDT drawing, leader is
directed to basic contour
True basic contour shown
The actual line element must lie
within the Specified Tolerance
Zone.
The Tolerance is applied
Normal/Perpendicular to the
true profile at all points along
the profile.
10
5
0 5
10
5
0 5
10
10
90
The Tolerance establishes a
uniform two-dimensional zone
limited by two parallel zone lines
extending along the length of
the considered feature.
Originated by:
3 (Bilateral)
18
Date Issued
�This control is used on surfaces shown in general views,
that mate against other surfaces or features. All other
general surfaces receive a larger tolerance (3) taken from
V SURFACES: E)
V. SURFACES:
A)
Lines and surfaces defining mating conditions are to be:
1.4
A B
ALL OVER ON THE DESIGN / DIMENSION SIDE.
This is the same control as described in V SURFACES:
A) and is used to control Lines and surfaces defining
mating conditions shown in sections
B)
Lines and surfaces defining mating conditions shown in sections are to be:
1.4
A B
ALL OVER ON THE DESIGN / DIMENSION SIDE.
Profile is only applied on one side of metal. On a standard dimensioned drawing the dimensions are
applied to the design / dimensioned side (the punch side). The opposite side of metal is controlled by the
sheet metal stock size tolerance.
Originated by:
19
Date Issued
�THIS CONTROL
True Basic Profile
located on the design /
dimension side
PROFILE FRAME V. APPLIED TO SURFACES LINES AND HOLES: GENERAL
If displayed on a drawing
the arrow points to the
design / dimension side
of the surface
A B
ALL OVER ON THE DESIGN / DIMENSION SIDE.
Metal thickness
Opposite side of metal
controlled by metal thickness
XX +/- XX
MEANS THIS
True Basic Profile
located on the design /
dimension side
Actual Surface must lie within
Tolerance Boundary
Opposite side of metal
controlled by metal thickness
Tolerance zone boundary
Originated by:
3
Tolerance zone boundary
1.5
Zone is equally disposed about
basic contour +/- 1.5
20
Date Issued
�Depending on application,
the all around may be
applied. The All around
symbol (a circle located at
the junction of the leader)
indicates that the profile
tolerance applies all around
the feature.
V.
SURFACES:
C)
All margin line tolerances for components to be:
Total width margin line tolerance
A B
0.5 / 250
Unit length refinement
Entire margin line must lie between a
profile boundary of 1 all around the feature
1 A B
0.5 / 250
250
0
25
As a refinement within the larger 1
zone, all elements of the margin line
surface must lie between any 0.5
boundary for a distance of 250
0
25
Basic contour shown
Any unit random
length of 250
Originated by:
21
Date Issued
�THIS CONTROL
PROFILE FRAME V. APPLIED TO SURFACES LINES AND HOLES: GENERAL
If displayed on a drawing
the arrow points to
margin line edge of the
surface
1 A B
0.5 / 250
True Basic Profile of
component edge
MEANS THIS
True Basic Profile of
component edge
Actual Element Line of the
edge must lie within both
tolerance boundaries
Any random unit
length of 250
0.5
250
250
250
250
1
Entire surface must lie between a profile boundary of 1
(Zone is equally disposed about basic contour +/- 0.5)
Originated by:
As a refinement within the
larger 1 zone, all elements
of the margin line surface
must lie between any 0.5
boundary for a distance of
250
ENLARGED TRUE VIEW OF A
PORTION OF THE TRIM EDGE
22
Date Issued
�Fender, body side etc.
V. SURFACES: CONTINUED
D)
Surface profile relating to flushness characteristics on class #1 Surface components to be:
A B
0.5 / 250
ALL OVER
Depending on the application the
surface profile can be applied either
ALL AROUND (using all around
symbol) or ALL OVER
Originated by:
23
Date Issued
�XXX FROM EDGE
Typically measured from edge
A B M C
0.5 / 250
SURFACE FLUSHNESS
Surface flushness
of controlled
surface
THIS CONTROL
Typical section cut through
controlled area see next page
MEANS THIS
Contour of the surface adjacent
to the edge must lie between a
profile boundary of 1
0
25
25
0
A B M C
0.5 / 250
As a refinement within the larger 1 zone, all elements of
the surface, adjacent to the edge, must lie between a
boundary of 0.5 within any unit length of 250
Originated by:
0
25
Any random unit
length of 250
Basic contour shown
24
Date Issued
�THIS CONTROL
PROFILE FRAME V. APPLIED TO SURFACES LINES AND HOLES: GENERAL
If displayed on a drawing
the arrow points to the
design / dimension side
of the surface
True Basic Profile
located on the design /
dimension side
A B M C
0.5 / 250
ALL OVER
Opposite side of
metal controlled by
metal thickness
MEANS THIS
TYPICAL SECTION CUT
ALONG CONTROLLED AREA
Metal thickness
XX +/- XX
Any random unit
length of 250
250
As a refinement within
the larger 1 zone, all
elements of the surface,
adjacent to the edge
must lie between a
boundary of 0.5 within
any unit area 250 X 250
Actual Element Line of the
Surface must lie within both
tolerance boundaries
250
As a refinement within the larger
1 zone, adjacent to the edge, all
elements of the surface must lie
between a boundary of 0.5
within any unit area 250 X 250
Opposite side of
metal controlled by
metal thickness
Originated by:
Entire surface, adjacent to the edge
must lie between a profile boundary
of 1 (Zone is equally disposed about
basic contour +/- 0.7)
25
0.5
Date Issued
�V. SURFACES: CONTINUED
E)
All other component surfaces to be:
A B
ALL OVER ON THE DESIGN / DIMENSION SIDE.
See V. SURFACES: A) for profile of a surface interpretation
Originated by:
26
Date Issued
�Trim lines are generally non critical by nature and unless
otherwise specified receive a bilateral profile tolerance of 3.
V.
LINES:
A)
All trim line tolerance to be:
3
B)
A B
Part shape and flanges to be free of fractures.
General quality requirement
C)
Datum lines, work lines and body grid lines are +/- 0. Tolerance between the above lines not
permissible.
Datum lines, work lines and body grid lines are often shown as
reference information and are treated as theoretically exact.
Entire trim line must lie between a profile
boundary of 3 all around the feature
A B
Depending on application,
the all around may be or
may not apply.
Basic contour shown
Originated by:
27
Date Issued
�THIS CONTROL
PROFILE FRAME V. APPLIED TO SURFACES LINES AND HOLES: GENERAL
If displayed on a drawing the
arrow points to the trim line
edge of the surface
A B
True Basic Profile of
component edge
MEANS THIS
ENLARGED TRUE VIEW OF
A PORTION OF THE TRIM
EDGE
Originated by:
True Basic Profile of
component edge
3
Actual Surface edge must lie
within Tolerance Boundary
28
Entire surface must lie between a profile
boundary of 3 (Zone is equally disposed about
basic contour +/- 1.5)
Date Issued
�SHEET METAL COMPONENT DRAWING EXAMPLE
V. HOLES: A)
Secondary Datum
V. HOLES: B)
V. SURFACES: A)
XX 0.05
0
A B
1.4
A B
ALL OVER ON THE DESIGN / DIMENSION SIDE.
V. LINES: A)
V. HOLES: A)
Tertiary Datum
XX +/- 0.05
5
A B
0.2
25
A1
V. HOLES: A) OTHER
V. HOLES: A)
Tertiary Datum
V. HOLES: C)
XX +/- 0.05
0.2
XX +/- 0.4
1.6
A B
V. HOLES: C)
2X XX +/- 0.4
V. HOLES: E)
25
A2
1.6
0.5
25
A3
Originated by:
29
M
M
A B
A
V. HOLES: F)
Date Issued
�VI.
NOTES AND TOLERANCE INFORMATION FOR SHEET METAL ASSEMBLY DRAWINGS:
A)
The positional tolerance of the secondary datum in relation to the primary datum to be:
XX 0.05
0
See section V. HOLES: B) for the assembly
drawing secondary datum feature requirements.
Originated by:
30
Date Issued
�VI.
NOTES AND TOLERANCE INFORMATION FOR SHEET METAL ASSEMBLY DRAWINGS:
B)
The positional tolerance of the tertiary datum feature in relation to the primary and
secondary datums is to be:
XX +/- 0.05
0.2 M A
See section V. HOLES: C) for the assembly
drawing tertiary datum feature requirements.
Originated by:
31
Date Issued
�VI.
NOTES AND TOLERANCE INFORMATION FOR SHEET METAL ASSEMBLY DRAWINGS:
C)
Tolerances between component datum features in an assembly to be:
2.0
2.0
A B
A B
Cylindrical zone, diameter
symbol must precede the
tolerance zone value.
Positional
between
datum / locator
holes.
Positional between
datum / locator
holes and slots
Total width zone, no
diameter symbol
preceding the tolerance
zone value.
After assembly, the various components
will be interrelated using these tolerances.
Originated by:
32
Date Issued
�VI. C) Position between
datum / locator holes
VI. C) Position between
datum / locator slots
0.21
XX 0.05
2.0 M
VI. C) Position between
datum / locator holes
XX 0.05
2.0
XX 0.05
M
2.0 M
VI. C) Position between
datum / locator slots
XX 0.05
DETAIL 3
2.0
DETAIL 2
G
DETAIL 1
ASSEMBLY
XX 0.05
0.29
0.2 M
XX 0.05
0.0 M
A
C
VI. A) Secondary Datum
assemblies
DETAIL 3
VI. B) Tertiary Datum
assemblies
DETAIL 2
DETAIL 1
ASSEMBLY
A
Detail 1 Assembly drawing
(made up of details 2 and 3)
Originated by:
33
Date Issued
�VI.
NOTES AND TOLERANCE INFORMATION FOR SHEET METAL ASSEMBLY DRAWINGS:
D)
All margin line tolerances for assemblies to be:
1.4 A B
0.5 / 250
Margin line in assemblies generally
implies hemmed panels
Originated by:
See section V. SURFACES: C) for the assembly
drawing feature requirements.
34
Date Issued
�VI.
NOTES AND TOLERANCE INFORMATION FOR SHEET METAL ASSEMBLY DRAWINGS:
E)
Surface profile relating to flushness characteristics on class #1 Surface to be:
A B
0.5 / 250
ALL OVER
See section V. SURFACES: D) for the assembly
drawing feature requirements.
Originated by:
35
Flushness characteristics on class #1 Surface
generally applies to doors, hood deck etc.
Date Issued
�Size tolerance taken from
section V. HOLES: A )
SHEET METAL ASSEMBLY DRAWING EXAMPLE
XX 0.05
0
XX +/- 0.05
0.2 M A
Secondary Datum
orientation tolerance
taken from section VI. A)
A B
0.5 / 250
Tertiary Datum
Position tolerance
taken from
section VI. B)
Size tolerance taken
from section V.
HOLES: A)
25
A3
25
A1
XX +/- 0.05
0.2 M
1.4 A B
0.5 / 250
25
A2
Originated by:
Position tolerance
taken from
section VI. B)
Margin line profile tolerance for
assemblies taken from section VI. D)
36
Size tolerance
taken from section
V. HOLES: A)
Surface profile tolerance
to control for assemblies
Flushness characteristics
on class #1 taken from
section VI. E).
Date Issued
�VII.
NOTES FOR ZERO POSITION OR ORIENTATION TOLERANCE AT MMC:
When the * follows the feature control frame, the position or orientation tolerance is stated as
zero at MMC. The feature of size at its MMC size must be located or oriented at its perfect
location or perfect orientation. As the feature of size departs from its MMC size towards its
LMC size, the position and orientation tolerance is allowed to grow to an amount equal to the
departure from the MMC size of the feature.
Additional information and examples regarding this subject may be found in the A.S.M.E.
Y14.5 1994 Standard on Geometric Dimensioning and Tolerancing, Section 2.8.3.
See section 5.3.3, 5.3.3.1, and 6.6.1.2 in the
A.S.M.E. Y14.5 1994 Standard
Application of Zero Tolerance at MMC.
The purpose of applying zero at MMC for the orientation of the secondary datum hole, is to allow the
component or assemble part to be produced and gaged using a fixed size virtual condition pin.
The pin size in the gage / fixture is equal to the MMC (smallest) hole size. The datum displacement (shift) is
minimal due to the tight hole size tolerance of the secondary datum hole +/- 0.05.
If the secondary datum hole is produced at its MMC limit of size, it must be perfect in orientation with respect to
the datum. A tolerance can exist only as the feature departs from MMC. The allowable orientation tolerance is
equal to the amount of such departure.
Note: Although the 1294 only applies this concept to orientation of the secondary datum hole, it is often used with
position when relating holes to a datum of reference.
Originated by:
37
Date Issued
�END
Originated by:
38
Date Issued